均值控制图上下限计算公式
啊,大家好,我们今天继续讲这个控制图,先讲这个技术型的这个控制图技术,什么叫技术型呢? 就是商品制造的这个质量评定标准,他是有这个计量形态啊,也有这个技术形态的啊,那计量形态呢,就是连续性的数据啊,他可以就是连续的,无限的,有意义的将这个精度不断提高 啊,而且是有意义的。那这种数值呢?他就是计量型的,而对于这种非连续的或者离散的啊,或者是划分下去呢,他没有意义了,那这种数据就是离散型的,又叫这个技术型的啊,那技术型的数据,比如说这个 啊,不良品数啊,缺点数啊,那计量型的就包括这个直径啊,容积啊,电压、电流等等等这些。那技术型的管制图呢啊,它又分为这个不良率管制图,又叫 p 管制图啊,不良个数管制图又叫 n p 管制图, 缺点数管制图,也叫 c 管制图,单位缺点数管制图叫 u 管制图。 那我们来看一下这个批管制图啊,它是什么样子的,它的运用条件是产品, 不是良品就是不良品啊,只有两种选择,然后抽样呢,是要放回去的。那第三是彼此之间是相互独立的样本的,不良的计算公式就是 p, 就是不良率等,它等于什么呢?等于 x 就是你的不良数量除以你的这个采样数量啊,算出来这个不良率啊,它一个标准 偏差啊的计算公式啊,他等于什么呢?等于我们算出来的这个 p 的平均值啊,可能有很多组,很多组将这个很多组的 p 都给他算出来之后,算一个平均值,这个平均值 乘以一减 p, 再除以 n, 再开根号,这个就是我们的这个标准偏差啊,或者叫标准差啊。 那它的上下线怎么是计算的呢?就是 p 一八啊,就是 p 的平均值加上三倍的标准差,那三倍的标准差,就刚才我们所说的那个公式啊,把它带进去就能算出我们的这个,呃,上 上控制线,下控制线,就是这个加变成减啊,中心线就是这个 p 的平均值啊,如果下线计算结果为复制的话,那我们就取零啊,取零。比如这一个案例啊,这个案例当中 他是一个鼠标,用的这个包装袋,检验其底部是否有破损啊,那有破损呢?我们就认为这个包装是不良品。那取三十个样本,每个样本量啊,都是五十, 都是五十,那这些样本是在机器每天三班之内连续工作每半个小时取一次而所得的啊。 那对样本一啊,他的这个不良数是八啊,样本二不良数是十六啊,再列出来,因为他的这个 每一个样本,他的样本量都是五十。简单就是说五十个里面有八个不良啊,这十六个里面啊,这个五十个里面有第二个,是五十个里面有十六个不良,就这个意思啊,那总共有三十组,三十组, 然后我们来计算他的这个不良率。批啊,就是把那你总的不良不良率,当然就是所有的这个不良数除以你的什么总的样本量, 因为有三十组嘛,那每组五十嘛,那三五一数就一千五是吧?那一千五个里面有多少个不良?总的加起来算出来,他的中心线应该是零点二三三, 然后将这个东西带入公式,我们就算出来上下控制线,上下控制线啊,然后就可以画出这个 p 控制图啊, p 控制图, 你们会发现我们这张批控制图和我们昨天讲的上一次我们讲的那个批控制图,他的那个控制线不一样,是吧?这个控制线你发现是一条直线啊,上下的两条直线, 我们上次讲的那个那个控制线,如果有细心的朋友会发现他是分段的哈,分段的,因为在批控制图当中,如果你每一个样本 啊,每一个样,每一个组,每一个组他的样本量都是相等的时候,那你算出来的控制线就是一条直线, 如果每个组的样本量他不等的时候,他就会是分段的,每个小组都每一个组组他都会有一个控制线,这就批控制图啊,那针对于控制图我们来做分析啊,用这个控制图我们发现这个样本十二和二十五 就是十二啊,还有这二十五这两个样本超出管制线,所以这个制成是属于这个非管制状态的,我们就要进一步的去探讨是否有什么原因啊。经过分析得知,样本十二 在这半个小时里,有一批新进的包装袋被使用了,所以这个异常的现象是由新原料引起的。 而在样本二十五那半个小时呢,有一个没有经验的员工是操作设备,所以使得这个样本二十五有了这样不高的 这个这么高的不良率,所以我们可以把将这两个异常他是属于这种异常,是可控的异常,是吧?我们把它排除掉,我们再重新计算控制线啊,就可以了啊。好,我们今天先分享到这里。

粉丝1139获赞9625
相关视频
 02:05查看AI文稿AI文稿
02:05查看AI文稿AI文稿spc 均值控制图是一种用于监控过程稳定性的重要工具,通过计算控制线,我们可以确定该过程是否处于统计可控状态。下面天行健李老师将介绍如何计算 spc 均值控制图的控制线。计算样本均值对于给定的过程, 我们首先需要收集一系列样本数据,每个样本可以包含多个观测值,我们需要计算每个样本的均值。计算总体均值,将所有样本的均值再次求平均,得到总体均值。计算样本标准差。对于每个样本计算其标准差, 标准差是描述数据集中离散程度的指标。计算平均标准差,将所有样本的标准差再次求平均,得到平均标准差。 计算控制线。根据统计学原理,我们可以计算出控制线的上线和下线。上线等于总体均值加上三倍的平均标准差,下线等于总体均值减去三倍的平均标准差。 绘制控制图将样本均值和控制线绘制在同一图表上,每个样本的均值被表示为图表上的一个数据点,而控制线则是水平线。 通过计算和绘制控制线,我们可以直观的判断该过程的稳定性。如果数据点在控制线范围内波动,说明过程处于统计可控状态, 反之,则需要进一步分析和调整。在实际应用中, spc 均值控制图可以帮助我们实现过程的长期稳定性。通过监控过程数据,我们可以及时发现 线,并纠正潜在的问题,提高生产效率和质量。总的来说,计算 spc 均值控制图的控制线是一个基于统计学原理的过程,通过计算样本均值和标准差, 我们可以得到控制线的上线和下线,进而判断过程的稳定性。这一工具在实际应用中具有重要意义,可以帮助我们实现持续改进和优化。
 05:15查看AI文稿AI文稿
