预制箱梁施工振捣全过程图解

粉丝3197获赞1.9万
相关视频
 06:20
06:20 01:08查看AI文稿AI文稿
01:08查看AI文稿AI文稿对每块模板进行检查验收。相良模板分底膜、侧膜、端膜和内膜四个部分。底膜安装,底膜采用分块连接拼装而成,块与块之间采用螺栓连接, 严格按照预先设计反拱直进行调整。侧模安装,侧模拼装需分截断拼装行架,然后拼装截断内连接角钢焊接调节撑杆 拼装外侧模板。将外侧模板行架组合键与底膜拼装拼装一原版,用调节撑杆调整一原版标高安装织作板和防落梁,预埋钢板、附着式震捣器安装 预制箱梁。模板按照设计图纸的要求及外形尺寸,由专业模板厂家进行加工制作,制作完成后分段进场再进行拼装。模板进场时须对。
92小砼学 02:29
02:29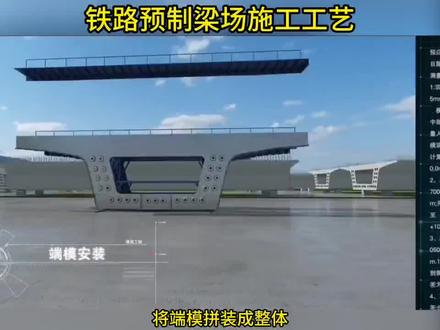 02:52查看AI文稿AI文稿
02:52查看AI文稿AI文稿端磨拼装成整体,对所有毛穴处打磨,确保光滑无倒刺,避免划伤。抽拔棒,将毛垫板于端磨预留孔对位后用螺栓拧紧。安装前在端磨上标出端磨在底磨位置的中心线。 门吊,将端模吊起后,将橡胶抽把管穿过相对应的端模预留孔,慢慢就位。安装时,端模中心线与底模中心线重合, 注意预留压缩量,因管道较多,要特别注意不要将橡胶抽把管挤弯划伤。注意毛垫板不得顶撞钢筋骨架,以免引起毛垫板移位。就位后,将端膜与底膜侧膜用螺栓锁紧, 将毛垫板与橡胶抽把管间间隙用些型橡胶片塞紧,避免胶柱混凝土时漏浆。模板全部安装完毕后,按标准进行最终调整。内膜安装 内膜系统拼装镶梁内膜为全液压外力牵引整体式内膜在厂家拼装成三段,运输到质量厂后,在内膜存放台上拼装,将内膜吊装至内膜存放台上,依靠液压系统的工作 驱使油缸伸出,首先伸出顶板油缸,使内膜顶板达到设计位置,然后上侧膜和下角膜在油缸的作用下依次伸出就位。 桥面连接套筒安装连接套筒安装前,先通过枪梁顶面中心线定出预埋套筒的准确位置。 梁内预埋 l 型钢筋,长三百一十五毫米,并与梁内钢筋焊接牢固。焊接时只能与预埋钢筋焊接,不得焊接于套筒。套筒长度五十五毫米。预埋套筒埋入梁面后,顶面低于梁面两毫米, 不允许高于梁面。套筒顶面允许误差为正一到负三毫米。 套筒焊接时采取拉线定位,必须确保线型顺直,间距准确。若两体内预埋钢筋与两体钢筋发生干扰时,适当调整预埋钢筋位置,单纵横向位置偏差不得大于二十毫米。 三、为了确保混凝土灌注过程中水泥浆体不至于流入套筒内,套筒安装就位后,采取如下措施进行有效保护, 一、桶顶盖上塑料保护盖,并确保盖严实。二、用塑料软胶管将整个套筒包裹严实。
49小砼学 03:26查看AI文稿AI文稿
