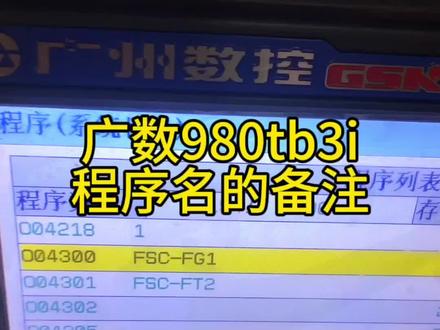
广数980tb3程序名怎么备注中文

粉丝19.5万获赞89.4万
相关视频
 00:34查看AI文稿AI文稿
00:34查看AI文稿AI文稿现在我们来看一下广数九八零 tb 三,哎,这个系统程序名的备注怎么写? 我知道的有两种方法,今天我们来看一下啊。首先我们打开这个程序看一下,这就是说在程序里面加上一个括号,括号里面写上这个英文字母。那么另外一种方法呢?就是说在程序里面啊加上啊,双斜线,双斜线,然后后面跟上英文字母、数字啊这些 啊,比如说弓箭的这个图号,或者说是弓箭的尺寸啊,这样的话就是便于我们后期来查找这个程序。
72数控小席 05:51查看AI文稿AI文稿
05:51查看AI文稿AI文稿天呢,给新手小白来介绍一下咱们这个广树九八零 tdb 这个系统呢,开机之后的基本操作。首先我们开机之后的第一步呢,一般会在这个编辑状态下点编辑点程序, 我们会新建一个程序啊,你比如说 o、 五六九八, 点击这四位数字之后, o 呢代表程序的代码名称,五六九八代表他的代号,这时候我们输的是换行这个按键, 点击一下,那么这个新的程序他就建立了。那么建立新程序之后,我们如何去把这个程序做 做一个备注名啊?我们同样是在呃程序内容界面,我们点这个转换按键,点的是这个转换按键,点一下,当底部出现查找的时候, 那我们呢可以输入一个呃名称,比如说是呃小轴 一号工序杠一,我们点的是这个输入按键,点一下啊,那么我们这个程序名就备注了,那么备注好之后,我们点这个程序,点这个翻页, 那我们可以在这个程序啊目录当中直接看到,这就是我们消轴一号工序的一个 程序啊,这样非常容易查找,我们点击回来。那么刚刚啊学习数控车窗的朋友呢,还要注意一点, 那我们如果呃想这个调出咱们的红程序,那么大家看现在呢,它是插入一个模式,那么你想用红程序或者是其他的模式怎么用? 那么在这里我点的是这个按键啊,插入修改键来切换,我们点第一下插入修改键,这里就是可以用来修改程序,再次点击这里就是红编辑,也就是红程序的一个呃编辑方式 啊,你比如说我想输入一个,呃,在这里,这样,在这样的一个位置,我想输入这个, 等于啊等于啊,你必须是在红程序的状态下才能才能输,这个等于多少啊?这样呢,便于我们在呃实际加工当中呢去切换,比如说这个井号啊,我再次点一下啊, 这样是我们红程序的一个编辑模式啊,我们再切换回来,点击插入修改啊,你比如说我现在要把这个井号呢变成一,那我就把它变变成修改的模式,点击一啊,那么这这里直接就变成一了。 好,我们切换回插入,我们点复位。呃,第三个呢就是程序,呃,如果重名了如何去改名啊?那我们同样是在编辑程序状态模式下我们, 呃,比如说我想改一个哦,八五九啊,六九啊,想改这个名啊,我在这样的一个状态下呢,直接点这个转换这个按键点转换啊,活啊,我们错了哈,直接点插入修改键, 你看这个名啊,我点的是插入修改这个名,直接就改过来了,下一个呢?我们就看一下如何进行这个。 呃,咱们刀补的一个锁定啊,比如说我点刀补啊,我这个刀补呢,不想被别人去修改,那怎么办啊?我这在这个刀补界面呢,直接点这个转换点转换, 那么整个一号刀补呢就被锁定了啊,同样的方式,在二号刀补也可以点转换啊,包括三号也可以点转换,那么上面的刀补锁定之后,其他人就修改不了了,然后呢,我们的磨损是可以改的,你比如说一号刀呢,我要减个零点零二 啊,我们点输入啊,这样呢,可以有效的啊,保护啊,我们的程序呢都不不被他人修改。