05:15查看AI文稿AI文稿今天这个视频我教宝宝们制作这种自动标注颜色的动态控制图表。日常工作中,宝宝们可能经常会遇到这样的情况,就是领导会给一些数据后,让宝宝们根据数据制作出动态的控制图表, 以便对一些重点环节进行监控。所以今天我就教宝宝们制作这种控制的图表,有兴趣的宝宝们可以跟着我的视频一起来学习吧。 首先打开一个空白的 excel 表格,然后从 a 一单元格开始向下输入制作控制图表所需要的数据项目, 选中第二到六行,先把字号改成十号,再单击水平居中。这事特别说明一下,如果宝宝们已经知道管控的参数,可以在这里直接输入,相反,如果不知道的话,我们需要另外建立工作表,跟 根据收到的数据进行计算。先把收到的数据粘贴到新的工作表中,再利用公示计算每一组数据的平均值,再利用公示计算出每一组的极差。 计算出管控参数后,切换到图表工作中,再控制中心输入平均值,再用公式分别计算出上下限的管控参数。 现在制作监测的时间段,先第五单元格输入一,用鼠标向右填充到二十四,用鼠标选中所有包含时间段的列,然后将列宽调整到六,选中所有时间段,单击数字格式,选择其他数字格式, 在窗口左侧选择自定义,然后在右侧的类型栏中输入代码,选中 b 二到 b 四单元格,用鼠标向右进行填充到二十四点,用鼠标分别选中第三、四行和 第六行,切换到插入菜单后,单击插入折线图,选择第一种样式。先把图表移动到左侧,再根据数据调整图标的宽度,选中图例进行删除,再切换到图表工具菜单,单击选择数据, 在窗口中单击类型右侧的修改按钮,然后用鼠标选中所有时间段单元格,选中图表右左侧的坐标轴,展开右侧属性栏后,单击坐标轴, 坐标轴选项,分别把边界中的最大值和最小值修改为二十九点八八和三十点一二。先选中左侧的坐标轴进行删除图标区域,向右调整合格的距离, 切换到插入菜单,先单击文本框,先插入三个文本框,分别输入管制的参数,用鼠标分别把三个文本框移动到图标左侧,同时选中三 个文本框后,先对文本框的位置和间距进行调整,再对参数进行修改。选中图表,在右侧栏中单击填充与线条展开填充选项,单击颜色选择黑色,选中图表区域,在右侧栏中将填充颜色改成白色, 分别选中两条折线,在右侧栏中展开线条选项,把线条颜色改成红色,线条宽度改成一点零。选中图表左侧三个参数,在菜单中把字体颜色改成白色,文本框的填充颜色改成黑色, 同时去除轮廓线。先选中图表中的网格线进行删除。在菜单中单击添加元素网格线,分别选中主轴、次要、垂直水平网络线。先关闭右侧栏,对图表宽度进行调整,再选中三个文本框进行 组合。选中整个图表,切换到开始菜单,把字体颜色改成白色。先在第六行输入收集的数据,再对文字的格式对其方式和字号进行调整。 选中图表中的灰色折线,展开右侧蓝,先把线条颜色改成绿色,线条宽度改成一点五磅。在标记选项中展开数据标记,选项选择内置大小改成六、单机类型选择原点,最后去除线条, 选中图表的标题,对标题文字进行修改。现在控制图表就做好了,现在选到第六行,所有数据在菜单栏中,单机条件格式突出,显示单元格规则大于,在窗口中输入控制下线值三十点零八,在菜单栏中,单机条件格式突出,显示单元格 规则小于,先在窗口中输入控制下限值二十九点九二、再单击设置,选择黄色填充。现在先随机对实际的数值进行修改,再观察表格是否会自动数据异常,通过测试的结果说明,表格能自动对异常数值进行判断,这样就达到了我们的要求。 现在选中第一行,在菜单中先合并单元格,再对标题的字号进行更改。 现在选中第二行到第四行,对于行的高度进行调整。这里要特别说明一下,不能直接对选中的行进行隐藏, 所以选中行高后,把行高度更改成零点一八。现在选中所有数据区域,在菜单栏单击所有边框,先对所有项目的字体进行加粗,再向单元格填充蓝色。到这里动 太的控制图表就做好了。如果宝宝们同时有多个产品需要监控,可以把图表像这样多复制几个进行使用哦!你学会了吗?关注我,你会学到更多高效又专业的办公技巧!
782Office新手小讲堂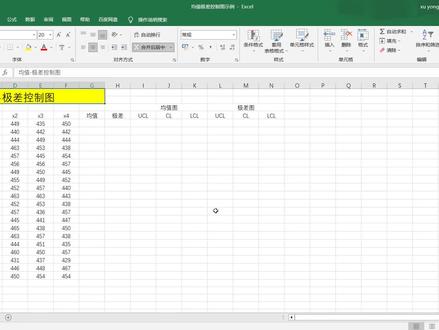 11:13查看AI文稿AI文稿
11:13查看AI文稿AI文稿大家好啊,今天我们来看一下 spc 里面的君子吉他控制图,然后君子吉他控制图呢,用途比较广泛, 上次呢,在一个 ppt 里面把这个公式呢总结了一下,就是说君子跟极差控制图的公式总结在这里。这回呢,我们今天呢,我们找了一个例子来看君子极差过程啊,君子极差控制住来怎么来构建?就说这里有几组编号,有二十个几组编号,然后呢, 每个子组取了四个样本,四个样本为一个子组,对吧?然后呢,总共呢是二十个子组,然后君子吉他控制住啊,先求出每个君子的啊,每个子组的君子, 每个子组的君子,然后求出每个子组的 g 叉 啊,即插在这里。然后呢,我们来计算君子图的上下控制线。首先首先来算中线,中线等于什么?中线等于君子的君子, 君子的君子跟君子的君子等于总体的君子,这个是根据大数定律得来的啊,求出他的君子 来固定住。 然后呢,我们来求上控制线。上控制线等于什么?公式在这里啊,瞄一眼公式啊, 上控制线的公式在这里啊,等于均值加上 a 二乘以个极差的均值, a 二是什么? a 二是控制图的长数,那我们前面样本数为四,那查表 a r 长数等于零点七二九,这个是君子的控制度长数 a r 来,跑到这里来计算,这个上控直线等于 均值固定住,加上刚才说零点七二九乘以极差的均值。 hey, 以及差君子。 好,我们找到上控制线等于四百六十一啊,中线四百四十九,下控制线呢?下控制线只有一个地方有变化,这里有个减号 啊,直接把它复制过来, 这里变成一个减号, 上下控制线计算出来了,然后把它拉下来啊,这个是上下控制线,然后呢? 然后呢?再来画极差控制图。极差控制图,瞄眼公式啊,先瞄眼公式,极差控制图,上控制线极差的均值乘以第四场数,第四在这里,第四场数。