03:26查看AI文稿AI文稿是顶板内托架组成绑扎胎具,制作完成后严格按要求进行验收,只有验收合格后方可进行钢筋绑扎。 钢筋加工要求如下,一、钢筋表面的油渍、漆污、水泥浆和利用锤敲机能剥落的浮皮、铁锈等均清除干净。二、钢筋平直,无局部弯折。 三、加工后的钢筋表面无削弱洁面的伤痕。四、裁原钢筋加工前必须采用调直机对钢筋进行调直,钢筋拉伸调直后不得有死弯。 钢筋切割工艺一、将同规格钢筋根据不同长度、长短搭配,统一排,减少断头,减少损耗。 二、钢筋断料时避免用短尺、量长料,防止在量料中产生累计误差。为此在工作台上标出尺寸、刻度线,并设置控制断料尺寸用的移动式挡板。 钢筋弯制工艺一、钢筋大样图钢筋弯曲前,对于形状复杂、角度特殊的钢筋,先按一比一的比例,根据设计尺寸在钢筋加工厂内用墨线画出钢筋大样图, 然后进行试弯,将试弯件与大样图比对尺寸、角度吻合后,再进行正试弯制 二、钢筋弯曲成型弯至钢筋从两端开始逐步弯向中间弯钩一次成型,布筋的末端向内弯曲,以避免深入保护层预受力孔到定位网的加工 一、定位网胎卡具为确保制孔位置正确,施工时定位网片采用定位网胎卡具控制 定位网胎卡具严格按胎卡具施工图纸进行制作,制作时准确控制槽口的位置精度,槽口位置偏差小于等于两毫米,并且必须具备一定的刚度和稳定性,不得因温度或外力而变形。 加工好的定位网胎具按照设计图纸、位置依次编号并进行验收,验收合格后分类存放并挂牌标识。二、定位网片加工 定位网片在已经验收合格的定位胎卡具上点焊制作而成。先按副版和底板定位网片分别加工, 然后在组装胎具上焊接成整体网片,网眼尺寸偏差小于等于四毫米。焊接成型后分类堆码并做好标识和编号,同时做好防锈、防污染、防混杂措施。 钢筋胎具制作本两场钢筋绑扎采用整体绑扎整体吊装方式, 为了保证钢筋位置和间距的准确性,钢筋绑扎采用在固定的胎模具上进行。钢筋绑扎胎具有底副板绑扎胎具和移动。
52小砼学 01:36查看AI文稿AI文稿
01:36查看AI文稿AI文稿江梁施工流程,江梁钢筋采用胎架绑扎成型,通过卡槽准确定位,纵横向水平金间距波纹管严格按照设计坐标定位加固面板钢筋绑扎采用舒适版定位,纵向线型采用角钢单边控制。 箱梁外母采用液压模板,液压模板纵向移动至质量排座区域后横移就位加固底副板钢筋骨架采用吊架真体吊装入膜, 将梁内膜通过龙吊吊装就位。顶板钢筋骨架采用吊架整体吊装安装一次成型。端膜波纹管穿内撑管作为支撑。 混凝土浇筑采用料斗由梁的一端向另一端分层,布料 采用附着式震倒器震倒辅助插入式震倒棒震倒混凝土等强后拆除。端模内模采用龙门吊,配合卷阳机分段拖拉出箱。外模采用液压系统,下落后水平横移再纵移至下一个质量台座 采用自动喷淋系统。养生混凝土强度达到张拉要求后进行张拉压浆,压浆完成后及时完成张拉端封端根据原版架设安排转运小香梁指桥位进行架设或转移至存粮区存。
299打工人 05:04查看AI文稿AI文稿
