pro cast模流分析教程

粉丝1.2万获赞3.2万
相关视频
 02:06查看AI文稿AI文稿
02:06查看AI文稿AI文稿今天给大家分享 procast 操作的过程。首先打开准备好的工艺三地图,检查三地图有没有线条曲面的问题,如果网格有问题,通过修复合格后继续操作。 检查完成后划分网格大小,网格划分的大小决定了后期运算的速度,根据大家电脑不同的配置来确定运算速度。创建体网格完成后,我们就转到设置材料参数的界面, 对模型的材质、住建的材质进行参数分类设置,设置住建的排号,浇筑温度,设置换热系数,不同的材质,不同的工艺, 换热系数各不相同,大家可以根据实际经验结合设置。接下来设置物体与外界的传热,设置浇筑速度,设置进料口位置,可以选择形状,浇筑的半径大小。 还有其他功能,比如镜像,因为数据比较大,大家可以磨留一半,减少磨留时间,效果是一样的。最后设置模拟的参数设定,全部设置好后,通过点击错误信息可以跳到错误的地方 警告错误可以是情况更正或者忽略,点击进行运算,时间会比较久。放首歌给大家放松放松, 结果出来了,大家就可以观察魔刘温度,魔刘的速度,观察下缩孔是否卷气等缺陷的问题。 谢谢大家的观看,动动您的小手点赞是给我最大的支持!
395宁波凯尚机械科技有限公司 13:14查看AI文稿AI文稿
13:14查看AI文稿AI文稿我们来说明一下新版本的软件,他在界面上有一些什么样呃,不一样的地方啊。第一个要说明的就是在总体的这个风格上面,还是保持了和原有的方式是比较一致的。 那么在左边的这个收纳窗口的部分,我们做了一些重新的设计和编排啊,在这里面我们可以看到有五个,五个面板,第一个面板呢就是对象面板,这里也就是对象列表,可以这个对象列表激活之后,你可以看到上面是网格目标,这下面是几何目标,就 cad 的部分,这和以前的是完全一致的。 第二个部分呢,就是关于这个 cad 的功能, cad 的功能原来我们是出现有一些这个比较复杂一点的这个收纳面板,但是在现在我们把它全部放出来了。然但是呢,因为这个功能还是比较多的,所以对一些类似的功能我们进行了组合,但凡是类似 的功能我们会组合在一起。比如说啊,在这里面有个全选,全选这个 cad 的这个功能,这个里面有个下拉列表,这里面就有一个清除选择啊,这这两个功能是类似的,是同类功能,我们把它组合在一起,当你使用了这个功能之后呢,他下次就会出现在这里,而没有使用的那个就会被收起来 啊,这是这是这个新的这个设计的一个特点,大家可以先拿着这个,呃,对这个面板每一个按钮你都熟悉一下,比如说这里是线和边,然后这个地方是面和翘和体 啊,复合体的功能,这个和结构复合体,它是放在一起的,炸开这个功能非常常用,我们没有把它单独,我们把它单独放出来,没有去进行组合。另外创建长方体、圆柱体等等,基本的三 d 这个都放在一起了。还有这个呃异地目标,还有节点到几何点的这个转换功能, 大家可以熟悉一下,这个是我目前的这个呃一个一个新的一个特点,那下一个部分是这个网格的功能,那在这里面网格的功能我们也进行了呃重新的一个规划啊,基本上分为了三大块,第一块是网格的选择和生成 的这个功能,在在上半部分中间这个部分是网格的修复和一些操作啊,比如说怎么去装配网格修复、网格光滑处理等等。自由边的检查, 最底下这一块是一些网格的一些变换操作,包括平移、转换、对称等等,在这个对称里面下面还有收纳了一个这个比例缩放等等。 那么这个是网格的这个面板,那再下来这个面板呢?是检查的面板,就是网格检查的面板,包括二 d 网格检查和三 d 网格检查。然后还有呃最底下这个是那个我们做优化的当中 那个变量的一个一个一个操作面板,那这是在左侧这个这个部分是是我们在整个的这个呃里面变化的比较多的。那另外一个呢,就是我们要注意到我们现在也开始采用了这种树状结构的这种 呃目录术的这种方式去显示我们的 cad 对象和网格对象。