下控制线呢?乘以第三场数,第三场数在这里,第三场数等于零, 数量等于四,然后呢?上控制线呢?等于二点二八二,中线还是一样,中线等于君子, 你极差的君子啊, 它的均值,然后上空直线二点二二八二 二零二八二 立中线。 上控制线出来了,然后下控制线呢?下控制线等于第三的长数乘以吉他君子第三等于零,那我们的下控制线就为零了, 然后再把它拉下来。 好了,均值图和其他控制图的上下控制线都求出来了,那我们来做出控制图。控制图, 然后选定君子,然后选定上下控制线, 插入图标,君子记上。呃,君子图出来了, 我发现君子图上面有一个点超标了啊,啊,很明显的超过控制线了。来,再来看极差控制图啊,再来看极差控制图, 那我们来看极差控制图出来了,极差控制图,极差控制图啊,都在范围内,那我们来处理这个君子控制图上面的 异常。我们来看是十八号点超出了控制线,那,那你肯定要去现场去调查原因了,十八号点到底是什么问题?打个比方啊,你这前面二十个直组啊,它是一个阶段,一 是为了得到控制线,那你去调查第十八个点的时候,呃,到底是什么问题?去看一下现场到底是什么问题?人气料返还看看。假如说你找到了这个异常原因啊。假如说你找到了这个异常原因啊,可能什么温度不对或者什么发动机不对,你找到了这个异常原因,那我们 把十八号点删掉,那我们删掉的目的是什么?删掉的目的是为了重新计算控制线。假如说你找到了这个异常原因,然后呢?是为了重新计算控制线。注意啊,现在是上控制线是四百六十一, 看一下他的前后的变化啊。假如说现在你的控制线是 四百六十一,那我把十八个点一十八号异常点删掉的时候,再来看一下控制线的变化,你看到没有?控制线变为四百六十二了,对吧?这里刚才是四百六十一,那我们再来看有没有点出现, 那看。呃删,呃。删掉了这十八号点的时候,我们来看一下剩余的控制线,呃,剩余的点有没有出界啊?剩余的点没有发现出界,那我们假如说你这个地方, 假如说你以这,假如说你以这十九个点来建立阶段一的控制线, 然后转入阶段二的使用啊,控制线已经固定住了。四百六十二啊,控制线在这里,你已经固定住了,然后呢?然后呢?接下来你又收集了十个数据,哪一款数据在这里啊? 接下来你又收集了十个数据, 控制线不变,但是控制线呢?是不变的 啊。然后呢?我们来看到转入阶段二 控制图投入运行, 再把君子吉他图拉下来, 控制线呢?也继续拉下来,对呀,你这里的控制线,你这里的控制线还是按照前面第十九个,前面前十九个支柱来计算的啊, 上下控制线是没有变的,然后再来看你接着二的运行情况是什么样的, 到底是不是处于处于统计受控状态?把数据添加进去 来看,运行到二第二十九个点的时候,对吧?控制图因此还是在受控状态。其他控制图呢?也是一样的把数据添加进去 啊,这样就我们得到呃,阶段一、阶段二的控制图运行了。那,那 有人说你这个控制线什么时候来去更换呢?什么时候来更换你的控制线呢?到底是一周呢?还是一个月呢?还是还是一年呢?这个要根据你们实际情况啊,就说你们,你们看你公司的实际情况到底是怎样来定义这个控制线的?更新的, 有的公式是一个月换一次,就是说你在换控制线的时候,那还是要一样收集二十到二十五个支柱来做控制线。 那,那为什么要收集二十到二十五个支柱呢? 哎,书上是讲的什么?为什么要收集二十五个字组来来做你的控制线呢? 二十五收集二十五个字组是为了确保,确保估计你流程的均值和标准差, 这,这个是他的目的啊,是为了估计,是为了更好的估计你流程的均值跟标准差。 那有了流程的,有了流程的均值跟标准差,就可以计算你的均值和控制线 啊,这就是君子直插控制处的一个构建,包括包括了阶段一跟阶段二。
2739油焖茄子 02:51
02:51 03:48查看AI文稿AI文稿
03:48查看AI文稿AI文稿这个主题糖糖用以下一步步完成,分析用平均值以及插控制图。首先这是分析用控制图,也就是我们第一次分析市场过程, 分析后才能知道生产的实际情况,如果分析结果满足要求,则最后将获得的控制线转回后期生产的使用的控制线。选择分析产品的尺寸,这是计量型数字,也就是必须能够测量出具体的数字的, 分别填入产品的中心值以及上限值和下限值。选择分析的尺寸,考虑特殊特性的要求,装备尺寸,影响产品功能的尺寸。 一次只分析一个词,记住,测量这个尺寸的测量剂已经经过测量系统分析过的,且服务要求这一列是一组。这里一共有二十组数字,每组需要 填入五个数据,共一百个数据,保证每个直组内零件都是在很短时间内以及非常相似的条件下生产出来的,是组织内变差小,直组是单一的过程有生产出的产品,比如 十二点换班了,那十一点五十作为一组,十二点十分作为一组,每组抽五个数字是连续抽起的,这样五个数据基本是一致的,主内偏差小,共有二十组数字之一,一般保证二十五组以上比较好。这里只有二十组, 如果没有特别要求,根据生长时间间隔来抽样,比如生产八小时,那就每隔二十分钟抽取一组。五个数据 执着必须能够还原潜在的变化,这些变化可能是换斑操作人员变更温度,其实材料 变化等于造成的,因此当知道发生变化时,就在变化点前后各抽取一指。在初始阶段,通常在较短的时间间隔内收集。 这里记录生产过程的重要事项,包括时间以及发生了什么,比如中途更换原材料的换斑、设备故障等。记录重要的事项的目的是后期和获得的控制图进行评价, 获得这些事项所影响的过程控制的稳定性。到这里,需要的数据都已经调解完成,也是表格可以自动生成分析结果,我们只要进行分析就可以了。先分析二图,二图反馈出来是数据的波动,也就是说组和组之间的差异, 根据判议准则进行判定,就是没有点超出控制线点排列不规定没有大于六点,连续上升和下降点 分布在中心两侧。如有异常点,则必须调查原因并采取必要的措施。