西门子g94是什么指令
今天呢给大家介绍一下这个 g 九四加工圆锥的一个这个加工的一个情况,首先呢 g 九九,嗯代表呢每每转晋级啊, m 零三呢是主轴正转,每分钟呢八百转, t 零幺零幺呢是我们选用一号刀具,一号刀具补偿。这零零 x 七十五是我们加工的一个直径上的定位, z 五呢是我们 z 项的一个定位, 我们看这九四的第一刀, x 三十是我们这个车削到呃直径的三十的位置, z 五是我们第一刀呢车到内方向五毫米的位置。 r 副十五呢代表我们的锥度的起点,减去锥度的终点,然后 注意二这样一个数值, f 零点二是我们的晋级量。好,我们第二刀从 z 五车到了 z 零,第三刀呢从 z 零车到了 z 负五的位置。好,下面是 j 零零 x 一百, z 一百呢,我们进行退刀。 呃,这个后面是我们整个呃程序呃停止,然后呢直接返回到我们的 程序的起始。好,下面呢我们进行一个呃实体的仿真,我们点击自动点击位置,我们进行循环启动。 好,这是第一刀,第二刀, 这是第三刀。呃,那么以上呢就是我们这九四加工呃圆锥体的这么一个情况 啊,相对来说这就四的编程呢,还是比较这个简洁的,那么这有四,它的主要用途呢就是,呃加工铸造,锻造弓箭,以及我们的压制直径较大的盘类零件的内外圆, 还有内外锥面的一个粗加工啊,实际上大家从他的这个加工效果来看,他的效率呢还是 但是比较高的啊,还是比较比较简洁好朋友们,今天的这个呃,这九四的分享呢?就到这里,明天我们精彩继续。

粉丝8.9万获赞54.3万
相关视频
 00:58查看AI文稿AI文稿
00:58查看AI文稿AI文稿一分钟学会 g 九四的编程方法,我们看这本专业教材的第三十二页,这是 g 九四的程序歌式, x 和 z 代表的是车销终点的坐标值, f 是晋级速度。好,再来看 g 九四的刀具运动轨迹,首先把刀具定位到循环起点,也就是这行程序,然后刀具根据程序设定的 z 值移动,对应的就是这行程序。 c 负三,刀具就往左移动三毫米,接着刀具就开始往下切削,到了这里 x 五零的位置后,刀具就自动往右退,刀退回循环起点,接着刀具继续往左移动六毫米,对应的就是这条程序, 然后重复循环刚才的路径,切完后,刀具退回循环起点,接着刀具又往左移动九毫米,不断重复, 直到程序设定的 z 负十五为止。 g 九四的编程方法就是这么简单,你学会了吗?如果想深入学习的话,可以看看这本数控编程教材,里面不仅有代码的讲解,还有更重要的公益讲解。
364阿东(数控编程) 06:41查看AI文稿AI文稿
06:41查看AI文稿AI文稿对于加工中心的七销晋级速度单位的设置,数控编程 iso 国际标准规定有三种方式, g 九三、 g 九四、 g 九五。其中 g 九四的单位是毫米每分钟或者英寸每分钟, 毫米还是英寸,取决于是公制还是英制。 g 九五的单位是毫米美转或英寸美转。当然呢,一般加工中心竞技速度单位用 g 九十四, 也就是以每分钟做单位。在三轴加工动线上用 g 九十四没有什么问题,因为三个轴 都是直线轴,但是在四轴、五轴加工中间上有旋转轴参与,如果用 g 九十四会造成什么问题呢? 直线轴的进底速度单位实际上是毫米每分钟,而旋转轴的单位是度每分钟。 直线轴与旋转轴的速度的协调,这就是个问题。如果没有一个协调的机制,加工的效率向下降, 下降的原因是旋转轴的速度是比较慢的,旋转轴的速度会拖慢直线轴的速度。在这种情况下,要用 g 九十三叫反比时间。竞技速度 单位是分钟之一,不是是分钟,分之一就是时间的倒数。 比如这儿写的 g 零一 x 二十, f 十,这儿 f 十是在 g 九十三步骤下,意思就是 g 零一这一句执行的时间是零点一分钟,也就是六秒 执行完毕。换句话说,如果是直线插补或者圆弧插补,在这个程序段中,这几个轴无论是直线轴还是旋转轴, 一起要经过六秒完成这个程序段的执行。这样利用时间把直线 轴和旋转轴统一,实际上是协调的。旋转轴的速度使得整体加工效率提高。根据实验, 用机九十三比不用机九十三加工效率要高百分之二十左右, 那么这个 f 十是怎么得出来的?