比如说这里有一个这个呃你,你如果想要隐藏掉这个,就就不用在左边这个专门在这个这个框里面去操作了,你也可以直接在 啊在这个屏幕上直接操作啊。那么目前这个版本呢,我们依然是采用并行的方式,就是原来的操作习惯也保留了,然后还增加了这个部分,是希望通过一个过渡, 让慢让我们的用户慢慢能够熟悉呃熟悉这种目录术的这种操作方式。可能在下一个版本当中,我们会完全取消掉原有的这个呃网格目标 这种这种列表式的操作,而全部采用这种目录术的这种比较现代的这种操作方式啊,这样也可以,可以,可以给我们的这个呃软件的这个显示区域有一个更宽广的一个显示,能够能够查看更更大的一个模型啊,这是在这个呃我们的这个 呃界面上面的一个一个一个大体的一个变化。另外还有一个要注意的是所有的这个图标,我们原来的这个图标都只有只有图标,没有没有标注他的文字说明 现在所有的图标都已经加注了文字啊,还有比如说上面的这个紫菜单,我们也都加注了这个文字说明啊,因为啊对于有一些不太熟悉软件的用户来说,这样会相对来说更友好一点啊,他可以看到这个这个意思,然后可以在这里面去进行一些呃呃 直接去去进行这个操作。 现在我们来介绍一下呃 v 七点五这个版本当中的这个呃快速分区的这个功能啊,这以前我们就 有这个快速分区的功能,但是他有一个特点,就是需要我们在设计流道之前呢自己手动的对这个零件进行分区,然后再去针对不同的分区去设计这个胶口。 那在七点五当中呢,我们把这个功能进行了升级,那这个升级了之后呢,他可以实现一个快速的去预测我们目前的这个呃流动是不是能够在各个交口之间得到一个比较好的平衡。 那这个这个操作的方式呢,其实非常简单,我们首先呢要把这个零件读进来,就是它的 cad 读进来, 像在这里我们可以看到这个 cad 的数据。接下来我们要最好要先快速的把这个这个铸件的这个网格给他做出来,也就是你创建一个 casting 的一个对象啊,把这个 casting 的对象也要做出来。 那在这些这两个操作完成之后呢,你就可以首先先不用去人为的去分区,你先把这个大概的这个交口先给他画出来啊,用我们的这个这个 free design 的这个功能啊,就是在 在我们的这个设计的这个里面,用这个 freed 赞的功能把这个交口,比如说我这里设计了六个交口,把他们都画出来啊,画好了之后呢,他就是现在我们看到的这个这个形态,你可以三 d 预览一下, 那么这里就有有六个六个这样子的啊胶口,那在这个这样的一个设计的基础之上,你可以看到每一个胶口的大小是不一样的啊,就是 这个是你根据自己的经验,大概大概的一个经验去评估的。那你设计完了这个之后呢,就可以去快速的点击一下这个,这里有 有一个快速铸造快速分区的这么一个功能按钮,在这个飞利赞环境里面点击这个按钮之后,你就可以进入到这个设置的面板,在这个设置的面板当中你会看到有大概有三个区区间。 第一个,第一个区间是是设定一些基本条件,这是一个高压铸造,这是铝合金啊,重力方向是什么样子的?比如说这个零件它的重力方向应该是朝着这个正歪方向,我们把它设置一下。 第二个部分呢,就是设置这个大概的一个参数,我们比如说我们首先这里要选择铸造的三 d 网格,这里已经创建出来了,然后我们再自动检查一下 这里面的这个呃目标的交口面积,他会捕捉在这里,那交口的速度是四十啊,这些参数呢都是他自动获取的,他会从我们前面的这个参数表当中去获取。 然后下面这里有一个基本的这个控制参数,这个我们可以不用动他啊,默认的就可以了。最底下这个部分呢是比较好的一个区域,他是帮助我们去去自动的去检查这个啊, 你这里一共有六个交口,就分分别出现了六个这个交口的 id, 那每一个交口呢?它的面积是多少?比如说这是一百四十九,这里是九十二,这个一百零一等等,这个都已经帮助我们去去做好了,做好之后他会他,他会自动检测出来,检测完了之后他这里会显示这个总共的交口面积, 那我们在之前不是用那个呃工艺参数计算的那个功能,可以帮助我们计算出一个大概的总的那交口面积,那么这个就是这个这个面积呢?