另外一个呢,我们看一下这个呃 相对清零的方法,我们点这个位置啊,点这个相对坐标,我们点这个手动,那么当我们这里的数值啊,相对坐标的数值比较大,那我们怎么去清零呢 啊?我可以点这个优点一下,当这个优值呢,在不停的闪烁的时候,我们点这个取消按键点一下啊,这样的话呢,我们的相对坐标啊就会得到一个清零。 那么还有一个呢,就是我们在新手在呃加工程序的加工零件的时候呢,这里的件数比较大了啊,不方便去观看或者是每天计件,我们这里需要把这个件数清零怎么办?我可以点这个手动, 呃,点这个自动哈,在自动模式下,我们点这个取消加 n, 取消加。
467德州数控达人 00:42查看AI文稿AI文稿
00:42查看AI文稿AI文稿改这那个备注啊?括号里面的备注。嗯,在这个编辑模式,然后按这边这个转换,按一下,按一下这出现一个查找,然后再输入咱们想 备注的内容,你说按一个 h, 是吧?这是一个花件套,花件套, 八件套,输入完了以后点这里这个输入,按输入,哎,被中毒,写好了。
228车床老湿 00:29查看AI文稿AI文稿
00:29查看AI文稿AI文稿本期视频分享九八零 tc 三、如何在程序里加入批注,方便我们在程序列表里快速找到该程序?方法很简单,在程序开头加上小括号,括号里面备注图号或其他内容即可。 保存程序后返回到本地程序目录,在列表里就能看到刚刚的批注了,你学会了吗?更多车床编程小技巧,下期再会!
364绿水染清风(车工) 00:53查看AI文稿AI文稿
00:53查看AI文稿AI文稿广数九八零 mdi 设置参考点,设置参数开关,打开 当年操作权限,不允许升级权限。 输入操作密码,方向键光标移动到输入操作密码, 七九七八零八输入插入开关,打开位置综合坐标, 需要设定哪个轴就按一下就可以了。
 01:03查看AI文稿AI文稿
01:03查看AI文稿AI文稿本期视频分享如何使用九八零 tc 三自带的操作说明书。按下数控面板上的帮助键,跳出系统信息界面,该界面主要可以查看系统软件版本号。 按下屏幕下方的 x, 进入巨代码列表界面,该界面可查看系统所有支持的巨代码。光标定位到某个巨代码,按下输入键,可查看该代码的使用格式说明。 按 f 三,进入报警一览表界面,该界面可查看报警代码对应的中文注释。 按 fr 进入操作一栏表界面,该界面可查看该系统的所有操作方法。按下屏幕下方导航栏,向右方向键,再按 x, 进入计算器界面,我们可通过系统自带的计算器做一些简单的计算。本期分享到此结束,想了解更多九八零 tc 三的功能,可在评论区留言。
862绿水染清风(车工) 01:34查看AI文稿AI文稿
01:34查看AI文稿AI文稿朋友们,今天我们讲解一下广述九八零 tdb 系统程序备注,也就是备注程序名的一个操作方法。首先我们点击编辑按键,点击程序按键, 最重要的我们点击转换按键。好,屏幕上出现查找啊,我们在这个查找的状态下,输入您所需要备注的程序名称,比如说我们输入一个 消轴,我们就可以输入消轴一,这样呢就 代表我们消轴零件加工的第一道工序,输入完毕之后,我们点击输入按键,此时我们程序名备注完成为消轴一, 这是我们广述九八零 t d b 程序备注名的一个过程,希望我们在 以后的生产过程当中,可以按照这个流程,帮助大家最快的找到加工的零件的工序。好,今天的视频就到这里,下期我们精彩继续。
246德州数控达人新 01:47查看AI文稿AI文稿