05:04查看AI文稿AI文稿刀口的电块预硬力孔道制孔工艺,一、采用抽拔橡胶管制孔,十二束钢绞线孔道采用直径九十毫米的抽拔橡胶管,八九束钢绞线孔道采用直径八十毫米的抽拔橡胶管。 二、穿入顺序,按照由下向上、由外向里在胯中处套接,两端对称进行 穿管采用自动穿管机,前面一人牵引,缓慢穿过相应的网眼。穿管过程中要注意防止钢筋划伤及划破管壁,穿管前如发现有微小裂纹及时修补, 已完成工序,经检查合格后方可进行下一道工序。三、抽拔橡胶管接头设在胯中处,接头用白铁皮管套接,套接长度不得小于三十厘米。 抽拔橡胶管与铁皮管间隙不得大于一毫米,并采用五厘米宽透明胶带缠裹两层,保证密封不漏浆。 四、当抽拔橡胶管对接牢固后,在端部用人工将其拉顺直,然后用铡丝将其与定位网片绑扎固定。五、抽拔橡胶管在梁端外旋部分用钢管支撑架加以支撑, 确保管道与毛距支撑垫板垂直。预受力孔道坐标控制在绑扎梁体骨架底副板钢筋时,将已经加工好并经检验合格的预受力定位网片按编号安放在对应位置上, 定位网的中心与量体底面中心重合,纵横向坐标位置符合设计及技术浇底要求,其坐标偏差在任何方向与设计位置偏差小于等于四毫米。 定位网片与量体骨架钢筋采用扎丝绑扎或点焊固定,确保绑扎焊接牢固,从而控制管道坐标。钢筋骨架吊装 两体钢筋骨架,在钢筋绑扎胎具上绑扎成型后,用两台四十五吨龙门吊吊装就位。起吊前先绷紧吊点钢丝绳足以检查吊点受力状态, 逐个调整吊点紧绷程度,保证吊点受力同步。同时不得因吊装置使钢筋产生位移,并在底膜上标出跨中线和梁端线, 据此控制两体钢筋骨架的纵向安装位置。待两体钢筋骨架在底膜就位后,检查钢筋骨架的纵向中心是否与底膜纵向中心线重合,否则局部调整使两线中心重合。在调整过程中, 两体钢筋不得受到破坏。绑扎底腹板及顶板钢筋 穿遇硬力交管 预受力管道,检查调整 钢筋骨架吊装。 钢筋绑扎工艺要求,一、钢筋绑扎前,先核对半成品钢筋的钢号、直径、形状、尺寸和数量是否与料单胶底相符, 如有错漏及时纠正增补。二、钢筋绑扎用的扎丝统一采用二十号铁丝绑扎钢筋正反扣方法,在钢筋的交叉点按主点改变绕丝方向,八字形交错扎结 箍筋。桥面筋两端交点钢筋弯折角与纵向分布筋交点均需绑扎, 绑扎点拧紧,如有扭断的扎丝必须重绑。为保证绑扎后的钢筋骨架不变形,骨架所有绑扎点的绑扎方向为人字形 扎丝,绑扎完毕,尾部弯向内侧扎丝尾部不得深入混凝土保护层内。三、在绑扎钢筋骨架时,将定位网片按编号及设计位置同时绑好,定位网片的位置沿量、长度、方向间距不得超过五十厘米。 钢筋保护层垫块的布设与绑扎垫块呈梅花形布置,并尽量靠近钢筋交叉点处 量体侧面和底面的电块至少四个每平方米。为了保证电块绑扎牢固,在梁端有双筋位置采用平头电块,其余位置均用带槽。
108小砼学 00:51查看AI文稿AI文稿
00:51查看AI文稿AI文稿钢筋绑扎完成后,采用两台一百五十吨龙门吊,通过专用吊具整体吊装入模、预埋件及预留孔洞,应严格按照设计图纸及验标进行埋设。箱梁侧模分块制造,在预制场内拼装, 每相对两个预制台座共用一套内膜,用卷扬机牵引,使内膜在两个预制台座之间来回拖拉移动。 浇注混凝土时,整个内膜通过轨道梁支撑在底膜预设的内膜支架上, 混凝土达到强度后,将带有轨道的纵向钢梁落下,使轨道梁落在内模支架滑轮上,利用卷扬机将内模拉出内腔。
108小砼学 02:48
02:48 01:11查看AI文稿AI文稿