如果是直线插补,这个直线插补的距离假设是十毫米,在击九十四下,竞技速度假如是一百, 那一百除以十就等于十,也就是直线插补。 g 九十三模式下,是用原始的毫米每分钟的净体速度除以这个成 连续段运行的长度,如果是圆弧插补,是用竞技速度除以圆弧的半径,不是除以圆弧运行的距离。 那么也就是说,在 g 九十三模式下,每一个程序段运动的时间都可以直观的看出来,那么在这种情况下, f 值是时间的倒数,这个 f 值是非模态的。 g 九十四模式下, f 值是模态的,不用每行都写。而在 g 九十三模式下, f 值是模不模态的,非模态的,每一行都要写。 那么 g 九十三这个功能在华中系统、西门子系统、马扎克系统、新代系统等等都是差不多的, 但是也有个别的系统功能比较弱,比如朗姆系统,朗姆系统虽然有七九十三功能,但不能用于圆弧和螺旋线插,只能用于直线插。 那么最后有人要问了,五轴联动变成的时候,我根本就没看到有 g 九十三呢? 刚才说的这机系统五兆联动是 g 十三点四,什么时候用过 g 九十三,不都还是 g 九十四吗?是这样子的,在五兆联动的时候, g 九十三的功能是必须要有的,要 协调直线轴与旋转轴的速度,那么这个功能已经进入计时三点四了,已经包进去了,所以你不用写计九十三的,只要用计九十四有一个原始的竞技速度就可以了,也就是毫米每分钟的速度就可以了,然后系统在后台 通过七九十三再协调各个轴的进行速度。所以说如果你来了一台假五轴,比如说绿色的 ac 摇篮的假五轴是用的法拉克系统,比如他没有 rdcb 功能,但是五轴的联动 那后的处理除了要实现 r、 t、 c、 p 刀尖跟随功能,还得实现静几轴之间的速度的协调。如果没有机 九十三功能,那只能忍受加工效率下降。如果有机九十三,应该通过 hold 处理,把机九十三功能加入进去 投资处理,有的记九十三,有的 rtcb 功能,这样的话,假五轴在运行程序的时候基本上接近正五轴, 所以有些企业如果因为经费的有限,买甲骨凿回来可以,但是最好要 问一下有没有 g 九十三这个功能也就叫反比时间晋级指定,如果没有,加工的效率将下降。
286海滨仲夏夜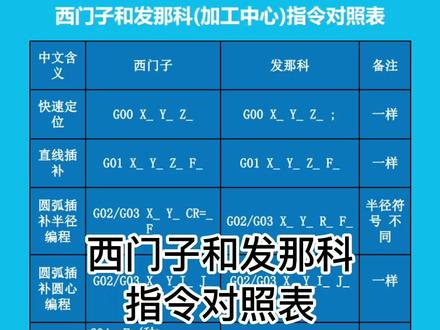 00:31查看AI文稿AI文稿
00:31查看AI文稿AI文稿西门子和发那颗指令对照表,路边的茶楼人影错落,街上传来两三声吆喝,人前摇扇,醒目拍桩。 各位看官,你细听分说,这江山风雨岁月山河,刀光剑影,美了多少时间。
 00:21查看AI文稿AI文稿
00:21查看AI文稿AI文稿简单端面循环 g 九四怎么编成指令格式? xz 是缺销终点坐标值, f 是进给速度,二是追度 刀具,按如图所示的路径循环操作。例如写出如图所示外援的 g 九字编程程序, 我是男生,小狗带你玩耍 tu。
713兰生学院CNC智能制造 01:13查看AI文稿AI文稿
01:13查看AI文稿AI文稿你还在用机灵机腰来平端面吗?一分钟教会你机九式端面切削循环指令。首先我们看到机九式的第一行, 这里的 x 负一, g 负一是我们的一个终点坐标,大家看到这里的道路啊,他是一直以一个长方形来走的一个道路啊,那这里 g 负过来,这是到我们第一个是 g 负一的距离,现在是在 g 负二的距离上 啊,他继续走我们的相当于走我们的一个长方形,那这里这个长方形中,这里的这一条边跟这一条边啊,这两条边都是我们的一个七零幺来走,而这一条跟这一条都是我们的七零零来走 啊,这里是快速定位,这里是快速退刀啊,所以说都是用我们的七零零来走,这两条一刀是进刀退啊,两条都是进刀的线,所以说这是用我们的七零幺来走啊。如果 我们的端面余量有五个毫米,在这里再输入一个 g 负五,跟我们的 g 九零指定是非常相似的, 相比我们机机灵机腰来编这个端面程序,会写很很长的一条啊,这个机九式是不是方便了许多呢啊?评论区留言三个九老师会将自己珍藏多年的数控编程学习资料免费的发送给大家。
1958三玖教育-UG数控编程培训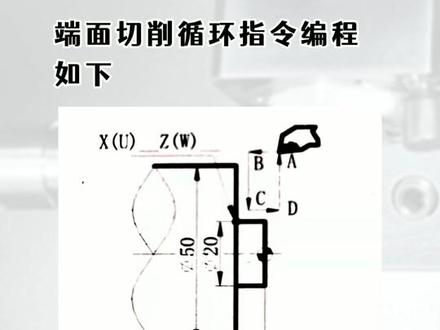 00:26查看AI文稿AI文稿
