用G72车双链轮数控车床怎么编程

粉丝21.3万获赞84.1万
相关视频
 04:23查看AI文稿AI文稿
04:23查看AI文稿AI文稿一下咱们 g 七幺一型二型的区别,这个一型二型才适用于咱们 g 七幺和 g 七二啊,这个理论上啊,给咱们介绍一下,一型一型就是咱们平常用的这个循环指令,他是在一个封闭区间内啊,只能实行单一的递减或者是递增切削走道啊,这个怎么理解呢?比如咱们车这个外圆, 嗯,这是一个棒料,是吧?这是一个棒料的话,咱们把这个棒料要加工咱们想要的这个图形的话,咱们这个刀给他定位在这个棒料的最大处,外腰最大处,然后 z 啊,在 z 二或者是 z 一,是吧?在这走到刀尖,在这给他吃出这样,他是递减,是一个在这个封闭封闭的区间内啊,实行递减 啊,一直是递减的方式,给他走,从大走到小啊,走内孔的话,这个是递增,那么咱们这个刀是不是就是在这个中啊,在最小处,然后给他越走越大,越走越大,越走,就是在这个风 的区间内,给他越走越大,然后走到这边就是最大,这就是咱们一型的用法。那么这个二型啊,就是在一个封闭区间内,同时可递增递减啊,切削走刀,他是在一个封闭内啊,同时可以实行递增递减。 嗯,下面这三个图啊,给大家介绍一下啊,像咱们这个外援给他车一个槽梯形槽,或者是在一个端面给他走一个梯形槽啊,这个可以用咱们这个 g 七幺二型, 这个可以用咱们这个 g 七二二型啊,像在像咱们加工这个啊,有一个欧元壶和凸元壶同时存在的话,咱们 g 消一型是不行的啊,只能用咱们这个 g 消二型, 咱们以这个头围,咱们讲一下这个,嗯,这个为什么他可以实行咱们这个递减或是或递增同时走刀呢?哈,比如咱们这个刀给他定到这里,他走这个顺源 的话,大家看一下是不是相当于递减啊?从最大处走到最小处,然后走这个逆啊?逆缘户的话啊,是不是他相当于就是咱们递增一项啊?递增一样从小走到大,就是让理解他,可以这样给他啊,走这个轮廓啊,那么大家说啊,这个可以用咱们 g 七三给他走 g 七三 啊,那其实这个道理是不一样的,咱们 gc 三是走轮廓的啊,仿型,仿型走刀啊,这个他不是仿型走刀,他直接可以把这个轮廓给他挖出来啊,咱们在车床上给大家演示一下啊,啊,包括这个编程是怎么样编程的?大家看一下, 大家看一下这是一个 g 七幺二星,二星和一星的区别就是在后面加一个两轴联动啊, w 零点零,这是 g 七幺二星,有一个有这个 w 零点零,他就是一个二星。大家看一下这个头型他是怎么走的? 这是一个外援的这个圆弧圆弧槽,他直接用咱们 g 七幺二型就给他加工出来,嗯,一型他加工不出来,这个槽子下来再看另外一种还是用 g 七幺二型 给他把这个 g 零二改成 g 零三,咱们看一下这个走道路线, 大家看一下这个走道路线啊,他可以走咱们这个外援员 壶,然后用咱们这敲二层,可以给他加工出来,还是两轴联动啊?加个 w 零点零,就是这样给他吃一个外圆壶。 好,这个退刀没有退好,这样退刀的话咱们工件会很过切,把这个退刀给他改一下就可以 推到给他加大,加到七十五点五啊就可以。好,这样就行,咱们拿一个邦料,大家看一下,试着撤销一下, 在这个外摇上面给他拆一个凹圆弧或者是凸圆弧啊,就直接可以用咱们这个 g 七二二星或者是 g 七二, g 七二二星给他直接用一把刀给他加工出来,只需要二星就可以, 咱们就像这个上面给他拆这个,嗯,兔圆弧用咱们 j 七幺二型就可以,也非常方便。好了,今天就到这里。
