发那科mfplus二次开发功能开通
自动分钟的开启,先按参数按键找到诊断,输入 一下幺二九幺,然后按搜索号码,看一下幺二九幺零一二三。第三位是一,说明有这个功能, 普拉斯系统不需要看诊断号的。进入设置界面,找到设定,把写参数改成一, 再按一下参数按键,找到参数按一下,然后输一下二七四八五,搜索号码看一下第零位,第零位改成一。之后是开 起本功能,再输一下九零七幺九零七幺,改成九十, 再搜索一下幺四七九幺,看一下幺四七九幺零一二三。 第三位,十点四的平设为,零,八点四的平设为一,再找到幺四八五零幺四八五零。第二位,零一二改成零,再找到二七二四六 改成零,再找到二七二二零,第七位改成一,第零位改成零,然后输入幺四七幺二, 按搜索号码幺四七二改成十二,然后断电重启。 断电重启后,在没有任何报警及手轮模式下,找到弓箭坐标器,按操作按向右箭头, 找到加工前准备就开启了抖音。

粉丝509获赞2346
相关视频
 01:40查看AI文稿AI文稿
01:40查看AI文稿AI文稿今天和大家讲解一下法兰克 m f plus 系统的一个新功能,自动分钟功能。首先我们打到手动输入方式,然后我们输入 m 零三 s 五百, 先把分钟棒转起来,然后我们点这个按键,然后点任意键进入下面的界面, 选取我们的自动分钟输入一输入音 pro 的插入, 然后这就是我们的一个法兰克的自动分钟界面, 然后我们去靠第一个点, 然后我们 写入 x 轴坐标,然后测量,然后我们去靠第二个点, 然后我们写入 x 勾坐标,然后点一下测量,然后我们去取第三个点, 也就是 y 方向的一个点,然后我们看到第三个点,然后测量一下,然后去取第四个点, 然后我们再点一下测量,第四个点就取进去了,然后我们最后点一下,写入 x 轴坐标,写入 y 轴坐标,使我们的自动分钟就分好了。
1154无锡锐志技能培训学校 03:33查看AI文稿AI文稿
03:33查看AI文稿AI文稿今天给大家介绍一个很多人不会用的一个功能,就是这个类似大程序在启动功能啊,我们首先看一下这个功能是怎么使用啊?我们在程序执行过程中,我们先 回到开头,回转返回到程序开头,我们运行一个程序啊,直接启动这个程序的过程,如果我们突然点击内内些退中断,停止了这个程序啊, 大家注意看一下前面,前面我们讲过这个功能啊,这个 bc 有十七行,代表这个程序,我们在运行到十八行,但是他停下来变成十七,就返回到十七, 也在十七行开始停下来了,我们从十七行开始走,如果我们要接着这个往下面走,如果我们点击了复位,你再继续往前走,按下这个程序,启动程序,从 中间开始执行再启动。哎,经常会提示切切速度为零啊,会报警啊。这个时候有很多人说我们程序再重新执行一遍吧,事实上我们这个时候就可以用到我们这个程序再启动功能了。 我们啊打到这个程序模式啊,刚刚这个程序在十七行啊,我们自动模式选择这个 pologra, 再把程序再启动功能开起来啊,雷斯达有的 技巧上面他就照再启动,有的叫重新启动啊,都是指的是这个意思啊。在程序模式下啊,编程的模式下,输入刚才的这个断点 b 刚才是十七行是吧?点击十七 b 十七啊,这里选择啊 p 和 q 两个类型,建议大家 选择扣心比较安全啊,这个是什么意思呢啊?也就是也就是你程序停止了,或者是执行过其他的动作了,他这里会显示什么呢?从刀具当起点到程序 十七行这个位置,需要进行一个三方向的一个移动,一二三,就在在 x y 方向需要进行一个移动啊,这个时候你再按这个程序执行,他是不起作用的,你看,其实他是不起作用,你必须要把这个程序再启动关闭啊,在我选择单截执行吧,单截执行, 你按一下这个启动,看他首先执行的 x, 这里刚才我 y 和 g 没有动过啊,如果你动了的话,他会在执行 y 和 g 啊,一步一步的执行,执行完之后啊,可以你看啊,再看一下这个程序啊,电视模式, 他已经回到了,是吧?