00:26查看AI文稿AI文稿g 九四端面切削循环指令怎么用? xuz w 循环切削中点处的坐标二是端面切削十点至切削中点位移再 z 轴方向的坐标增量 f 是进给速度端面切削循环指令编成如下图所示, 带锥度端面切削循环指令编程如下, 我是男生,小豆带你玩耍。
479兰生学院CNC智能制造 03:18查看AI文稿AI文稿
03:18查看AI文稿AI文稿哎,小聪怎么了?现在机器五切桃做单件的话比较繁琐,有没有更简便的方式啊?你说用机器五指令加工单件的话,编程比较繁琐,对,有没有更加简单的指令?城市宝知道吗?我知道有什么城市 啊?咱们给大家说一下祭酒四指令加工,这个咱们的外槽啊,加三周到祭酒四指令在平常是加工什么的,是不是加工端面的啊?啊,对啊,还可以加工一些槽,咱们到集团上试一下吧。啊可以好当,我们加工的槽呢比较浅,而且呢我们的 这个外径呢也比较小,我们可以用 g 九四,那么 g 九四指令呢,除了车单面槽之外,我们可以将这个设定微直不移动,也就说把我们的 w 六呢设为零之后,那么他就可以进行车槽的一个加工啊,我们这个爆料呢是三十。呃然后呢我们采用 g 九四的编程给大家讲解一下,首先呢是一个定位,三十二 z 二 g 零,内服十四,这是第一个槽的位置,那么记九四 x 二十啊也是我们的槽的底径呢,我们切到二十 w 零说明我们的 z 项没有移动, f 零点一呢是咱们一切槽的一个走道速度,因为我们切的呢是呃五个宽的槽,但是呢我们的刀呢是四个宽,所以说呢我们在第二步呢啊给他微向移动了一毫米,那么我们的槽宽呢直接变成了五个 啊,这是第一个槽后面的,紧接着呢是第二个槽啊,然后呢是第三个槽,这时候呢切槽就完成了,下面呢我们 进行一个呃实际的刀具轨迹的一个教练,我们点击自动呃机床锁辅助锁空运行,然后呢,点击设置键,两次点击 s 键啊,这是出现一个小手。然后呢,我们看一下他仿真的一个情况,我们直接点击循环启动啊,在这里呢看一下真相的一个变化哈,现在他正在定位。 好,我们再重新看一遍啊,先擦除一下啊,点启动, 大家注意看他加工的 的效率还是比较高的,而且编程的呃,相对来说比较简洁啊,对于单件加工或者是小批量加工还是比较适合的啊。当然他呃可能不能实现我们的左段加工,但是小批量加工还是比较好。好,今天的视频就讲解到这里, oh no oh oh oh i'll get him heart show him what i got carried my carried my。
365德州数控达人短期培训中心 02:29查看AI文稿AI文稿
02:29查看AI文稿AI文稿好,今天我们讲解一下这个用横线速采用 g 九四指令加工端面的编程。首先呢,我们 g 九九啊机床每转晋级的方式进行编程,主轴转速,主轴初始转速,每分钟旋转七百卷 一号刀是我们的九十度外圆刀具 g 五零 s 一千二,主轴限速啊,最高一千二百转,每分钟 g 九六 s 一百一。那么这个一百一是怎么来的呢?哈,一百一就是我们的横线速, 横线速呢就等于啊,三点一四乘以弓箭直径五十乘以初始转速七百,再除以一千就等 等于一百一的一个值,当然这个值也可以参考刀片盒上的一个值。我这里为了方便给大家说切切速度的计算方式啊,横线横线速的方式啊,在这里给大家说一下。 好,下面 g 零 x 五十三 z 八啊,我们的毛料总长长八毫米,定位到 z 八上。好,因为我毛料呢面是斜的,所以我第一刀骑到七上 x 方向,我骑到负的零点八上,因为我的刀呢是二零点四的一个刀尖, f 零点二起断面走到的速度是零点二。好,第二刀起两毫米啊,分别是 z 五,然后第二呃 z 三,第三刀 z 三 z 一 z 零, 然后退刀 m 三零。那么使用 g 九四指令车端面的好处呢?是编程比较简洁,但是呢也有缺点,因为他每次退刀的时候都会退到我们定位的一个位置,而且是 g 零幺的方式退刀啊,非常的效率,非常低,只适合加工单件,或者是啊批量不大的端面比较长的情况式的一个编程。好,今天的视频就分享到这里, 记得点赞关注哦!