01:47查看AI文稿AI文稿大家好,今天给大家讲解一下我们广速九八零 t b 三系的一个简单编程制, 首先看过来,我们点击编辑按钮,再点击我们的程序,我们要做的先给我们的程序起一个名字,命名为字母 o, 开头看到字母 o 闪烁 o 零零零七, 好,这个就是我们程序名啊,然后我们开始编辑指令,我们主轴正转 m 三 s 五百,主轴震转 m 三 s 五百,转速五百啊,然后我们开始选择我们的刀具,选择我们的二号刀 t 零二零二,好,这个就是我们的二号刀啊, 直行二号刀。然后我们再开始快速定位, 快速定位到 x 五 z 五的坐标啊,这个 x 五 z 五就是我们弓箭的一个坐标位置啊,然后开始快速切削 x 负二十 s 一百, 我们快速切削 x, 往复方向二十,然后晋级速度是一百啊,往复方向切削二十,晋级速度是一百,然后我们返回 x 五的坐标,好,最后 我们程序结束 m 三零,我们程序结束,返回程序头啊,然后欢迎大家有什么不懂的可以在评论区留言啊。
161浙江方钲数控机床有限公司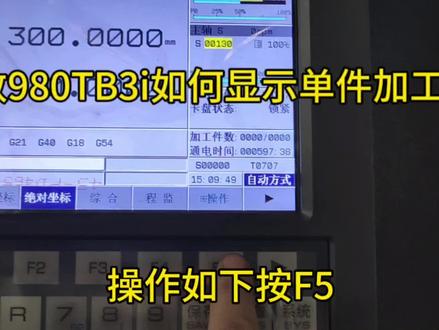 00:52查看AI文稿AI文稿
00:52查看AI文稿AI文稿广速九八零 t d 三嗨如何查看三件加工时间?现在屏幕上显示的是通电时间,那现在把它调到 单件加工的时间,操作如下,按 f 五, 然后再按 f 一时间切换,那我们要把它调到循环时间,那才是单键 运行的时间。每按一次时间切换,显示时间的内容不一样,那我们按到显示循环时间为止,这个循环时间就是单件加工的时间。
118数控机械 01:53查看AI文稿AI文稿
01:53查看AI文稿AI文稿来,我们给大家说一下广数九八零 tb 三幺的啊,怎么改?他的软线位 到安门 di 模式,先到位置里面去到安门 di 模式,然后再到系统, 系统啊,系统里面如果不带这个界面的话,你看你就这样按啊,这里有个参数,参数下面 f 二按一下, f 二按一下,然后他就到这里面来了,就到那个 参数,你看参数的话,我们找到零七幺,就是该改维族的啊,维族的啊,正方 方向就是往后面走的,副方向就是往前面走的啊,线位啊,我这个七百二十五,要把它改成改成七百吧,改成七百短一点点哈,改短一点点,反正七百,我怎么改呢?输入七百, 你看七百,我们输入七百就可以了,按复位就行,如果你这是第一次改的话,你记得啊,广式的密码是一六个一啊, 广输的密码是六个一,他叫你输入密码,问那个参数要不要改零,就是不改一,就是改输个一,然后呢问你密码是多少,你就输六个一啊,输六个一就可以了, 然后改完之后按复位位置,然后再按,再拿手轮摇一摇啊,打 到手手脉,打到手脉,你看,然后你看他后面,他就变短了啊,就到这里了啊,就到这里,你看。
 00:58查看AI文稿AI文稿
00:58查看AI文稿AI文稿很多公司都有这款广速九八零 tc 三的系统,那么如何根据自己的产品快速找到对应的程序呢?我们只要在 g 九九的前面加入一行产品的型号就可以了,那么怎么教呢?今天我来教你吧。好,我们首先呢按住 shift 键,按好以后呢,按八键出来一个 左括号,大家可以看一下啊,这里有个左括号就出现了。然后呢,我们产品的型号呢是锦龙杠三个九,我们直接按两下 s 就是 j, 按两下 g 就是 l 啊,杠三 啊,后面再加三个九,按好以后呢,我们再输入一个右括号, shift 加九就可以了啊,这边呢,大家可以看到我们的产品型号已经出来了,我们直接按插入即可啊。按好以后呢,大家可以看一下这边的型号括号这一段呢是不会直行的啊,只是让你显示一下。我们按程序可以看一下 啊,我们一号程序呢就是锦龙杠三九九九九啊,你学会了吗?关注我,点亮爱心,每天教你学一招!