十六行啊,其实十七行的前面这个位置啊,这可以接着往下面执行,我们打到这个程序的一个监检查模式啊,程序检查模式啊,十六行啊, 就找到了这个时期这行的位置,对前面这一行,因为什么你从中间走嘛,那肯定是不安全的,就从这一行的前面那一行停在前面那一行的位置开始走,是最安全的。好,我们再点击这个循环,你会发现,哎,就不报警了,他的速度 也有了,转数也有了啊,这是什么原因呢?因为程序再启动就会什么,就会把它前面执行过的程序的这个模态指令,像 mst 代码都读一遍啊,在模态指令都调用起来,从断点的位置再继续往下面走啊,这就是程序 在启动的一个啊,正确的一个操作方法,我们如果不单机直行,可以循环啊,继续往下面走,这样的话就可以接着前面停止的位置往下走,这就是程序在启动的一个功能。
500优服工业(机床维保) 40:00
40:00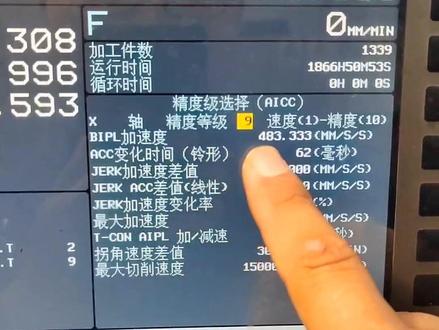 01:17查看AI文稿AI文稿
01:17查看AI文稿AI文稿大家好,有很多粉丝朋友让我给他介绍一下这个拐角速度的设置,那么今天给大家演示一下。首先我们要找到这个参数开关,把这个参数开关给他打开,打开以后我们去找到 二五零零零号参数,把这个井号七 fsd 给他改为一, 改为一以后我们必须要关断电源啊,重启一下我们这个机床, 重启完成,重启完成以后,我们先把拆除开关给它关掉, 关掉三十块弯,我们按这个键,按这个刀片设定的这个键,然后去找到精度等级, 在这里边就可以设置我们的拐角速度啊,一是最快,十是最慢啊,这里是 x 轴啊,歪轴这一轴都能设置。以上是今天的分享,希望大家能够喜欢。
909数控设备维修 00:53查看AI文稿AI文稿
00:53查看AI文稿AI文稿大家好,今天为大家介绍一下法兰克 mf plus 系统的 dnc 拆线加工方法。首先插入我们 cf 卡,打到 dnc 模式,找到我们的程序, 首先要执行哪个程序,把光标移动到程序上面,点 dnc 设定,然后再启动加工 就可以了。跟大家讲一下 dnc 加工的优点,第一种程序比较大,系在唇部下,可以直接读卡加工。 第二种就是程序比较多,来回传输比较麻烦,可以读卡加工,这样更方便一点。缺点就是话他的程序在接待你改不了,必须在电脑端改完之后直接来加工执行 dnc, 这样加工现在适用于程序比较大的产品,那个程序分段比较多的产品,还有可能就是广泛用于一些摩的加工方面。
151珈玛数控机床 02:38查看AI文稿AI文稿
02:38查看AI文稿AI文稿们修一台八五零加工中心刀库乱刀号,法拉克 mf plus 最新款系统啊,现在的刀号刀库乱了,排不上刀,然后这个主流单线刀号现在是零刀库刀号呢?现在是十一, 我刚看过了啊,已经是一号,看到没有?然后这边的刀库的这个号据共这个号是显示是呃,三号刀,但是所以说对不上来,他排刀不对,那我们现在怎么去排他呢?首先我们按参数进去, 嗯,再按一下,然后找到这个参数,按左键右键啊 p m c 维护,然后找到数据,嗯,再 等操作缩放,然后找到这个地方拍到,你看现在主轴到现在是零一二三四,这样排下来一直排到第二十四,按着顺序排,排完之后你看这个大户,大户大号现在是变不了了,然后我们再返回, 返回一下,然后这里面有一个技术器,我们 cc 零零的这个是二十四把刀库,但现在值就是体现的是刀库值,我们把刀库值改成一 一号刀,现在 ok, 大号变了啊,现在大号变了,现在就是刀库就拍好了,就这么简单,大家学会了没有?学会了的举手,欢迎大家评论啊。现在我们来换一个刀试试。 好的, m d i, 找到程序 m 六 m 零六 t r u b s。 ok, 然后我们启动一下循环,有有热气啊。 好,现在主流当前导号是二啊,我们换的是排的二号的队友了啊,好,到我们来换成 t 三 m 六 t 三六 b。 好,现在三号是交换,二号,刚是二号和三号交换,现在是不是对了?好,欢迎大家看观看啊, 你们看一下,这是到货到号。
745数控机床维修购销~邱 01:04
01:04 04:43查看AI文稿AI文稿