他会把这个数值除以我们估算的那个面积,得到一个百分比,比如说你这里面评估一下, 比如说我这个地方发,比如说要进行一些修改啊,这个呃某一个交口我变大变小了之后进行一下修改,那这个 这个目标的内交口总面积是不是能够接近于我们原来设计的这个总面积?如果接近的话,他就是百分之九十几、百分之一百或者百分之一百零几啊,所以这个数值呢是一个可以帮助我们去判断他是不是比较接近我们。呃当时的设计的这个总的交口面积, 那这些参数确定完之后啊,比如说你现在已经就通过你的手动的调整啊,就是大概是这样分布的这个地方是最大的,这这两个交口中间两个交口相对来说小一些啊,最左侧这个交口也是略小一些,那这样子呢,你就可以点击一下这个运行快速铸造, 点击一下这个东西之后呢,你就生成一个,比如说一个项目,比如说我们这里设置为 test 二啊,等一下我们来看一 给他算的非常快的点击这个保存,然后他就开始去计算啊,这个计算的过程非常快,大概几秒钟时间,他是不是基于这个呃流体的这个计算,他是基于这个几何层面的这个网格的计算的,当然他也会考虑到一部分这个金属业的这个交汇啊,这个非常非常快。 然后接下来我们就可以打开这个注,打开这个呃后处理,打开这个后处理呢,我们就能够看到啊,将来他这个是怎么来检查这个呃最后的这个结果的, 比如说这里有个 test 二,这是我们刚才计算出来的,我们把它打开,打开之后这里面就会有这个啊,点击这个信息,在这个信息里面我们选择 flow land 这个,呃这个 inlet id, 选择这个 inlet id, 你就可以看到这里面一共有六个交口,他就有六个颜色了 啊,就有六个颜色了,这个就可以非常清晰的告诉我们哪些部分他是是由哪个交口负责的。那接下来我们就播放一下,你往前播放,你就可以看到,哎,这个不同的交口,他们所能充填到的位置啊,能充填到的位置, 还有最后这个这个包卷的这个地方他会不会出现比较明显的包卷啊?啊? 这个案例呢?我们在这里面其实这个我是已经做了一些,相对于来说已经做了一些调整了,一开始你你很难一次做的非常好啊,就是说所有的这个呃金属液都能够, 都能够呃,相对来说都能够顺利的抵达对面的这个一流槽的位置啊,而不会说提前交汇,封闭住这个,这个呃封闭交汇 啊,这样就会产生一些气孔,没有办法排出来啊。这个是我们在做这个呃,这个发这个,这个 quickzone 的这个功能里面的一个一个简单的一个操作方法,如果你发现这个呃这个结果不满意,那你可以再回到原来的这个地方再去做一些调整 啊,比如说我把这个位置稍微给他拉大一些啊,比如说把这个拉大一些,那你会看到这个地方他又出现了一个新的内交口面积系数,这个比刚才要更大了一点啊,那这一个这个位置发生了一些变化,你也可以增加一个交口,或者删除一个交口 啊,去去做处理。那么一些复杂的产品呢,你可以不仅仅是在这一侧做交口,也可以在两侧增加呃辅助的一些交口。然后你修改了之后呢,再点击快速运行,然后我们再生成 一个 test 三啊,然后再快速的计算一下,然后接下来我们就可以看到这个新的这个呃项目,比如说 test 三,在这里我们可以看一看它产生的这个效果 啊,刚才我们放大了其中的一个呃胶口啊,那我们现在可以看一看啊,这个是最最初时的这个情况,那随着我们的这个 啊播放呢,你可以看到一个比较完整的这个流动的一个形态啊,这个就是关于这个功能的一个呃操作的方式和他的一个呃使用的呃步骤啊。
39牙牙 00:08查看AI文稿AI文稿
00:08查看AI文稿AI文稿作为结构工程师,你们懂魔流分析吗?这一份是详细的魔流分析设计教程,需要的评论区扣六六六。
 01:11查看AI文稿AI文稿