措施实施后,需重新安排生产,重新起亚, 重新分析,直到二头可以接受为止。有时候也可以在查明原因后删除这个点,然后 再看看分期结果。只有在二图可以接受后,我们才能进一步分析金值 x 图。分析金值 x 图。金值 x 图反馈的是数据中心点的位置。分期判以准则进行判定,简单说就是没有点超出控制线点排列无规定没有大于六点,连续上升或下降 点分布在中心点两侧。如有异常点,则必须调查原因,并采取必要的措施。措施实施后,重新安排生产,重新抽样,重新分期,直到禁止 x 图可以接受为止。有时候也可以在查明原因后删除这这个组看,再看看分数结果。 最后看看 ppk 值的大小,对于新开发产品, ppk 值一般要大于一点六七,如果 ppk 值小于一点六七,需要改进生产过程。 如果 pp 值很小,说明波动大,需要对设备模具精度进行提升,否则就是调整的问题,需要将数据中间值向尺尺寸的中心值靠近。
227质量人—wig老师 02:37查看AI文稿AI文稿
02:37查看AI文稿AI文稿好,大家好,最近有很多人在问我老师,明天里面如何实现 分阶段控制图,以及在每一个阶段上能显示他的控制上线和控制下线以及平均值,还有在横坐标可以显示日期的,也就是大家看到的这个界面。好,接下来我就为大家介绍一下这个图的做法。 ok, 首先我们看到明天谱里面的数据,第一列是改善前的日期, 第二列是改善前的合格率,第三列是改善中的日期,第四列是改善中的合格率,第五列是改善后的日期,第六列是改善后的合格率。 ok, 一般我们在收集数据的时候,收集到的数据就是 这个样子的,接下来我来一步一步教大家如何实现刚才那个图形。 ok, 首先第一步大家打开数据这个菜单,在数 里面有个堆叠列。 ok, 堆叠式我们选先选这个合格率,有 c 二、 c 四 和 c 这三列,然后我们把它对在哪里呢?对,在当前工作表里面的 c 七,然后我们给他个下标,叫 c 八,为什么给他下标呢?下标其实就是改善前、 改善中和改善后三个下标,咱们可以看一下确定。 ok, c 七这一列呢,我们就给他命名为合格率,要用了一个大写合格率, c 八呢?这个就是我们的阶段。 ok, 好,那我们看一下如何把日期放进去,如果把日期放进去的话,我们再来一次对接,就在数据 对叠,那, ok, 然后把日期改善前的日期,改善中的日期,还有改善后的日期,但是我们把对哪里呢?不能对 c 七和 c 八了,因为 c 七八有东西,我们把它放在 c 九 下标,不需要了,不需要了,因为我们做的时候不需要,所以只要对一个 c 九就 ok, 然后确定这个时候 c 九就叫日期,所以我们给他命名日期, ok, 命运完了,接下来最后一招了,大家看哦,在统计 控制图单值变量控制图单值,我们把合格率就是刚才对叠的 c 七选进去,然后再单值控制图的选项里面有个阶段,我们阶段里面再用此变量定义阶段,把阶段 c 八选进去, ok, 直接确定 啊,这个时候我们就可以做出来刚刚那个图了,但是呢,他会不显示我们的每个阶段的平均值和控制上限,所以呢,我们还得在这个控制图的选项里面再显示, 把最下面这个对所有阶段显示控制线中心线标签给勾选上,然后把它已经勾选上,所以, ok, ok, 好,这样我们就得到了刚刚开始给大家看到的这个图了啊,很阶段的控制图, ok, 你学会了吗?好,谢谢大家。
577BMC博瑞林 03:27查看AI文稿AI文稿
03:27查看AI文稿AI文稿我们讲一个应用,例如制作均值截叉控制图,测量目标某零件长度尺寸,抽取一百二十五个样本数据,光二十五组,每组五个样本,这没问题吧? 好,那我们样本抽取方法,一般在一个班次间隔时间内抽取二十五组样本,每组是五个连续生产线是什么意思呢?就是 找我一个半八小时, ok, 我在八小时内抽二十五组数据,那每组五个连续送软件。假如说,嗯,我五分钟隔五分钟抽一次,但我每抽一次要连续抽五个键, 怎么去画绘制控制图呢?好,我们一共有二十五组,就是 k 一 k two, ok, 二十五,一直到这二十五组数据,每组数据,我们每组我们有五个样本数据,那好,我们 均值其差。方法,那我们就先算每组的均值,第一组 x 一八,等于这五个数据相加除以五,这没问题,那第二组就是第二组的五个数据相加除以五,一直到二十。第二十五组数据,五个相加除以五,这没问题,那我们极差怎么来呢? 吉他,第一组的吉他用第一组五个数据的最大值,减去第一组五个数据的最小值,得到了二一, 那第二组就是第二组的最大值,减去第二组的最小值,得到了 r。 同理,第二十五组的最大值减去第二十五组的最小值,得到了极值。第二十五组的极值是 r 二十五, ok, 最后我们要得到 d, 最后我们要得到均值的 均值,也就是这 x 一八到二 x 二十五八的均值,就是说 x 一八加 x 二八一直加到 x 二十五八除以二十五,再均值, 极差的均值就是用 r 一加 r 一直加到二十五除以二十五的均值,这就是我们要得到的这两个数值,这两个数值是用于我们绘制控制图。 哦,看下边这控制图的基本轮廓。好,那我们中间的值就是 x 八,是,我们前面有算过, 上公叉是什么呢?上公叉就是公式,在这边中间中指就是 x 八八,那么上公叉就是 x 八八,加上 a r 二八 r 八和 x 八八,我们的公式在上面已经给出了 重点,就知道我们下工差、上工差,上工差、下工差的值都已经公式都已经有了,那么唯一位置量就是 a 二, a 二等于多少呢? 可以查表,当 n 等于五的时候, a 二是零点五七七,那当 n 等于七大数,这时候可以查表,去去去搜索,当然百度也能也能搜得到。 这个就是均值的控制图已经出来了。极差的控制图呢,这边是中值,就是极差值,那我们中值,呃,上限值就是第四乘以二八, 下线值就是第三乘以二百,那第四第三差不了也能知道。等于五的时候,第四等于二点一五五一一五,第三等于零。 ok, 带进去我们就能出出上线、下线和中值。 知道这个之后我们就可以绘制。呃,我们的控制图,那下一节呢?我会讲一下用 matter 怎么去绘制控制图。好,今天就到这里。