04:43查看AI文稿AI文稿粉丝要求啊,给大伙出一期加盟中心法拉克系统的啊,四点自动分钟操作方法,宠粉丝上干货。大家好,我是杨树,每天让你学会一点, 用最直观的方式和大家分享家务中心编程及使用方法案例,有实操点赞加关注,以免视频滑走找不到。 今天呢,我们就以这个饼料吧,我没找着方料啊,所以这饼料吧,一样四点吧,然后咱们做一个法纳克系统啊,四点自动分钟的操作方法, 现在我们就开始啊,首先呢,我这个是法拉克 mf plus 啊,这个版本有可能啊,这个版本他带这个功能,其他的版本有 可能他不带,但是同样版本的朋友们,你们可以学习一下啊,有不会的可以学习一下,会的直接跳过去啊,咱也别杠了,我这一天就是回复评论区杠精,我都好累好累啊。操作面板最下方有一个功能键,我们先直接在 s 里边 啊,让他赌轴转起来给五百转啊, 接着往下操作啊,然后这块呢,有一胖功能键,我们按一下,第二个啊, 选择坐标设定啊,按一下,哎,这样我们就进了一个界面啊,这个界面啊,上面就已经告诉你这是在四点自动分钟啊,一二 三四啊, x 和迈向,现在我们来操作一下,首先啊,我们可以随意啊,方向找一下, x 点 和平常分钟是一样的啊,用平边器,我们正常往上靠啊,靠到零点交叉的位置就可以了啊,好一点,我们把 这个数值啊测量一下,测量 ok, 我们直接去打第二连,补充一点啊,补充一点啥呢,很重要啊, 下方啊,我们想测量的坐标信是哪个,我们要在下边选择,他这是进五四到进五九啊,我们测的是进五四,或者我们测进五五,或者按下进五五,哎,这里边就变成进五五了, 要窜进五次,这个就是进了四十,这个一定要重点记一下啊。好,第二点已经打好,记住啊,和正常分钟是一样的,抬起来之后一定要 x 方, x 方向垂直方向过来啊,不要窜,把第二个数值测量一下。 好,这个时候啊,我们要按一下 x 写入啊,这个数值已经进入到第五次坐标系里了, 下面我们执行歪方向,歪方向已经完事。点歪方向测量还是按这个测量啊, 呀,摁多了啊,多了可以清零,这第一个完事了啊,第二点完事测量。 好,现在是所有的 xy 都已经有数了,刚才我们已经按了一次 x 型数,现在我们按一下 y 型。好,现在这两个坐标已经进入到七五四注标器里了,现在就是终点这个坐标器,他就是中心的零点。 其实我的习惯吧,我是按这个测完 x 我就按一下,测完 y 我再按一下,你们也可以 x 和 y 全部测量完毕,一起按一下 x 写入 y 写入啊,这个就没毛病, 这样坐标系这个数值就是零点,这种方法分钟就不用自己去计算了,机床自动给你计算出来啊,这也是应该是 plus 版本啊,或者是说 mf 版 本开始啊,法拉克系统更新,更新出来的功能还是很方便啊,很实用的。还有一点得提醒大伙啊,忘了跟你们说没说啊,对道棒直径这一块,我这个对道棒我用的这个头,他是赛四的, 所以说我搁这块都已经标上了,大家也可以注意一下这个地方啊,知道放多少,把这个数值写上,了解什么评论区里边留言告诉我,你们又学废了吗?
1804杨树干机械 01:07查看AI文稿AI文稿
01:07查看AI文稿AI文稿今天给大家接着上期讲法拉克系统功能的开通,在开通功能之前,首先我们要确认这个系统能不能支持此功能,比如说我们这个零二 mate m d 系统,我们在它的规格疑难表里面这本书 找到他的,比如说要开通四轴,那我们看这个如果是零就代表是标配,如果是横杠代表是不能开通,如果是五角星就代表是选配开通。我们以开这个第四轴为例,首先要看他有没有开通第四轴,我们在诊断里面 选择找到幺幺四八,如果这一位等于一代表了四周功能开通了,如果是零,那就代表未开通, 那我们下一步就是在未开放时候如何开通呢?我们就是要把这个机床的这个系统的 id 发给发给官方啊 id 信息把这个拷贝出来,那这个信息如何拷贝呢? 这是这个系统的唯一的编号,我们点击操作,点击 f 输出,点击执行覆盖啊,这个时候呢就把这个 id 信息还有目前已经开通的功能就拷贝到卡里面。下一节课我们给大家接着讲拷贝的数据,我们下一步如何去操作。
427屹高FANUC维修培训 00:42
00:42