 01:12查看AI文稿AI文稿
01:12查看AI文稿AI文稿今天我们讲一下这个广数九八零 tp 三优盘和系统之间程序的这个啊拷贝。首先我们点击程序软件,这个时候我们这个左边呢是 u 盘的里面的程序,右边是系统里面的程序, 这个系统的操作方法还是很直观的,我们来看一下在这个界面,我们看中间这一部分啊, x 加 ub, 我们来看一下,来点一下 x, 我们先看下面的提示拷贝,把所有的文件到系统找到系统,也就是说这个时候我们按一下 eob 啊,就可以把我们优盘所有的程序全部拷贝到系统里面去。 然后啊我们按一下 z, 下面其实是拷贝当前的文件到系统,这个时候如果我们点一下 eob, 就是说我们光标当前的程序啊就拷贝到这个系统里面去了,下面呢我们看一下怎样删除啊程序, 然后看这个 d 加 eob, d 加 eob, 我们来点一下 d 看看一下点击 d 啊,这个时候看下面提示是删除 usb 上当前所选择的文件,也就是说把东标所在的这个文件删除。 下面我们再点一下 r, r 是删除 usb 上所有的文件,这时候就可以删除你看所有的文件。
218数控小席 04:30查看AI文稿AI文稿
04:30查看AI文稿AI文稿今天来给大家介绍一下咱们广速九八零 tp 三爱系统的操作页面。首先是咱们的一个编辑键,编辑键呢是咱们用来编写程序用的,我们一般呢点亮编辑以后,我们可以来点击程序,然后呢我们 点到这个程序的页面,我们可以进行程序的编辑,然后在计算运行的过程当中,假如说我们点亮了编辑呢,程序他会 选择暂停,然后完了以后呢是咱们的一个自动键,自动键呢?呃,当我们点亮这个自动键呢,是证明我们的程序已经编完了,然后点亮自动,然后呢我们循环启动, 然后接下来是我们的一个录入键,录入键呢是我们用来建立一个弓箭坐标系,或者咱们录入某段程序某一个刀具的时候,我们是要使用,然后呢是我们的一个回机床零点, 回机场零点呢,咱们是在呃任何方式下咱们都可以执行的啊,呃,我们点了回机场零点,然后完了 以后呢我们再来点我们的 x 啊,再来点我们的 a 啊,这个呢是咱们的一个啊基础 回零,然后呢如果要是咱们在这个程序执行的过程当中,我们去点这个机床回零呢,这个程序,嗯,也就咱们这个刀具啊,他会选择,嗯,刀具主轴他都会选择停止下来啊, 然后呢是咱们的手动啊,手动呢是我们点亮手动啊,点亮手动,然后呢我们可以来点我们的 z 或者我们的 x 来,呃,对我们的刀具进行一个移动, 然后呢是咱们回程序零点,回程序零点呢啊,也是咱们的一个在这个程序在 直线的过程当中,假如说我们啊直接点亮咱们这个回程序,零点呢咱们的机床呢会选择停止啊,减速或停止,然后完了以后呢是咱们的一个手脉,手脉呢 手脉呢是咱们的呃,也是咱们点亮手脉以后,然后呢我们可以到这边来点亮咱们的 z 啊,然后呢我们再到下下方摇动我们的手脉啊,就是移动我们的 z 轴啊,咱们呃点亮 x, 就是啊,咱们移动 x 轴啊,完了以后呢,然后这边呢他有一个快速倍率, 百分百啊,百分之五十,百分之二十五,百分之十,我们呢可以呃用这个地方咱们来选择他的一个移动速度啊,完了以后呢是咱们的一个手脉丝切,手脉丝切功能呢是在是咱们在自动的模式下,然后咱们点亮手脉丝切, 然后咱们再点亮循环启动以后,咱们摇动手脉,咱们手脉啊摇动的过程当中他去执行咱们的程序,也就是说咱们的呃就可以 切,咱们在走的过程当中,如果咱们停止摇动手腕,那咱们的刀具呢就选择不动啊,这个呢是我们编好程序以后啊,检测我们的程序是否正确啊,防止撞刀用的。 