马扎克640M面板操作教程

粉丝220获赞200
相关视频
 04:18227WAYON新视界
04:18227WAYON新视界 04:34查看AI文稿AI文稿
04:34查看AI文稿AI文稿在本次教程中,我会为大家讲解所有马扎克数控、梅斯卓程序都必备的结束单元,为整个程序的讲解收尾。首先进入程序页面,确认当前处于目标程序界面后, 选择程序编辑功能,接着滑动至程序末尾,新建一个程序单元类型选择结束即结束单元。 如果需要到这一步,就可以完成设置了,这是该单元的基础必填操作。不过我会为大家详细讲解所有可选配置项。第一个选项是是否继续运行,该选项用于设置控制系统是否自动重复执行。本程序主要适用于搭配机器人、 托盘、更换器等自动化设备的场景,让系统保持自动循环运行的状态。本次我们仅加工单个弓箭,且未启动自动化设备,所以将该选项设为零否。第二个选项是 是否计数,弓箭开启后会在位置页面自动累加弓箭加工数量,或将其设为一式,方便统计程序的运行次数。 第三个选项是是否自动换刀,能在程序结束后便捷的控制主轴刀具的状态。若程序仅使用一把刀具,将该选项设为零否 刀具会一直装夹在主轴上。和马扎克数控程序的多数配置项不同,该选项若留空,效果等同于设为一是即默认执行归位刀具的操作,该默认设置可在系统参数中修改, 这里我就保持默认不变。返回位置选项和设置程序结束后,机床的运动目标位置包含多种可选类型,零点及机层原点固定位置和用户自定义位置。需在系统参数中提前设置,自定义位置则需要在下方 数据栏中手动输入坐标值,注意,所有坐标均为基于机床零点的机床坐标,而非弓箭零点坐标。 下一弓箭程序号选项支持程序联动功能,当单个弓箭需要多道工序加工时,这个功能会非常实用。下面结合实力讲解程序联动的操作方法。先回到本程序的开头部分,在本程序的开头, 我通过真空夹锯完成了弓箭的端面加工,随后添加了注视和手动程序单元,将工作台移动至操作员前方,并通过 m 零指令暂停程序,方便操作员在弓箭外形加工前装夹夹锯。我们可以借助结束单元的 自定义位置和程序联动功能替代上述操作方式。具体步骤如下,第一步,复制当前程序及程序文件。在程序文件界面选中需要复制的程序,点击程序复制为新程序命名。 我需要编辑这个新程序,因此选中新程序并点击程序编辑该新程序仅需执行端面洗消操作,所以删除其余所有内容。打开图形窗口会让这项操作更便捷。 进入程序编辑界面后,在竖行窗口中选中三号注视单元,点击右键菜单键展开更多选项选择删除。接着滑动至结束单元的上一个程序单元,点击选中该单元及后续所有内容确认删除。然后进入结束单元设置, 将返回位置设为自定义位置,输入与原手动程序单元相同的 x y z 坐标值。在下一弓箭程序号栏中输入原程序的名称,也可通过程序文件界面选择对应程序务必将是否执行下一程序设为否, 否则程序会立刻自动运行。操作员将没有时间装夹夹具,接下来需要对原程序做少量修改。打开原程序,进入程序编辑界面,删除端面加工工序及多余的手动程序单元。 注视部分可保留装甲夹具的提示,也可根据需求在程序末尾设置返回端面加工程序的联动。对端面加工程序进行仿真运行时,机床会先完成端面加工,移动至指定位置并暂停, 待操作员再次启动循环后,才会继续运行后续的外形加工程序。马扎克数控 masetro 系统的结束单元设置看似简单,却能为程序增添诸多实用的功能。
75WAYON新视界 01:56
01:56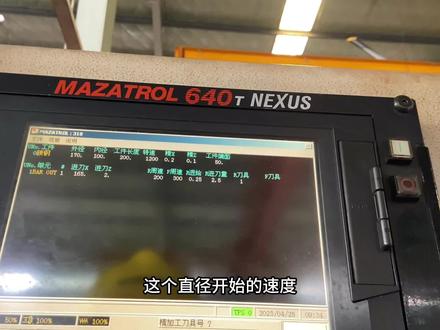 02:05查看AI文稿AI文稿
02:05查看AI文稿AI文稿师傅们师傅们,这个有好一段日子没有更新这个马扎克的这个编程了,现在今天就更一下吧。 按最左边的红色按钮返回,按程序弓箭号选择输入一个你还没有建立的弓箭号,这样就是一个空文档。 然后这里有第一个选项,就是材料选择第一个单元碳钢是什么的,然后外镜就是你娘的毛胚的外镜和内镜,比如说一个毛胚里面有孔和外镜吗?如果是实心的话,就不用量显内镜了, 弓箭长度也写一下,然后这些数值都是要比你实际量的弓箭要大一些的。然后金车 x 和 z 就是余量,弓箭端面就是安全 距离,他会在你车之前会停到一个安全的距离再开始车,然后大家看到下一个单元,这里有一个警号,就是退刀的方法,一个零一个一,就是直线退刀和斜线退刀,一至斜线退刀, 进刀就是你进刀第一个点的位置,一般比这个 你的空间稍微大一点点,就是实际的尺寸。