01:11查看AI文稿AI文稿抖音朋友们大家好,我们大部分的塑胶产品结构工程师啊,心目当中都会有这样的一个疑问,为什么我设计出来的这个塑胶外壳有这么多的问题存在? 这个是当然,因为塑胶材料它本身具有太多的不确定性因素,那么我们如何去提前发现问题并解决问题,或者说避免问题的发生呢?当然是可以的, 那就是我们的产品在设计完成以后,对每一个塑胶零件进行摩流分析,那么做摩流分析我们很多同学啊,觉得太麻烦,不会不好学,学不懂怎么办 好,大家呢不用担心啊,今天呢,我特意给大家准备了这样的一份这个简单详细明了的一个牦牛分析的一个教, 大家只要按照我的这个步骤来做的话,一定能够让大家快速的去啊做物流分析,对我们塑胶外壳的这个快速成型有很大的帮助。那么大家领取到这一份 啊,我有分析的一个详细教程呢,大家可以直接给我私信,或者说在我们的评论区里面发一个六,我来给大家安排。
 00:26查看AI文稿AI文稿
00:26查看AI文稿AI文稿承诺啊,你像你这个产品柱子做这么高,开门之前有没有做过膜瘤缝隙啊?这个做什么膜疗缝隙啊,凝固下就可以了。那肯定不行啊,承诺我跟你讲啊,我们做产品结构设计的一定要懂得膜瘤缝隙。 你这样,我再给你一份模流分析的详细学习资料,你好好再看一下。嗯,好的,我这里有一份详细的产品模流分析学习资料,需要的私信或评论区扣六。
 20:10
20:10 01:57查看AI文稿AI文稿
01:57查看AI文稿AI文稿大家好,今天给大家分享在 model follow 当中如何解读流动前温度是否合理。 呃,我们当前这个这套模具的这个呃流动前的温度啊,最低的话是两百二十九点五,最高的话是两百三十一点三,那他们之间的温度是否合理呢?我们要查看我们的这个材料拖到上面来, 来点这个材料,右击这里有一个详细资料,那详细资料里面就有一个推荐的这个工艺啊,我们看一下这个泳体 温度范围啊,最小值的话是两百,最大值的话是两百八,也就是说他们之间的这个呃前沿温度的这个温差就是 不要超过这个范围,两百到两百八就算是合格的啊,当然的话,如果是最理想的状态的话,就是呃他们之间的这个温差不要超过二十度是最理想的。 那当前我们这套的这个模具啊,分析出来的这个结果是最小的话是两百二十九点五,最大的话是两百三十一点三,他们之间的温度的差异也就是在两度两度不到啊,所以这个是非常非常好的。 那如果是分出来的结果呢?这个温度很低,有些地方出现了低温,低过了我们的这个材料这个什么范围, 哎,低过了两百度啊,那这个时候我们应该怎么办呢啊?可以把这个磨温 跟料温提高一点啊,提高一点啊,把它设置的高一点,这个呃流动的前沿温度就会上升了,那当然的话高度也不要超过他的最大的那个两百八十度这个范围。好,今天就给大家分享这个,谢谢大家。
185广东黄师师 02:25查看AI文稿AI文稿
02:25查看AI文稿AI文稿前两天有个老铁私信我说摩流分析分析出来之后怎么去查看他产品是否有缩水?那产品缩水的话,我们一般看 model follow 的哪个选项呢?我们看看拉下来找到这个,呃,缩痕估算这里, 这个做完估算的话,如果是最大值的话,超过零点零五的话,他就红色那个位置就会有缩水的风险,那这个的话是零点零四八勉强可以啊,我们看看红色的位置是在哪里? 来看看下。红色的位置的话是在这这个这个地方啊,比较厚,这里这边有个股位。那像这里的话,我们呃怎么显示他的 一个缩水的一个印子呢?我们可以用这个缩横阴影这里来显示。 那现在从这样不放比例看的话,右眼是看不出来的,因为他这里没有超过呃,零点零五的以上的这个收缩,是吧?估算这里啊,那呃我们可以通过比例的方式可以显示出来啊,来 属性找到这个变形,然后比例这里的话我们放到五倍, 大家看一下来这个地方的话这么明显有一个印子了,来这里明显有一个痕迹是吧?那如果 放大比例更大的话,他更明显,但这个产品的话是没有缩,没有缩水的啊,只是给大家演示一下啊,就是缩水的,我们在 model follow 当中能不能显示出来,是吧?这样子的话大家看的比较清楚了 啊,这个地方就呃凹凹陷进去了,这里实际上就是他如果是产品过后的话,这个地方出来的缩水 跟我们这个 mode follow 的话就是完全是符合符合的啊,但这个产品的话,呃没有超过零点零五啊,所以这个产品缩水的风险比较小啊,几乎是没有缩水风险的。好,分享给大家,谢谢大家。