336德州数控达人短期培训中心 05:41查看AI文稿AI文稿
05:41查看AI文稿AI文稿大家好,本期视频我们一起学习一下这个 g 九四的使用方法。 g 九四呢,它跟那个 g 九零啊有点类似,只不过它这个是平端面的 啊,编程的格式的根据语音差不多,首先也是要给一个定位的点,然后他一刀一刀平下去, 平完一道以后又回到我们这个定位的点,然后再平第二道,他也是一个单段循环指令, 它走完一段你都要给一个 z 值,它才会走第二段。下面 看一下他这个运行的轨迹,为了给大家看清楚一点,我这里转速跟进格都打得很慢了 啊,他每次都是退到这个点,注意啊,从这里退过来,他是以 g e 的方式退过来的。 嗯,所以说这个指令呢啊,如果说你端面要平的 余量比较多的话,还是不建议用这个指令去评这个端面 啊,因为他这里退刀啊,他也会浪费我们一部分的时间。 同样这个 g 九四啊,他 也是可以车追度的,车追度的话,它这个程序的是在这里加一个 r, 它是起点,就是起点的 z 方向的值与真点的 z 方向的值的差值,就是它这个 r 的值啊,我现在把它加一个 r 起点,如果说我们要车个这样的 j 度啊,它这个起点与这个整点是不是是一个负数啊? 因为这个起点他还在这边嘛,所以说是一个负数啊,负,看一下他是怎么走的。 加了 f 五以后啊,它第一道就平的比较多了, 然后后面的话就平的比较均匀,他第一刀就把这个叉直给屏蔽了, 除非我们把这个 z 方向的起点啊,把它加大五个毫米,这样才能让我们这个刀具啊,每一刀切切量它是均匀的,但是如果说 我们这里定位的值啊,加五个毫米的话,那么它这个下面必然会有一部分横道。所以说啊,这个 g 九四啊,车这个锥面啊,它也是 没有效率的,在实际生产过程中很少使用这个 g 九四去吹这个锥面,吹锥面的话建议大家使用 g c 二, 他这个,他这个循环啊有一个好处, 就是比如我们这个刀面平一刀啊,或者说平平两刀啊,他还是对我们编程啊,还是能减放我们的程序, 比如说我们这里只要平一刀,那么我们直接我把这个删掉线, 比如说我只要评到 z 负一,那么我这个程序这样编一下就可以了。如果说我们用这个 g 一去评这个面的话,那么你一行肯定是搞不定的, 你这里机一走下去,然后退刀,然后还有回到我们定位的点,但是用这个机九四嘞, 我们只要一行就可以了,他平完端面以后,他自动会回到我们这个定位的点 啊。本期视频就跟大家分享到这里。
18数控哥阿华 02:06查看AI文稿AI文稿
02:06查看AI文稿AI文稿对于咱们这个槽啊,这个比较浅的一个情况啊,呃,数量又不多,我们可以采用 g 九四这个指令呢进行一个切槽,呃,首先呢三号刀是我们的四个宽的一个切槽刀,是啊,是我们带卷穴槽的这种, 呃定位呢,我们这个外缘已经超到了三十,这里定位到三十二 z 二,然后走到 z 负十四开始切第一个槽, 那么 g 九四切槽的这个位置要特别注意,这个 w 一定要边上啊, w 是零,然后槽的底径呢,我们切到二十, 然后呢这个切槽的速度是零点一好, w 负一呢是我们在四个宽的切槽刀的基础上呢啊,给他扩了一刀啊,就是切了 五个宽啊,下边呢是切的是第二个槽啊,这是我们一九四的另外一个用处啊,他除了能啊,车断面啊,车我们的这个锥度 之外还可以车我们的槽好像,我们看一下道具路径啊,我们点击这个自动 机床锁辅助锁空运行,然后点击设置键,两次 点击 r 键擦除,然后点击 s 键啊,出现一个小指针,我们点击循环启动,好看一下他的路径。好,这是第一刀。 好,这个槽呢我们就切完了,当然这个指令呢大家可以合理的去呃,运用 好,以上呢就是咱们这个 g 九四切槽的一个小方法啊,当然能能用的呢大家就可以用,用不到的话呢啊,大家也不要说其他的东西。好,再见,记得点赞关注哦。