1419数控车床编程教学 01:04查看AI文稿AI文稿
01:04查看AI文稿AI文稿兄弟们好,今天给大家分享一个七七二端面循环车缺指令,他跟我们的 gtr 非常相似啊, gtr 是一个横向的加工,而我们的 gtr 就像左边刀路一样,他是一个镜像的加工,多用于车缺,我们的端面或者说 台阶直径相差很大的零件都可以用我们的机器二来加工。我们来看到程序机器二的第一行 w 二表示第一方向啊,单边进刀量是两个毫米 二,零点二表示配套量为零点二毫米。机器二的第二行 p e q 二啊,对应金车程序段的 n 一和 n 二, u 零零一, w 零零一分别对应啊, x 方向的预留量为十个好,嗯,十个十和 g 方向的预留量是十个十, f 零点二五是他的一个走刀速度。 那接下来我们来欣赏一段加工视频, 就像那流水。
 03:32查看AI文稿AI文稿
03:32查看AI文稿AI文稿大家好,今天我们给大家讲一下用这一七二二型编程加工,如图的端面槽,我们采用的是二二的端面槽刀, 也就是圆弧刀,正常的对刀加工。什么是正常对刀呢?首先正常对刀就是我们刀具碰到弓箭外径,外径是多少我们就输入多少, 那么刀具碰在断面端面是多少,我们就输入多少,其实就跟我们车外援的外援刀对刀方式是一样的。首先大家先看一下这个图纸参数, 下面来看一下程序。首先 t 零幺零幺, m 零三, s 六零零, g 九九,下面是定位,在这里面我们要注意 x 定位 x 九二,我们的图 指当中他是 x 一百,那为什么我们定位在 x 九二呢?因为我们是二二的刀,刀的宽度半径两毫米,直径是四毫米,由于 x 是一个旋转轴, 所以我们还要再乘以两,所以我们当我们的刀具定位在这个位置的时候,刀尖的这个坐标它就是在 x 九二的位置, 那我刀具的上面刚好定位在 x 一百下面, g 七十二, w 零点五, g 项的每次吃刀量二零点五,吃刀以后的退刀量。下面异形的 g 七二, p 一和 q 二分别代表了我们的经车的起始和结束段的一个段号, 也就是循环的时候是在这个 n 一和 n 二之间运行的, w 零点五是我们的金车余量。 然后下面是我们正常的一个编制定位, g 零幺 x 九十二, z 零点五还没有切入弓箭,下面 g 零一, z 负十,我们程序当中他是奥巴的圆弧,理论上来说缺点是在 z 负八的位置, 我们为什么在 z 负十呢?因为我们在加工这个凹圆弧时,我们是二二的刀,那么我们在编程当中要减去刀尖半径, 实际上在加工过程当中走的是 r 六的圆弧,那以 r 六的圆弧来算 g 十六的深度,那么他定位肯定是在 g 负十了,包括下面我们走 g 零三 x 八十, g 负十六, r 六, 我们 c 负十六,走到底走 r 六的圆弧定位在九十二,那么加工到哪, r 六的圆弧直径就是十二, 所以我们定位加工在 x 八零,包括下面的 g 零一 x 五二,也是的,我们的小金在四十二六的圆弧,那它的直径是多少?就是十二,那么我们就是四十,再加上十二,定位在了 x 五二 一零三, x 四十, z 负十 r 六,我们在进行二型加工,最后一刀 inr, 后面我们再退出弓箭,因为你如果不退出,系统可能会报警,你的退刀刀路可能会产生干涉。下面的 g 七零 p 一 q 二来进行我们整个轮廓的经车 抽完以后, g 零 g 幺零零 m 零三。程序结束,还有想学习数控编程的朋友可以私信客服,大家可以看一下程序, 感兴趣的朋友可以点击关注,点赞加收藏,谢谢大家!