117质量工程师 凯哥哥 01:32查看AI文稿AI文稿
01:32查看AI文稿AI文稿控制图又叫管制图,是对过程质量特性进行测定、记录、评估,从而监察过程是否处于控制状态的一种用统计方法设计的图。图上有三条平行于横轴的直线,中心线 cl、 上控制线 ucl 和下控制线 lcl, 并有按时间顺序抽取的样本统计量数值的描点序列。 usclcllcl 统称为控制线, 通常控制界限设定在政府三个标准差的位置,中心线是所控制的统计量的平均值, 上下控制界线与中心线相距数倍标准差。若控制图中的描点若在 ucl 与 lcl 之外,或描点在 usbl 和 lcl 之间的排列不随机,则表明过程异常。下面进行情景立体加深印象。 项一项目经理负责安装和调试一条新的生产设施,新的生产线已准备好调试,且正在进行时生产。若要确保生产线的运行符合技术规范,项目经理应使用什么工具或技术?非标杆对照 b 流程图 c。 检查 b。 控制图解析, a。 标杆对照主要是寻找内外部的最佳实践,不服提议。 b。 流程图主要是通过流程节点发现问题,不服提议。 c。 检查主要是检查可交付物是否有质量缺陷,不服提议。递控制图可以了解生产线的运行是否符合技术规范,为正确答案。
48沛霖 02:36查看AI文稿AI文稿
02:36查看AI文稿AI文稿之前有给大家提到过分布图,然后我们将它右转九十度,然后再做些调整,就成为控制图了。 控制图有三个线,中间的 setline, 它是叫中心线,实际就是统计量的平均值。比如我们投了一百个飞镖,每一次得到了函数,加在一起再除以一百,就得到了中心值。 那边上有两条线叫做空气线,空气的英文叫做 ctrl, 边上有两条线叫空气线,所以叫做 u c 和 e c, 也叫做上空气线和下空气线。 注意和 l s 和 s c 要区分开来,因为 l s 是下规格线, s c。 二是上规格线,大家一定不能搞数据,线是怎么出来的? u 线是由中心级加上三个幺九三, 而 e s 是由中心级减掉三个四个版标准差。那控制图是用来干嘛的?当然是控制用 他主要有以下三个目的,第一是要现场的生产员和质量员以及技术员等等了解过程的变差, 并且使生产过程达到统治受控的一个非常有效的工具。第二,有助于过程在集团上和成本上持续的可以预测的保持下去。 第三点,对达到的统治受控的过程采取措施,不断的减少普通原因的变差,以达到提高质量、降低成本和提高生产效率的改革目标。 怎么控制的?要想了解怎么控制的,首先我们要解决的是控制什么?我们所谓的过程控制研究的对象一定是我们重要的某一特性,比如零件的关键尺寸、 零件的关键功能、零件的关键的可靠性等等。
125谭辉.辉哥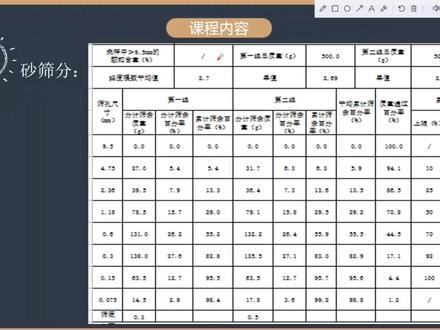 02:01查看AI文稿AI文稿
02:01查看AI文稿AI文稿那今天我们来看一下我们杀的系统魔术是怎么算的?首先看看一下我们杀的筛分记录表,那这份记录表呢,是我们现在工程上常用的记录表,那都包括哪些呢?主要是一个筛控尺寸。 第二就是我们一个山的总质量,第三呢就是包括每个山上的山山鱼质量和山鱼百分里,累计山鱼百分里,还有我们工程上控制的上下线,这个上下线是从我们敲函上是可以查到的, 还有分为一区、二区、三区,在后面我们再说一下那筛控尺寸的哪些呢?从九点五、四点七五、二点三六、一点一八、零点六、零点三、零点一五、零点零七五,还有筛底这几个尺寸他都是排列的,连续排列的,你不能打乱或者是少少哪一个,如果打乱 少哪一个的话都是筛的不准的。那么由此有这么多筛可以算出我们每一个筛上的筛余量,然后再除以我们总质量, 就可以算出我们每一个山上的善于百分率,我们善于百分率在累加成为累积,善于百分率有有我们这个累计善于百分率就可以算出我们吸毒魔术, 那我们可以看一下我们的吸毒魔咒公式,那我们的吸毒魔咒公式主要是根据公路工程机料实验规程的上面 gdg 一四二杠二零零五, 这个它里面还有一个公式主要是啥?是零点零幺五、零点三、零点六,一点一八和二点三六的累计是一百分率相加 减去一个五倍的。四点七五的累计乘以百分率,再比上一个一百减去四点七五的累计百分率,这就能够算出我们系统魔术, 那我们看一下,如果他是两侧平行实验,如果我们吸毒模式相差大于零点二的话,那我们实验要重新去做一下。
312江砼学的学习屋 01:47查看AI文稿AI文稿
01:47查看AI文稿AI文稿接下来我们要用 mini type 演示一下西瓜特控制图的制作过程。首先我们打开 mini type, 然后在这里输入直径, 接下来我们在下面是创建一组数据,一百二十五个,然后创建过程,点击计算,点击随机数据,点击均匀,在这里我们要生成的数据行数是一百二十五行, 然后选择在哪一列程程双击直径,那下段点,我们假设下线值是九点五,上线值是十点五, ok, 点击确定, 我们就会看到下面生成了一百二十五个数据,接下来我们点击统计,选择控制图,选 选择直组的变量控制图,选择均均值极差控制图,然后我们在这里选择直径,双击就这一列,然后直组大小我们 n 等于五,那这里,嗯,输入输入五,然后我们要注意 x 八, 而且现在是在这里我们选择检验方式,就是八种检验方式,我们选择第二个和最后一个,就常见的 判定呃,准则,我们选择检验准则,我们选定确定,选定之后确定最后 我们的,嗯,禁止截杀,控制图便出现在这里了,如果该控制图出现问题,下面会有,呃,说明哪里出现问题,然后点也会标红,好,今天就到这。
446质量工程师 凯哥哥 09:50
09:50 04:58查看AI文稿AI文稿