260德州数控达人短期培训中心 02:40查看AI文稿AI文稿
02:40查看AI文稿AI文稿好朋友们,今天呢给大家介绍这个镜像切削的一个循环, g 九四的一个加工,首先第一段呢是 g 九四的一个定位, g 九四的第一段 s 零 z 零是我们 g 九四加工端面的一个指令,也就是说从一百三的位置呢骑端面,我们骑到一这个零点零上。 然后呢第二步是我们的这个以镜像近刀的一个方式啊,车穴的一个外圆的一个情况,那么记九四的第二,咱们看 g 零 x 一百二 v 零点零,这里呢指的是我们 g 九四加工锥面的循环的一个定位。那么 g 九四的第一段车靴锥度啊, x 一百零八是他的重点坐标, v 负三十是 我们的长度 r 副十,这里指的是我们呃锥度的小镜减去锥度的大镜的一个叉啊,这是第二刀,第三刀,第四刀,第五刀,这是我们的退刀,好程序结束呢,并返回程序头, 那么下面我们看一下他的一个仿真的情况,首先我们点击自动点击机场锁,机床锁,辅助锁空运行,然后呢我们点击设置 啊,点击两次啊,点击 s 键,这里呢就出现了一个光标,然后呢我们点击这个循环启动这个按键,这个时候我们看这个呃,我们 g 九四的 镜像循环呢就开始加工刚才我设定的这个加工的这个轨迹, 实际上 g 九四的这个镜像循环呢,在直径比较大的情况下加工这个镜像循环的这个加工的这个效率还是可以, 但是呢他有一个缺点,和 g 九零一样,他退刀的时候呢,呃每次都要退到我们定位的点,而且呢这个 他退刀的速度呢?以近腰的这个速度来进行退刀,所以说效率呢相对稍微低一点。好,大家通过走到轨迹来看,我们的程序是没有问题的。 嗯,朋友们,以上呢就是我们广州数控九八零 tdb 这个系统。
170德州数控达人短期培训中心 00:33查看AI文稿AI文稿
00:33查看AI文稿AI文稿g 九四端面切消循环指令指令格式 x z 是端平面切消终点坐标值 u w 是端面切消终点相对循环起点的坐标分量, f 是禁给速度。例题一,端面切消循环指令编程如下图所示,图纸程序编写如下。 例题二,如下图二所示,带锥度端面切消循环指令程序编写如下。
768数控编程培训蒋蒋 13:32查看AI文稿AI文稿
13:32查看AI文稿AI文稿啊,昨天我们看了我们这个寄零,寄一,寄二,寄三啊,这样一个袋装, 然后呢根据使用我们的四个代码来把我们这个供电啊给他做了一个什么金加工,对啊,做了一个金毛,那金加工我们的队员是因为我们 在做我们这个供电之前啊,已经在其他设备上啊,可能已经做好我们的什么粗加工了啊,已经做好我们的粗加工啊,他的余量啊,就形状咱们已经有了余量呢是什么? 只有一个毫米,一包是十克。那如果说我们现在给你的这个供电啊,他是一个什么?他是一个原泵,那现在需要我们自己 来给他去做粗加工,然后我们再去做什么我们的进价啊,这个时候我们在这里面我量了一下我的毛坯啊,五十的 这样一个情况,那一个快五十的元宝,我们在做到之前首先就要先干嘛呀?那先把我们这个多余的料啊,要先给他撤掉,对啊,撤完之后我才能去沿着你的这个外形啊去走一道, 我们呢尽量啊,这个时候做这个工具啊,我们会用到这样的三个指令,一个叫鸡九四,一个叫鸡七一, 也叫机器零啊,这样三个代码,那这三个代码里面我们基酒是叫端面 车靴循环,那是用来干嘛的呀?车,我们的端面啊, 手拉面, 那这期呢,我们叫内外进 出车循环,机器里呢, 我们叫经测循环啊, g 九四啊,端面测学循环机器一,内外机注册循环机器,零, 金车巨款。 那 g 九四车靴端面车靴循环,在编程时我们的格式 g 九四 x 或者 usb 或者 w, 在这里面,我们 g 九四当中所看到的 suv, 同样是我们的,谁终点的走江,那你侧端面时 所对应终点走掉,那 f 呢?在车端面时你所对应的什么?走刀的 这个速度,要看到我们前面是用的 g 九八还是用的什么 g 九九啊?