然后周速就是因为他是横限速的这个设备,周速就是你 开始进行测试的时候这个直径开始的速度,比如说一个弓箭 r 和 f 分别代表粗车和金车哈,然后比如说周速设置是两百,那么他两直径两百的弓箭,他从开始到 两百这个位置的时候就是两百开始然后越小,比如说我到了一百,我平断面平到了一百,然后他就可能会沿着这个限速度往往加,然后他的速度就会越来越快,越直径越小,速度越快。 进阿尔进刀量就是出车时候的一刀进给最多多少,然后阿尔刀具就是出车刀具, f 刀具就是进车刀。
609游向沅(鑫乔加工) 01:28
01:28 03:52查看AI文稿AI文稿
03:52查看AI文稿AI文稿今天处理一个国家 b 轴锁紧的故障,也不知道能不能顺利收工。到现场看了一下,机床只有一个急停报警, 急停按钮是按下去的,自己轴护板是打开状态。不知道上帝干了什么,先围绕机床转一圈看一下,主要是想看看上帝到底动了哪些地方。配件柜里面 b 轴驱动器也没有看到原点丢失,报警。 x 轴后面的盖板打开了, c 轴前面的盖板也打开了,刚好此时超级师傅过来了。蚂蚁大概了解了一下情况,说是转到两百七十度的时候,会有 b 轴锁紧传感器失灵的爆。 那蚂蚁先试一下机床,让故障复现一下,看看,在 mdi 模式让 b 轴转几个角度试一下。这台机不是两百七十度会报警的,置不定位置,频率很高的火花报警不是每次都爆,转五次会有三次报警,在报警状态。进维修模式,按几次工作台松开锁紧 b 轴又正常了,然后手动松开工作台,进机床里面,用手来回掰一下 b 轴, b 轴有间隙,但是这个间隙应该不至于顶此, 难道这台机器是定制的臂肘,此圈此数量不一样。此时蚂蚁还想做最后一个验证,把工作台松开,先把臂肘往正方向掰到底,然后锁紧工作台,再松开工作台,把臂肘往反方向掰到底, 锁紧工作台,结果往反方向掰到底的时候,工作台锁不紧,也就是顶死了。这个结果真的不应该出现,因为 b 轴只会往正方向转,手掰正方向顶死才是对的。反方向顶死就有点奇怪了,先不纠结这个奇怪的点,反正奇怪的事情也没少见,既然反方向顶死, 那就把原点往正方向偏一点,四次进入 z r 软件,选择工作台,进入操作页面,选择设置模式单位,选择零点一往返方向转,零点三度退出 z r 软件,然后进入维修模式,同时按住 fm 一 fm 二不放,先点亮工作台原点模式,再按工作台原点设置, 在工作台原点设置闪烁状态,按几次工作台正转反转,直到工作台原点设置变成常亮,这样避走零点就设置好了,然后关机断电再开机。 等机器开起来以后,转臂轴试一下,还是一样会报警,不过是正方向顶死。然后蚂蚁再每次往回退零点一度重设三次圆点,结果最后的零点一度放在正方向就是正方向顶死,放在反方向就是反方向顶死。 那就是说这个故障不是改原点位置就能解决的。这种问题如果是电气问题还好办,如果是机械问题就有的拆了。先不要担心臂轴不好拆的问题,关机交换一个驱动器试试。 排查问题要先从简单的开始,还有就是刚刚在手掰臂肘的时候,感觉臂肘刚性有点软,像是磁力抱不住, 这种抱不住的状态优先排除。电机焊驱动器,换驱动器比换电机简单,所以蚂蚁选择先交换驱动器, 拆装驱动器的过程蚂蚁就不拍摄剪辑了,视频太长,观看起来浪费各位大神的时间。驱动器交换好以后上电开机。 在这个软件里面同色臂走远点,这个 ct 走色远点的方法有很多种,不过没办法在一个视频里剪出来,视频时间太长了,剪辑起来很费时间,蚂蚁晚上也得睡几个小时。有需要了解的大神请关注蚂蚁,然后在评论区 评论 ct 原点设置方法,如果想了解的大神多,蚂蚁会找时间单独剪辑出来。设置好原点以后, mdi 转几次 b 轴没有出现报警。然后蚂蚁编辑一个简单的循环程序,让 b 轴间隔两秒,三秒不间隔,时间不间断,转了一会一直没出现报警,这个故障算是解决了, 问题就是驱动器坏了。记得有大神评论想让蚂蚁单独剪辑一个拷贝数据的视频,一直没时间剪,不过话说回来,这位大哥你好歹点个不花米的关注吧,蚂蚁又不要求别的东西, 只希望众大神多多点赞加关注,后面的周围工作蚂蚁就不剪辑了,抓紧时间整口吃的去了,要饿废了。感谢各位观看!
1471蚂蚁修机














猜你喜欢
- 11.8万哈基米(异环)