04:58查看AI文稿AI文稿零基础学习 stel 利用公式截取浮动范围的上下线,在这个表格当中已知每个产品价格的浮动范围,需要将浮动范围的下线和上线分别提取出来。 一个比较简单的方法,可以在新版本当中使用快速填充,先输入百分之四,然后按 ctrl 加 e 快速填充,再输入一个上限百分之七,然后按 ctrl 加 e 快速填充。 填充之后小数没有完整显示,可以选择单元格区域设置数字, 增加小数位数,就可以完整显示百分比小数。这是使用快速填充的方法,但是在实际工作当中,可能 希望使用公式在浮动范围当中提取出下线和上线,又应该怎么做呢?提取上线,我们可以直接在 c 二单元格当中提取横线左边的字符串,或者说提取百分比前面的这一个字符串等于 nice。 提取 c 二单元格当中百分之四,提取两个字符,确定,然后就可以向下填充, 填充到这里是没有问题的,但是下面这里百分之三点五的时候,他就提取不完整,百分之三点五的位置需要提取四个字符, 所以这里的二应该做成变量,就是需要查找百分号的一个位置,在这幅串当中查找 一个字符的位置,可以使用范的函数,现在其他单元格输入这一个范的函数,等于范的查找百分号在 c 二单元格当中的位置, 他的位置就是二,然后向下填充,这个参数就可以作为耐克函数的第二参数使用。在这个单元格当中提取左侧的两个字符,在这个单元格当中提取左侧的四个字符, 将这个二修改为范的公式就可以了。直接将写好的范的公式在编辑栏复制, 点一下叉叉,然后选择第二单元格,将二删除, ctrl 加微粘贴这个公式确定 向下填充上线又应该怎么办呢?上线就需要从横线后面开始提取所有的字符, 这里可以使用密的函数,密的从 c 二单元格当中第四个字符开始,提取后面所有的字符, 后面所有字符如果说不会超过九位,可以直接输入一个九就可以了,因为后面你不确定他是两位还是三位还是四位,我们直接输入九位就可以完整的提取出来。 但是又有一个问题,向下填充的时候,这个横线的位置他不会,每一个字符串都是在第四个字符的位置,或者说第三个字符的位置下面的位置就发生了变化。因此又需要将密的函数当中的第二个参数 做成一个动态的变量,又需要使用的范的函数去查找横线的位置,等于 fand 查找横线字符串。在 c 二单元格当中第一次出现的位置是三, 但是蜜的函数需要提取的是第四个字符开始,所以说这个三需要加一确定,然后向下填充, 在一二单元格需要返回从第四个字符开始的所有字符串。在下面第六单元格当中需要返回十六单元格,从第六个字符开始返回所有的字符串。 这里一个密的函数,这里一个范的函数。将范的函数的公式在编辑栏复制,点一下叉叉,选择一二 单元格,将四这个参数删除, ctrl 加微粘贴确定,然后向下填充, 就可以将上线和下线的百分比全部获取出来。但是特别注意,获取出来的他并不是一个数字,他是一个文本字母串。 如果说你希望他显示为数字,就需要在这个文本这幅串的基础上乘以一确定,然后再向下填充,就可以变成数字的百分比。 上线也是可以使用同样的方法,在后面乘以一,然后再填充公式, 就可以获得数字的百分比。在屏幕上向左滑动可以关注学习更多 excel 使用技巧。
302朱世泓 13:24查看AI文稿AI文稿
13:24查看AI文稿AI文稿大家好啊,今天我们来看一个指数加权移动平均啊,据说是缩写呢,是 e w m a 控制图这个东西不能不要被他这个名字给给那个吓到了,其实他他也是 spc 当中的一种啊,主要目的是什么?监控小漂移? mv 是监控小漂移的,跟上一次讲的 qsm 控制图效果呢是基本上是差不多的。然后我们今天来看一下啊,例子呢,引用是道格拉斯蒙格玛丽的统计质量控制啊,这本书,我们来看指数甲醛移动平均到底是一个什么东西呢? 我们来看,以以这个单子图为例啊,一个以一个休哈特控制图的单子图为例啊,就是说,就是说我随机生成在这里,从这里为分界线,前面二十个数据,我是以 均值为十,标准差为一,输出了二十个数据,随机生成了二十个数据,然后呢?后面十个数据呢?是以均值为十一,标准差不变,还是等于一输出十个数据, 然后呢,做出他的单子控制图,我们发现在这个单子控制图上,你是看不出有什么异常情况,但实际呢?实际我们实际我们的君子是已经出现了一个标准差的变化了吧? 啊,你从你从均值十变到了均值十一,其实是有一个标准差的变化,假设一个标准偏差等于一, 这个是它的一个呃,引入的来源,就是说你针对 小漂移的时候,你常规的虚化的控制图监控不了这个变异,然后呢,引出了这个指数加全移动平均控制图,每个东西跟上一期讲到的 q 上效果类似啊,然后我们看 这个指数加权移动平均公式在这里啊,这这个杀的公式就是说你这个初期数值怎么来处理呢? x i 怎么处理呢?当前的 x i, 对吧?当前打比方,当前再取了一个数值,然后乘以一个 lambda, 再乘以一减, lambda 乘以上一个数值 啊,注意啊,注意啊,开始值是等于他的目标值啊, music 是目标值啊, music 是目标值, 也可以也可以等于初期数值的君子,比如说你前面收集了三十个数据,是吧?你也可以以这三十个数据的君子来作为瞄零,如果你有目标值,那当然更好。注意啊,这里是要引入目标值的,然后 lamb 怎么取呢? lamb 取值是零到一, 你这个是 lambda, 这个是,这个是分配的权重,对吧?就是说你当前数据分配,分配一个权重,然后意见 lambda 分配给上一个,然后他们两个相加,组成一个新的值。那你在单词组上控制组,呃,在单词组上表现形式是这个,然后呢?你经过经过了这条公式,经过了这条公式的转换,那你控 图上表现形式就为这个了,注意啊,二十一个点在这里,二十个点大概在这里啊, 据说大概在这里的时候,你看在这个 q 上控制住上,明显你这个漂移就上去了啊,这不就是 e w m a。 