完了以后呢是咱们的一个单段,单段呢也是在咱们这个自动模式下去使用的,当咱们点亮自动啊点亮单段,然后再点亮循环启动以后呢,咱们的这个 程序呢,他是一段一段的执行执行,每执行完一段,然后呢他程序就选择暂停,然后咱们需要再一次的点亮循环启动,然后他才开始 呃启动,然后呢接下来是咱们的一个跳段,跳段呢咱们呢是在咱们的这个程序里面啊,边写上跳段符以后啊,然后呢他会选择性的啊,跳过咱们的那一个程序段。然后呢接下来是咱们的一个空运行, 咱们的这个空运行呢意思也就是说我们啊点亮空运行以后,点亮空运行以后呢,咱们呢?呃,再点啊,呃自动循环启动。然后呢啊,他就是咱们的这个刀具跟主轴呢,他是不动的啊,是不动的, 也就是说他不会,他只会动坐标,不会动刀具或者主轴。然后呢接下来呢是咱们的选择题啊,咱们选择题呢就是当啊咱们在这个程序里面边写有啊,边写的有 m 零一的时候 啊,咱们可以选择性的停止啊,接下来呢是咱们的一个冷却月啊,啊,润滑啊、液压啊、排销啊这些都不用我讲了。然后咱们卡盘尾座啊,换刀,换刀呢是咱们啊这个换刀是在在咱们的这个手动或者手脉的方式下进行的,当咱们。
1426数控车床编程教学 02:02查看AI文稿AI文稿
02:02查看AI文稿AI文稿我今天有一个师傅说这个广树九八零 tp 一怎么对刀,呃,先给大家说一下这个顺序啊,因为实际现在干着活没法进行操作。给大家说一下对刀顺序,首先呢我们点击手动啊,把这个外援刀呢,呃,接触到弓箭的平面之后 啊,刀尖沿 x 向退回,那么退回以后点这个刀补啊,注意 t b 一这个地方呢,你呃需要用这个翻页键啊,进行刀这个换换,这个界面, 你点一下之后呢这个幺零幺这个界面呢是对刀的界面,你再点一下这个翻页键呢,这个零零幺零零二,这个是刀补界面啊,现在我们切换到对刀界面,比如说啊,我们这是 比如说是五号刀啊,呃,现在刀尖齐完断面 x 向退回以后在这里输输入呢 x 零,哎哎,不错了啊, 输入 z 零啊,输入 z 零以后,这里点的是这个输入键啊,点的是输入键,我们看一下啊,这样的 z 项就对好了, 那么 x 方向呢?比如说现在我车了一刀外圆,然后呢刀具沿 z 向退出, x 向没有动,这个时候呢我们比如说测量之后是四十八点六四啊,这个时候呢我们点击输入按键 啊,就可以完成 x 项的对刀啊,其实九八零 tb 一这个系统呢,呃, 在对刀上和九八零 tdb 及以上版本都差不多,只不过他这个刀补的切换呢是用翻页键,那么我们普通的这个 呃刀补的切换呢是点击两下刀补啊,这就是唯一的区别。好,今天的视频就分享到这里。
378德州数控达人新






猜你喜欢
- 1158随安冬