204广东黄师师 02:06查看AI文稿AI文稿
02:06查看AI文稿AI文稿大家好,我是西梦阿军老师,今天我的分享的是我们的牦牛分析和我们的这个什么模具设计之间的一个关系,他们的一个关联性。 那么在做模具设计的时候,经常提到一个模拟分析,有很多客户或者有一些特殊的产品,在做模具结构之前呢,首先要做模具分析,也就是说他的进交位置,他的填充时间,他的这一个流速,他的所磨砺以及他的这个压力等等。 那这样只要来模拟我们这一个模具设计好以后,由这个模具来住宿这个产品出现的一些缺陷,比如说气泡变形等等。好, 那么这个呢,目前呢这个牦牛分析呢主要用于干嘛呢?用于我们在做模具设计的时候呢,他的一个参考啊,用一个参考,然后呢是做什么?做一个资料给客户看。但 最终我们在实际过程中呢,都要靠什么?靠我们的经验。比如说我们在做某些设计的时候呢,这个经销就到这个位置地方,然后在这个地方会不会有什么,会不会有这个溶接痕, 或者会不会有其他缺陷,那要根据我们模具结构,表演排气,或者说我们其他的一些方式方法来解决这个问题。 所以说大家不要认为这个牦牛分析呢有了这个牦牛分析的报告,那这样话他就干什么?那我们在住宿的时候,生产的时候,他一点问题都没有,那是不可能的,因为毕竟现在我们在做牦牛分析的时候呢,所有的这个数据 好,所以这个数据他不可能直接说按照我们在住宿的时候,把这个数据直接输入到我们的住宿机里面去,但是他还是要经过我们的住宿师傅去干嘛去,根据他的以往的经验来进行一个 调速记,干嘛把这个产品呢做出来,但是呢我的风信呢是我们的一个最重要的一个参考的一个价值。 ok, 好,那关于这个呢,我就分享到这里,如果各位呢?呃,认可安静老师的话,想跟安静老师系统学习我们的 u g 模具结构设计,或者说我们的牦牛分析。那你们都可以随时关注新闻教育,关注阿金老师,谢谢大家。
 01:25查看AI文稿AI文稿
01:25查看AI文稿AI文稿在我们做摩流分析的时候,难免会碰到一些五金包胶膜,那在五金包胶膜那么五金键啊, model follow 里面是怎么去设置它的一个属性呢?它的属性并不是产品零件啊,那我们怎么设置?首先我们先把这个关掉, 把其他的关掉,只显示我们的这个五金键啊,这个就是我们的一个五金键了啊,那它属性呢?同样它也是要划分满格的啊,属性怎么去去,怎么去设置它框选 框选之后呢?我们选右击,这里就有个更改属性类型啊,然后里面有 you 的到啊,零件相加, 还有行星模具相块啊,模具相间,他是属于包在产品里面的五金件,所以他是属于这个零件 啊,相见,选择零件相见就可以了,你确定好属性设置好以后,再看他的属性,随便选一个三角形 啊,它的属性就是变成了这个零件相建的。好,这就是我们五金件在魔力分析属性的一个设置方法,分享给大家,谢谢大家。
113广东黄师师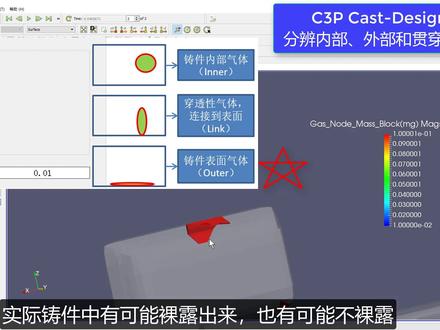 09:43查看AI文稿AI文稿
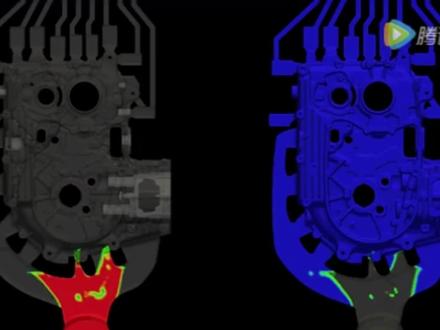