01:11查看AI文稿AI文稿预张拉在制梁台座上进行,当混凝土强度等级达到三十三点五兆帕以上时进行预张拉,预张拉结束后方可松脱内膜 出张拉也在制梁台座上进行,当混凝土强度等级达到四十三点五兆帕进行 张拉时的强度以现场同条件养护混凝土试块的试压报告为准,当量体混凝土强度等级达到五十三点五兆帕,弹性模量达三十五点五至帕以上,且混凝土零七不少于十天时,方可进行中张拉。 十压浆张拉完毕二十四小时后复查确认无划断丝即可进行钢绞线头的切割, 切割处距毛距表面三十到四十毫米,切割后钢绞线端头离梁面端面不小于四十毫米,采用砂轮锯切割,严禁采用电气割梁长。
74小砼学 01:23
01:23 02:14查看AI文稿AI文稿
02:14查看AI文稿AI文稿刚徐徐冲油张拉,并以油表读数为主。肛角线伸长值作校核,实际伸长值与理论伸长值之差控制在正负百分之六以内,两端肛角线伸长量之差不应大于百分之五。 严禁一端张拉。一次张拉的肛术采用双控控制,对于分两次张拉的肛术,一期张拉时需以伸长值进行复合。二期补拉以张拉力值控制伸长值,按时记录。 六、箱梁移运存放,采用一台九百吨轮胎式提梁机吊移箱梁至存梁区、存梁台座,并对位存梁区采用双层存梁。七、孔道压浆 预受力管道压浆采用真空辅助压浆工艺,用螺杆压浆缝连续压浆。 当压浆管口流出的浆体浓度与压浆泵中的浓度一致时,连接管道的压浆口开启压浆口阀门进行压浆, 浆体通过透明管时,方可关闭真空泵排气口阀门。当排气管流出的浆体稠度与灌注前一致时,方可关闭排气阀,并持续压浆,使管道内压力上升至零点五零至零点六零兆帕后 持压三分钟,关闭压浆阀。同一管道压浆要连续进行一次,完成 八、封端施工,封端前毛屑周围要凿毛,露出新鲜面积的百分之七十五以上。对毛板与毛垫间的接缝用聚氨酯防水涂料进行防水处理, 绑扎封端钢筋浇注。 c 五零干硬性补偿收缩混凝土捣实抹平,并采用高分子混凝土节水保湿膜覆盖。
824小砼学 01:24查看AI文稿AI文稿
01:24查看AI文稿AI文稿预制香凉张拉施工过程,这是后章法施工现场,下面我来简单介绍一下施工过程。一、确认孔道内的钢脚线根数后,安装与之配套的毛板及夹片,并用钢管套在钢脚线上,沿着钢脚线将夹片敲击整齐,然后安装限位板。 二、用手拉支架上的吊葫芦吊装千斤顶,使之于孔道中心对中,再安装工具毛夹紧钢脚线,一定要使钢脚线顺直无扭结,然后设置好张拉的参数。 三、千斤顶缓慢进油至初始油压,在此过程中拨正千斤顶,使千斤顶与毛锯对中,确保孔道毛锯、千斤顶三者同心,两端张拉尽量同步。四、张拉 到初始应力时停止进油,检查夹片情况,两侧孔道口至工具毛的长度、活塞及工具毛夹片外路纸, 然后千斤顶缓慢进油,张拉。五、张拉至控制应力时停止进油,并迟和五分钟,两侧千斤顶火灾伸长值及夹片外路值。六、确认伸长值符合要求后,千斤顶回油夹片自动毛固。 七、检查有无滑丝、短丝现象,确认符合要求后退出张拉设备,该刚束张拉结束。
351筑路人 老杨