控制图的表现形式啊,注意啊,你他这里的控制线是弯弯曲曲的,前面是弯弯曲曲的,后面是 后面区域平整。然后我们来看这个控制线的公式,控制线在这里啊,中线等于目标值 啊,这个是实时目标值。中线,上空直线呢?上空直线加上,注意,在这里有一个,这里有一个 l, l 是距离中线几个标准差的一个宽度,这个就是类似于休哈特控制图的什么 巡航的控制组的三倍标准乘以差,据说通常取三, l 通常取三, 然后下面就是一个公式了啊,这个就不管他了啊,这个就是公式。然后呢,我们在 excel 里面和那个 mini table 里面也可以直接操作一下,就是说,呃,传统的绣花在控制图输出来是这个,你看不出来,你看不出来 小漂移,然后呢,我们引引用这个 e w m a 呢,基本上就能看出来这个小漂移了,就是它的一个呃,故事背景啊,跟一个应用场景, 当然了,你看这里是一个,这里是以单子图为举例的。那我们如果遇到这种君子呢?比如说你一个之主取了三个样,打个比方,一个之主取了三个样,那你用这个,这个用什么替代?是一个 有什么题的?这个来源于中性直线定理,这个是通用的,等会,我们等会我也会在视频下方呃,共享一下这个 e w m a 的一份国标啊,大家也可以去参考一下。 然后呃,总结一下这一页啊,这一页的 ppt, 这一页 ppt 呢,就是说 e w m a 几个关键参数,是吧? 目标值,初始值 lambda, 还有一个 l, 下面我们来看 lambda 跟 l 是怎么取呢? lambda m, lambda 跟 l 取得有一些小的规则啊,就是说 lambda 取呢,取值呢,就是说监控越小的偏移呢,就是 lambda 越越小效果越好。比如说 一般呢,都是在零点零五到零点五,一般都是在零点零五到零点五,然后呢,如果 lamb 的 等于一呢? number 等于一就是单词控制图啦。 number 等于一什么?这就是后面这个就直接就舍掉了,对吧?一减一减一等于零了,对吧?啊?这个就是 number, 如果等于一的话就是单词控制图啦。那那 l 怎么取呢? l 通常为三, 通常是做为三,那那如果如果 lamp 取得很小呢?就说适当的 l 要降到两点六到两点八, 然后我们等会看到 mini type 里面的预设预设是 lamp 等于等于零点二,我们等会会看到 mini type 里面的预设预设值为零点 lamp 等于零点二, l 等于三,这个是 lam, 这个是 mini type 里面的一个预设。 lamber 跟 l 的组合呢?它是有一点点的要求的,主要是为了这个平均运行长度啊。平均运行长度,这个 就说当我们监控 一个标准偏差漂移的时候,我们 lamb 的曲值的时候, lamb 的跟 l 的曲值的时候会达到一些这个平均运行长度。 平均运行长度是什么意思啊?就是说打个比方,举个例子啊,举个例子,你 l, 呃, land 去零点一, land 去零点一, l 去两点八的时候,你平均运行长度,怎么我需要十点三个样本来探明这个漂移,这就是个平均运行长度的一个意思啊, 你这个 a, 你这个平均运行长度在这里当然是越小越好, 那就是最好是我只有一个样本就能探明探明这个漂移,实际上实际上呢,就是说我这里需要十个十个样本才能探明这个漂移。那如果我没有漂移的时候, 没有漂移的时候,平均运行长度是什么意思啊?就是说我五百个点他都不会,他都不会超过控制线,那这个没有漂移的时候,我当然是希望他越大越好,就是那个平均运行长度的意思啊,前几期也有讲到这个,前几期讲也有讲到这个意思啊, 下面呢,我们到那个 excel 里面实际来操作一下,就是说怎么,就是说怎么来做出这个 e w m a 控制图啊,其实也很简单啊,比如说数据在这里三十个数据在这里三十个数据啊,还是前面这个绣花的控制图的例子啊,就是说前面二十个呢,是以君子为十, 标准片上为一,随机生成了二十个数据。后面呢,后面均值为十一,标准片上还是为一生成了一个十个数据啊?这是在选 句号的控制图上的一个表现形式。然后呢,如果,如果我们用指数加权移动平均呢?假设 lam 等于零点一, 对啊,前面讲过,这个取值怎么取了啊?两 m 等于零点一是吧? l 呢? l 等于两点七, 这个曲子,这个曲子组合,然后呢,均值标值为十,对吧?标值肯定为十, sigma 呢? sigma 等于一,这个是因为我就是以 sigma 为一来生成的随机数据,先算出 三个取值,在这里就第一个取值九点十五。那我们怎么取出 z i 呢? z 一怎么 z 一怎么求求出来呢? z 一就是等于这个公式在这里啊, lambda, lambda 等于零点一,零 零点一乘以当前数值,再加上零点九乘以上一个数字,那这里上一个数字等于目标值,目标值等于十,然后得出第一个数值九点九五, 就是一个,求出第一个 z, 一下面直接公式,直接拉,直接下拉就可以了啊,然后再算控制线,控制线呢?公式在这里啊,打在这里啊, 标值加上两点七,两点七是吧?控制线的宽度吧,是吧?几倍标准偏差,然后乘一个 c 个码, c 个码等于一,然后再乘一个开根号是吧? lamdar 除以二减 lamdar, 然后在后面一个 一减去零点九指指数形式啊, 中线等于目标值,下控制线呢?下控制线一样的啊,自己改了一个减号啊,然后用这几个数字,用这几个数字,对吧?直接插入控制图就可以了。 直接插入控制图就可以直接做出来了啊,这个就是我们的 e w m a 控制图, 然后我们来看到,我们看到这里,最后在第几个点的时候,第二十九个点的时候开始出控制线了,对吧? 二十九个点的时候开始出控制线,你在第二十个点的时候还是慢慢往上,是吧?慢慢往上。这个控制图啊,跟 qsm 是类似的, 我们来再到,再到 mini temp 里面来看一下啊,再到 mini temp 来看一下。