2282铭军视觉文化 03:14查看AI文稿AI文稿
03:14查看AI文稿AI文稿g 七二的二星如何去正确的编程加工?咱们的端面凹糊啊,这里有什么需要注意的事项? 好,下面我们进行一个详细的讲解。好,首先给大家说一下机器二二型最重要的编程的点,第一就是在机器二的二型当中, n 一段必须加幽灵,否则呢,为一型。 第二个点就是在机器二二型当中, x 方向最好不要留精车的余量,否则呢,呃,零件会产生过。切, 好,下面我们看一下具体的编程方法。好, g 九九,每转晋级 g 九七横转速 g 二幺 工制编程,呃, m 零三 s 七百,主轴正转每分钟旋转七百转,一号刀呢,是三十五度车刀啊,我们进行横装 好,首先是 g 七二定位 x 三三九 z 十,注意,我这里所有的定位还有数值都是经过刀尖半径补偿之后的数值。 好,机器二第一段啊, w 一点零啊,就是 z 项,每次进刀一个毫米,然后呢,每次退刀零点二, 机器二 p 一 q 二, p 一呢对应 n 一, q 二呢对应 n 二,幽灵啊,指的是精车余量为零。 w 零点一五 是长度方向啊,留零点一五的余量。那么在这里特别注意啊,我们机械二点二型只需要留长度方向的余量精加工就可以了,这里千万不要留余量。 f 零点二走刀速度 那么好。 n 一段,首先是机灵幽灵 v 零点九四,注意,这里一定要加幽灵,否则为异形啊,那么机床呢,可能就无法加工这种端面凹糊。 好, g 零三 x 零 z 负五圆弧加工到中心,长度呢为负五,圆弧为四十二点一,圆弧的半径为四十二点一。 f 零点一是经车时啊,他的走道速度是零点一好, n 二是 我们的一个退刀,注意,这里千万要加上 n 一啊。 g 一来退刀好, m 零三 s 一千,主轴正转每分钟一千转。机器零啊,精车。那么机器零这里呢?没有编辑走道速度,他就按照 啊在 n 一到 n 二段的 f 零点一进行。呃,走道速度,一个编程机灵的一百推到 m 三零程序结束并返回程序头。那么机器二编程的要点就是刚才我说的 这两个方面。好,今天的视频就分享到这里,再见。
531德州数控达人新 05:00查看AI文稿AI文稿
05:00查看AI文稿AI文稿呃,在数控车床呃日常的编程当中,这种微型槽呃,如何用 gc 二的二型进行一个编程加工 啊?今天呢,我们就利用这个时间给大家分享一下具体编程的方法以及参数啊,如何正确的去设置好,下面我们到机床上呢进行一个详细的演示操作。 呃, gc 二加工这种微型槽啊,像图纸上这种微型槽零件 啊,如何去实现?那我们将用机器二的二型呃来给大家分享呃加工微型槽的方法啊。首先前面呢是我们的切槽的一个基本编程啊,二号刀呢,是我们的一个 个三毫米宽的切槽刀,呃,定位,因为我们这个外缘呢,车到了八十五,所以说在这里呢定到了八十七,呃, v 负十五,我们这个槽距是十二,加上刀具的宽度这里就是十五,然后我们慢速走到啊我们的外缘上。 那么重点内容是我们的机器二的二型的编程,首先机器二 w 一点五啊,微向每次移动一点五毫米,而零点四啊,每次退刀零点四毫米。 g 七二 p 一 k u 二, p 一对应 n 一, k u 二呢,对应 n 二啊,是我们的一个循环的初时段和中指段, u 零点二啊,是指的我们 u x 方向留零点二毫米的余量。