用 g 九八, g 九九的时候,你所给的这个数字啊,是不一样的啊,一定要稍微注意一下。 那这期我们叫内外进出车循环这个指令, 他的格式,我们是 g 七一 u r, 然后 g 七一 p q u w 这个指令的格式啊,是有两行。来 啊,在这一年我们现在有五十的一个原磅要做成我们现在的这一个观念, 我要去做开出啊,做出车,那我现在去干嘛?我们 x 给他进一个位置,然后呢?内向,我们去车,对啊,车,好,一刀以后我们再来进一个 x, 再来给你车, 对啊,再进一个 x, 再取车啊,再进一个 x 再取车,那在这个过程中我们每次往里面进了多少呢?对呀,有谁来定,就用这个 u 来定 这个 u 啊,是在我们出差时,你所对应的 x 向的近高量, x 向的近高量,这个值我们是一个半径值 啊,他是一个单编制成半编曲,如果我们优咱们写一点五的话,那我一刀下去以后啊,我的直径他会小到长三个毫米, 平安啊,还是一个半径级。后来这里面我们现在比如用这个 一点五,我进来一点五,撤完外援之后,我要回到我们的前面,再往里面进一点五,再去撤,那我现在第一刀撤完以后,我要往回退,我能不能就 从我刚刚切过的这个外圆上往回去退啊,肯定不行的,所以这个时候我们切完以后,我 x 上要先往后退一下,我的内才能去退,那要让我的刀离开我们的空间,所以这个 r 就是我们叫 x 下呢,退到了 这个尺寸,同样也是一个半径尺寸啊。第七 ur, 这是 ur 怎么第一行啊?用来避免了什么进导量和退导量, 每刀吃多少,吃完以后退多少。咱们定好之后,我们接下来有个什么屁 q, 这个 pq 我们是要来干嘛的呢?是要来确定我们所要加工的这个弓箭的一个形状, 那你每道吃多少?那他由谁来定呢?啊?啊?由,由我们的又来定,然后最终要切成什么样子呢?还有谁来定呢?由我们的 p 和 q 来定。 p, 我们叫什么?叫轮廓程序? 轮廓程序的什么东西呢?叫起死状好啊,轮廓程序的 及时段好,那 q 我们是什么呢? q, 我们是轮廓程序的 什么叫中指段好啊,轮廓程序的起始段好和轮廓程序的 中指段啊。通过这个我们的机场就能知道我现在要加工的这个供电啊, 到底是一个什么什么样的,那这个由我们是什么呢?我们现在做的是什么加工啊?出车加工, 那出租车我后面肯定得安排一个什么加工金车,那我出车要后面要安排金车的话,那我在出车的时候咱们是不是得给他留个余量啊,对不对?这一年我们 u 和 wu 我们是什么呢?这里 x 项的金车鱼辆 金车鱼, 那 w 我们是什么呢? w, 我们是 b 项的精测余量啊,一个是 x 项的精测余量,一个是 金色云, 那在这里面有一个东西我们要注意的是什么?注意的是我们这个 x 线的金车鱼啊,我们给的是一个直径 啊,在这边他设置的是一个直镜子,而且我们在加工的时候,我们车外圆和糖内孔呢,他们还有区别, 车外圆的时候我们的余量值给正值,弹内孔的时候我们的余量值还得给负值 啊啊,说外形的时候余量值给正值,含内孔的时候余量值咱们要 腹直啊,这一点我们一定要注意的,特别是内孔没腹啊,一定要注意,要不然如果我们不注意的话,我们内孔弹完以后,机器做完之后就直接报废了。 为什么孔大?是不是孔大了我怎么去做进修啊,没法进修啊。 f 我们还是知道的,叫什么要走高的速度,这个是一样的好,我们叫机器 出内外肌啊,出车循环,那机器零我们叫什么?叫精车循环,这个指令 他的格式我们比较简单啊,我们是七七零 c q l, 相当于是我们机器一的什么第二行,但在这里面他没有余量了啊,因为我们机器零本来是做精车吗?是啊,我的余量就给欠完了, 男人说,哎,我现在清车完以后啊,我还想留一点余量。那,那我能不能在机器人 pk 后面再加个 uw 呢?可不可以啊?