09:43查看AI文稿AI文稿那么首先呢,解释一下为什么会有这个 pose 的说我这么一个一个由来啊?那 pose 说不来,首先他是一种新的一种方式,他的核心价值呢就是说在这个模拟之后啊, 重新来分析一次,把结果重新分析一次,那么可能你就会问了,为什么他不在那个求解期的同时帮你算出来呢? 这世上是有些问题。第一个是一个有点限制,也就是说我们在求解器写结果的时候,不希望 太多的时间,还有一个内存的现成。如果说因为我们在当时当前情况下,无论是这个收复计算的时候,他在内存中间都只存了他当前部的结果, 那么之前的结果是他读书写到那个吃法上面去了,之后的结果他不知道,对吧? 但是呢,还有一个,当我们有时要进行一些数据的一些处理的时候,尤其是一些比较大的数据的分析的时候,往往他要看前后, 还有看之前的数据才能决定之后的那个什么。所以这个的时候他一定要比如说我在做第一百步的分析的时候,我可能要看第八十步的怎么样,要看你这个第二十步怎么样。那么如 如果说只是考虑一步,那是不高端,说这个是这个 pose, 说我的一个一个这个由来,就说我首先你要有结果了,然后我再给予你的这个结果啊,来做一些这个分析。 那我们现在有的功能呢?包括几部分?第一个气孔 进口的分析啊,这个是一个很不错的一个一个一个功能啊。第二一部分呢,烧膜, 那么如果说这个该死报母小过了一个元素尺寸,那么这个该死啊,就会消失了啊,那么这个呢,是同样的方法啊,谁都是这样,女生说有些原因啊,差分原因啊,体积原因啊,什么原因啊,都没有办法的,那么就不能再错开了,然后这故事就结 结束了,就这样了,那么这样子怎么办呢?因为啊,身上的这个气体啊,消失了之后啊,你看啊,他这个材料啊,还是会流动的, 而且啊他还是有体积还有压力的。那我们呢,现在是做了一个新的这个说法,就会跟踪这个气体,把它转化成一个质量,然后因为这个运动是还在的,这个节点的速度是在的,也就说他还是能够跟踪的到的啊, 那就说他们会根据到他的运动跟随这个流动。 下面我们来介绍一下这个在 costy 三的 v 七四里面的一个非常重要的一个新的功能,我们叫 post silver, 也叫那个 个后处理求解器,这个呢其实是为了帮助我们去查看一个更清晰的一些这个气孔的一个一个判句啊,现在呢,打开了这个结果之后呢,你就可以在这里面点一下 啊, block gas mass, 就这个 gas 判句,点击下这个 gas 判句呢,我们显示出来就是里面所包含的这个气的位置,含气的位置你可以注意到大部分的这个气都是在这个扎包里面啊,铸剑里面也会有一些, 那么这个气呢,他是一个被被包卷的一个气体,最后在铸剑当中的这个这个一些,呃,空气的质量,在这个数值里面呢,我们可以注意到啊,这里面有一个叫做 cass node mac block 啊,它最大是零点一,也就是我们零点呃零点一毫克这个数值, 那目前呢,我们用了一个最小值,也就是零点零一,也就是说含期量在零点零一毫克的区域就会被显示出来,所以我们可以看到在这个零件上面这些都是零点零一毫克以上的。如果你想把这个数值提高,比如说到零点零五, 你会发现那些蓝色的一些蓝色的点就没有了啊,就就就清理掉了,然后这里零点甚至你可以放到零点一毫克 啊,那这些就是啊,比较这个含气量比较多的这个这个气的这个分布的这个区域啊,在以往我们没有这个判句,所以 呃,我们通常来说是通过空气压力的这种方式去找到最终的这个呃卷气比较大的这个位置啊,这是我们在这个呃 snow the mask 这个判句的一个具体的一个操作方法。那么在下面这个视频里面呢,我会详细介绍一下这个气体这个这个这个操作方法的一些注意事项,还有一些说明。 我们首先要介绍一下就是这个气的类型,那么我们注意到在这个 gas type 里面这里有六个选项,那现在我们首先说说明一下什么叫 outer only alter on 里呢?