数据呢,在这 数据呢,我已经提前输好了,还是这个还是刚才这个例子,这个呢?这个呢,是我做的一个单词,移动急刹控制图,你看不出来有什么异常情况,对吧?再来看啊, 再来看本期的重点, e w m a 控制图, e w m a 控制图, 那数据列在这里,然后蜘蛛大侠呢?蜘蛛大侠为一,然后呢?这个 e w m a 全中呢?就是 lambda, lambda mini table, 预设零点一。呃,预设零点二,我们改成我们跟例子保持一致啊,零点一 再来看选项,君子君子就是目标值啊,目标值 标准呢为十,标准上呢为一,然后呢,估计如果你不给他输呢,他就要通过这些方法来估计了。 mini table 里面是 k, k 是两点七啊,预设 mini table 预设是三啊,这里我改过了两点七, 就是 box cocks 一个转换, 那这样就可以了,看跟那个二十九个样本的时候开始开始超出控制线 啊,跟这个 excel 做出来是一样的。嗯,那我们那我们如果用那个呃 q 闪呢? q 闪是一个东西啊, 时间加全累计和控制图,数据列在这里,数大小为一,目标值为十,累计和选项标准差为一。 h 跟五。呃,保持不变啊,五跟零点五。 那这个是一个 qsm 的累积和控制图啊,效果是一样的,也是在二十九个点开始超出控制线 啊,这两个表现形式啊,你看到这两个表现形式的时候就知道它是什么。控制图就是 e w m a, 效果是一样的,就是说 q 上和 e w m a 都是来监控小漂移。
22油焖茄子 01:13查看AI文稿AI文稿
01:13查看AI文稿AI文稿那么君子标准他差图了,上面那张图呢?是一样的。就是啊,你采集的点的一个算是平均值,所以标准差哈。标准差这个计算的公式,你看他他的好, 从他的算法你就可以看出来他的优势在哪里,他每个点都参与计算,任何一个点偏离了人的目标,他都可以争执到。所以相对来说啊,现在计算机技术发发展了,属于我们说样本来等于二以上了,很多人他都用君子标准查,为什么他可以让每个点都参与计算,他会更客观一些 那。呃,他的优点当然就是灵敏度会非常高。哦,是吧你因为你量不量大嘛。然后呢?呃,就是就是 每个数据点都参与了计算,那你肯定能够更真实的反应你过程的波动的状况,但缺点,那就跟他的呃,优点是因而相伴的, 你要不然他还是花费的时间和精力就多吗?你所需要的数据点就多,所以这个是肯定的。
6盈飞无限 05:28
05:28 05:13查看AI文稿AI文稿
05:13查看AI文稿AI文稿自动生成数据需要以原风景登录。 首先填好表头信息标称值和上下公拆为必填项,表中的日期时间栏最好也是先填好,这样可以节省你很多时间。抽样频率决定每个子组的样本量,必须填 信息,填好后点击右上角一键生成。根据量距精度设定测量值。小数位数、平均值设的比规格中心偏一 点,不然太假了。 c、 p 值根据客户要求设定,要求是 c、 p、 k 则加一点。五阅数及表格张数是需要设定 是否重新计算控制线,视情况决定。控制线应固定,除非过程发生了变化,如偏移 点子出界,即判过程异常。 连续五点钟有四点落在中心线同一侧的 c 区以外判异常。 点击中部右侧剔除异常子组按钮, 然后点击右上角重新计算。注意,这是重新计算控制线,非必要,不要使用 其他工作。表中的数据也可暗此整理。 喜欢的朋友赶紧关注加收藏吧,不然就找不到了! 喜欢的朋友赶紧关注加收藏吧,不然就找不到了! 生成的表格保存在当前目录下。文件夹以品名命名,文件以规格命名。
207听雨 01:33查看AI文稿AI文稿
01:33查看AI文稿AI文稿数据表现工具中的控制图里面有一个七点规则,那在前面的内容当中,我们给大家介绍过 关于控制图,那么他可以来反映我们在质量管理当中啊,某一个相关的参数是否能够稳定受控。那在我们收集数据的时候啊,如果出现以下的几种情况的话,就说明质量出了问题,这个时候呢,必须要停工来查找原因来解决相关问题。 第一种情况,如果我们这张表工琐事啊,我们有七个点连续出现在标准线的同一侧,那么如果有这种情况发生,尽管这七个点呢,都在我们的控制上线和控制下线之间,但是呢由于他们是出现在标准线的同一侧, 这个时候呢,我们也认为他有问题发生,因为如果按照概率与统计规律的话呢,是不会有七个点连续出现在标准性的同一侧。那么 第二种情况,就是我们现在这张表当中所练出来的有七个点,他处于连续的上升或者是连续的一个下降的趋势, 单调的上升或者下降,那么它就意味着你的产品出现越来越大或者越来越小这样的某一个趋势。说这个时候呢,即使这些点都是分布在我们的控制上限,控制下限之间的,那也是不行的,那我们这个时候也必须要停工来查找导致这个问题出现的原因。 那么第三种情况呢,就是我们现在这张图里面所试的啊,那么相关的质量参数呢,超过了控制上限,或者呢是低于这种控制下限,那么这种情况也是不允许的,那我们也必须要停下来,来找出问题发生的原因。
24中培PMP 01:05查看AI文稿AI文稿
01:05查看AI文稿AI文稿数据表现技术之控制图,控制图主要应用在实践当中的就是生产制造性企业。那我们做一个零件出来,我们就点一个点,做一个就点一个点,所以他叫过程的控制图,他是能够控制过程吗? 可以预测绩效的。当任意一点点出上下控制线,这个蓝色线点出的时候,这叫失控状态。当任意点点出上下规格线, 剪出规格线的时候,这叫缺陷,说明你这个零件不符合标准了,不符合要求了,这时候你的零件需要返工了。连续七个点形成向下或者向上的趋势,说明你马上就要失控了,或者说你已经失控了,马上就要有 缺陷,或者说连续七个点在控制线和中线之内,也叫做施工状态。实际工作当中我们会有相关的软件,会有相关系统自动提示。
74慧翔天地PMP

猜你喜欢
- 1530MRL