不可以的啊,加进去也是没有用的 啊,加进去也是不起作用的,在这里面机器零啊,最后是完全按照你所对应的这个什么轮廓形状来去做,轮廓的尺寸 啊,都全部给你一次到位,你即使给他加了余量,他也是起不到作用,当然说我在出车的时候我不给这个余量,可不可以呢?好,不给这个余量,那我的尺寸就怎么样啊,一步到位了。对啊啊,你进车完了,出车完了以后尺寸直接就到位了 啊,就没得精车了啊。对,这一名排队,如果我们要求供电要求不是很高的话,当然,那我可以不去设置他的什么警车油量啊,可以不去设置 啊啊,一个是我们的 g 九四啊,端面侧斜循环,一个是 g 七一内外进出车循环,一个是 g 七零金色循环。好, 首先我们这三个指令啊,先把它看一下。
67无锡锐志职业培训 06:06查看AI文稿AI文稿
06:06查看AI文稿AI文稿这九次来完成倒角的这种加工,咱们上节课呢,给大家讲的是这种,这种倒角对不对?就是吹灭了啊,吹灭了,我们当时候啊利用这种方法啊,两种方法,一个是纯数学的这个向三角形的运用,一个是这个技巧啊,我们已经讲解了,我们就 不再说了啊,就是如果说我们加工的时候遇到这种比较典型的就是导直角的啊,这样的怎么来进行?一个用 g 九四来进行加工,实际上他的工艺就加工方法和前面是一样的,先把中间的槽干出来,然后把两边的锥做出来,对不对? 只不过他们俩是一个啊,导直角是吧?四五度倒角,那我们如果按照我们前面那个简易那个公式啊,那个推倒那个技巧方法啊,那我们知道在这个, 在这个三角形里面啊,假设订单点我们是选择是三十二啊,大家都知道,老师,这个老师,呃角三位转换过来啊,啊,我们就是我们前期的这个视频里面,大家知道我订单点一般都喜欢大两个,对吧?大两个,那么也就是说 三十就三十二,那也就是说,呃,我的这个定刀点的值 x 值,定刀点多出来的值就是刀在外面的这个值,这个 x 值是就这个这条线啊,是一对不对啊?然后再加上你这个四毫米,也就是说你这条线 紫外线有这条直角边是四,对吧?然后呢?嗯,你的这个直角边,然后再除以这个直角边,就除以这两个数的相除的啊,正好大家看一下这这个四十五度的,正好他俩相处是一对不对?那这个二直正好一加 四等于什么?等于五,那我们知道这个左边的我们都是负的啊,这个要注意一下,我只说左边是负档,我只是纯粹计算这一块啊,啊,那我们 就是不是就可以啊,这样的来理解,是吧?这样的理解了,就是如果对于这种倒角是四十五度的,是吧?他的二直就是碎直加一,因为我就是定当点,我说是三十二,那是一,如果你是三十四,那就加二就可以了,对吧?这个大家自己有误解, 那我们如果按照咱们那个严谨一些,用数学公式推倒画图来理解的话,大家看一下啊,那么这个是三十二,这是二十二,这正好是这个编的,对吧?这个编的, 然后我们延长线,我们都知道这个延长线我们因为是三十二码,所以这边肯定是一毫米,所以这个一在 加这个四嘛,正好是五毫米啊,这个正好是一啊,一也加上了一毫米,因为这也是四十五度了嘛,所以这边呢啊,就是等于这个负五了,对不对?负五了,所以呢,对于这种倒角的啊,大家都啊,这是最好计算的了, 就是这个四十五度的啊,我个人推倒的啊,哎呀,很简单,也不说推倒啊,就是说二指呢,就是四指加一,比如说你这个是在右端的,我们刚才前面我们就提到了,如果是右边的 就是二,早点是二加一是是三,对吧?那你左边的是负的,四加一等于负五,是吧?这个大家要知道,就是 咱们这个一啊,我刚才再刷掉一下子啊,不是固定是一,是因为我的电脑脸是选择的半定是一,对不对?如果你是三十四,那就是 二,对吧?如果你三十六,那就三,好,那我们在理解这个基础上之后呢,大家来看一下啊,像这种 c 二比较简单的啊,方法还是一样的,对吧?这个 直接抄,这个直接直接写,没有我们讲要讲的。