就是说在这个这个部分的这个器,他是直接贴在这个这个铸剑的这个外表层的,很靠近这个零件的这个外表层, 或者说直接就是在外表层他有可能裸露出来,也有可能没裸露出来,或者说是你做一个前表层加工,这里就能碰到这个气孔,或者说有有一个电镀啊,可能会起泡 啊,所以这个奥特昂里通常来说是一个非常直观的一个判句,帮我们去判断呃前表层或者是外观能够直观看得到的这一类的器啊,就是这个奥特昂里, 那还有一类正好相反,这一类叫 inner online, inner online 呢,就是说他在内部就是这个气呢,是是在这个铸剑的这个金属的内部啊,在这个内部他距离这个外表皮呃还是比较相对来说是比较远的啊,这个就很好理解, 那同样道理呢,这个 link link 这个这个这个类型呢,其实就是过度区域,就是他有一部分他既连接了住建的内部,又靠近了这个前表层啊,这个就 相当于是一个过度区域,过度区域的这种概念,所以一般来说呢,为了让我们的这个呃住建的这个呃缺陷更敏敏锐一些,我们通常来说呢,可以选择这个奥特昂里去发和这个 link, 来发现 你前表层或者说有积加工的地方有可能会出现的这个这个气孔和缺陷的这个风险。你用这个 inner 和 link 呢,是用来去看这种内部的内部的,一般来说啊,如果你这个产品在某个地方, 假如这个地方是一个要钻孔的区域,那你就要关注一下这个 inner 的这个缺陷的位置,这个 inner in link 这种缺陷,如果你这个区域是要有要有做,比如说强度测试的, 你也要关注这个 inter 和 link 啊,这些都是我们需要去根据不同的呃情况去选择的一些判句。那像这个锌合金呢,我们通常来说可以呃电镀起皮啊,起泡,表皮起泡这种都是前表层的起孔, 那你就用这个 out 或者是这个 outer link 啊,这样去看。所以说这个选择哪一种类型的去去查看,是根据你的实际零件的要求去判断的。还有一个要注特别注意的就是如果你出现的某一些这个气啊, 他比较靠近你的胶口的部分,这里面有一些比较靠近你胶口部分的这种气孔,在实际生产的时候呢,这一部分气孔也可能会被第三项宝压给压掉,或者说呃他这个地方因为 压力非常大,所以这部分的这个气孔可能会变得非常致命啊,这也可能不会出现在你零件上面,比如你一切开发现没有明显气孔,但你分析的时候发现他他可能有啊,这是因为这个第三项保压的问题,把它给,把它给消灭掉了 啊,所以这个啊,总体来说呢,我们目前的这个呃气体的这个判句呢,这个呃 gas mass 的这个判句呢,就是这样。
 01:51查看AI文稿AI文稿
01:51查看AI文稿AI文稿我们继续说说气体停留时间这个物理概念, 七里停留时间这个概念呢,其实英文叫做 gas lee time, 就是用来表示一个气泡在某个区域内停留的时间长短。那我们现在把这个七里停留时间的这个物理量呢,给它打开,下面会出现一个 gas e chairman 啊,这个是一个数值,这个代表的是多少毫秒,我们把它显示一下。 气体停留时间比较长,他通常来说有两种状态,第一种状态呢,就是气体停留的时间啊,一个气泡停在这个位置上运动的非常缓慢。 第二种状态呢,是某个区域会频繁的经过某些气泡,那么单个气泡的停留时间是比较短的,但是有如果有很多个气 经过这个位置,也会造成气体停留时间比较长啊,因为他有多个小气泡把这个累计的时间加起来,这也是另外一种情况。第一种情况呢,我们叫排气不畅。第二种情况呢叫做气体流到气体通道路径。在我们的这个这个分析当中呢,你可以看到这种现象, 据说如果某些区域频繁的有气泡经过,那么这个区域呢,也要特别注意,将来如果摩温比较低的话,这个气体可能会停留在这个,呃,因为金属液变粘稠,可能会停留在这这一条路径的某个位置上面啊,温度低的某个位置上面,或者这条路径的下游,特别是在前表层 出现一些气孔,在进行抛光打磨之后,或者说是电镀之后,这些气孔可能会被暴露出来。
 00:09
00:09 00:33查看AI文稿AI文稿
00:33查看AI文稿AI文稿你知道摩托流分析的费用是多少?奥特达斯特曼奥特斯罗注射成型仿真分析软件是全球公认的住宿行业标准,是用户首选的理想优化工具。利用奥特特达斯特曼、奥特特罗, 客户可以在模具制造之前,对宿件和模具的设计进行充分的仿真、优化和分析,并通过对材料设计、结构设计、 模具设计、工艺设计等方面的综合优化,实现高质量和低成本的完美结合,进而实现企业效益与社会效益的完全统一。你学到了吗?