然后我们加工这个刀宽也是三毫米的,我们这边都用三毫米的, 那么我们把这个宽为八毫米这个槽,对吧?我大家把它给就用这个,把它用这几次把它给把这个槽给干出来,对吧?然后我们定到点定在这个位置,然后我们首先加工这个啊,右端这个锥,对吧?我定到点定在第一负三三十二,负三或负十三, 那么这九四 x 是二十六,大家知道这是三十吗?对吧?早点是二,那么那么这个地方正好是四毫米啊,那个四毫米,呃,三十减四正好是二十六,大家知道重量 作为二六是怎么来的啊? z 负十三,对吧?啊?这边的十吗?这边的十对吧?这边的十, 然后你再加上刀的这个宽度呢?刀的这个宽是三毫米嘛?我们去左刀尖,我变成脸,所以是二负十三这样来的,然后二三,对吧?我刚才求的二三,因为这个比较小,从一刀完成了,然后我们在加工左端的时候呢,我把这张脸呢往这边挪到了负十八这个地方啊,因为他有走两刀 啊,终点呢,一样的三十,呃,减去这个四乘以二是八,三十减八是二十二,重点坐标是二十二,就是这点坐标, 而是 z 呢,是负十八,对吧?对,负十八啊,咱们能看出来二十八减十负十八,然后这个 r 呢?我刚才求是负五,对吧?啊?求是负五,就是一加四嘛,负五,然后我们分两道嘛, 就是负五啊,一是二点五,然后这是二五啊,这样的话呢,这个就可以加工完成了,对吧?最后我们来看一下这个这个仿真的这个这个程序,我把这个程序给 大家看一下子啊,这个是我仿真仿真软件上来消验一下的啊,咱自动模式,大家选择单段,大家看一下。 好,然后我们把它放大一点啊,这个地方是负十八,对吧?我们先把这个槽啊,是三刀,对吧?槽切出来,然后呢加工这个 啊, c 二的倒角,对吧?大家看一下这样的,然后再加工这个 c 四的倒角,大家看一下是不是很容易就把它做完了, 也很方便,也不说多麻烦,如果说我们手工纯粹用这零零,这零一的话,这个好做一些,但是这个你就不怎么好切了,对不对?好啊,这个呢大家可以去灵活运用一下,好吧,好,今天呢我们关于这个就给大家讲到这里。
139数控编程张老师 00:21查看AI文稿AI文稿
00:21查看AI文稿AI文稿新门子与发纳科代码指令区别表,有需要的可以收藏呦!
512西尔普数控机床厂家 02:23查看AI文稿AI文稿
02:23查看AI文稿AI文稿朋友们,今天呢,我们学一下 b 九四车靴端面的一个加工的情况。首先我们看一下 b 九四加工端面时的加工实际的一个路线 哦,这是一九四的第一刀,我们加重到了 x 三十,实际的时候我们在切断面时候一般切到中心 啊,这也可以改成 s 零也可以。现在呢我是假设中间呢有一个三十二的孔,我才骑到了三十, 我们看这个端面啊,利用这九四指令呢,我们把这个端面呢就给他这个 加工完了,比如说我们的端面呢,离我们理想的 v 零尺寸呢,长那个五个毫米,所以说呢,我们就根据四指定的进行齐端面的一个加工。好,下面我们看一下这个程序的一个情况。 首先呢我们看一下一九四的一个定位,因为我们是一百六的毛坯,所以说定到了一百六十五, 一向呢因为他长五毫米,我盯到了 z 六,那么这九四的第一刀呢,就是 x 值呢,是我们需要其端面的最终点的坐标值, z 四就是我们第一刀 提到的 z 项的重点的高值,也说我长五毫米一刀,我提到 z 四啊,第一刀实际上骑了一毫米, f 呢是零点 好。第二刀呢,我骑到了 z 二啊,也就是说四减二,我骑了两毫米。第三刀呢,从 v 二骑到了 z 零,也骑了两个毫米, v 零的一百 m 零五 m 三零程序结束并返回呢,我们的程序头,实际上这九四这个指令呢,在 呃车靴这种呃这个端面上加工余量比较大的情况呢,编程还是比较简洁啊,比较高效的, 希望今天呢这个加工呢,能帮助到更多数控爱好者呢,学习到我们的第九四指令。好,谢谢朋友们,今天我们的视频就到这里,下期我们精彩继续。


猜你喜欢
- 1251黄益贺