呃, w 方向呢, 不允许留余量啊,注意极限的二型 w 啊,也就是长度方向不允许留余量啊,必须为零 f 零点一四是我们的走道速度。那么 n 一啊,我们 g 零 z 负五十四,定位,定位到我们这个 z 项最终坐标 幽灵,注意, gc 二的二型第一段当中必须有幽灵这一段,否则的话为一型 g 幺 g 零幺 x 五二切削到槽底,也就是我们槽的啊,从最终五十四的位置呢,车道啊,我们第一个 卫星槽的斜面的位置啊,然后车到我们中间卫星槽的啊,中间那个平底的位置,然后 n 二是我们从三十四点二的位置车回到 八十五 v 负十五的位置啊,那么这样呢,他就可以把我们的微型头呢加工出来, g 七零 peq 二京车 g 零 z 一百呃退刀 m 三零呢,程序结束 啊,下面呢,我们可以看一下他的一个啊走刀的轨迹啊,当然我这里呢仅仅给大家分享的是七七二二型啊加工这个微型操的一种编程方法, 大家要根据实际的啊自己的图纸去合理的运用。好,我们点击自动 点击图形啊,这是刚才我们呃已经这个验证过的一个呃仿真轨迹。好,我们再次把它擦除啊,擦除之后呢,我们从头看一遍他的轨迹,好,我们点击喜欢。 好,那么通过加工来看啊,我们的实际呃刀路是没有任何问题的啊,也通过仿真可以把这个零件完全加工出来 啊,后面呢是我们在纺织软件上的一个实际加工。好,接下来视频就分享到这里啊,就是我们呃机器二指令啊加工 呃微型槽的一个详细编程方法,后面我们把图纸啊和我们的程序放在视频的最后。好,我是王老师,咱们明天继续分享生物加工的 其他精彩内容。好,再见。
1131德州数控达人新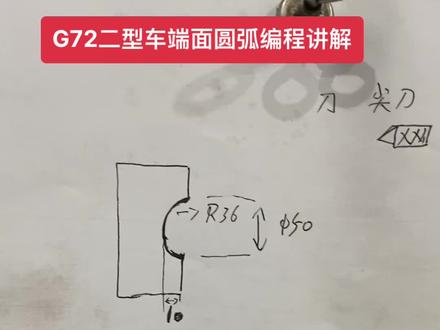 02:14查看AI文稿AI文稿
02:14查看AI文稿AI文稿今天我们吃这个平面圆弧啊,这个二二三四六啊,这个大大头外圆的话是五十啊,这个长度十个长,我们刀用尖刀,车啊,我们用那个机器二二型的车,我们看这个程序 啊,七零五零五的话到 m 三 s 九百转啊,七零 x 五十 z 一啊,定位定量五十 z 一 一千二, w 一二二一 w 一就是每刀切一个毫米二二一是退刀啊,两个毫米啊, 一千二, p 一 q 二 u 零点 w 零点一, f 两百 p 一对应起步, a 一 q 二对应结束。 n 二啊, u 零点就是外 不丢机车余量啊,二型的话花园不丢机车余量啊, w 零点一啊,长度有十个是金车, f 两百是走道啊,库车走道啊, 如果编辑一九的话是 f 零点二啊,零点二左右啊, a e z 零啊,幽灵啊,靠近这个加封面。 z 零啊,二型加个幽灵点 啊,然后 g 三 x 零,内负十二三四六,内负两百啊,我们车这个圆弧啊,这个 x 零啊,然后 n 二 g 幺内一啊,配到 好这个程序结束了啊,然后继续 p q 二进车啊, m 三 s 一千三百转啊,变成是转速啊,进车转速打快一点, 然后距离 z 三十啊,推到 m 五个卡盘, m 三零可以结束,有的赛场用不了那个 gt 二二型的话我们可以用 gt 三啊,仿轮廓加工啊, gt 三的话我前面编的也有啊,你们可以去看一下。
1270我本善良(重庆 ) 03:29查看AI文稿AI文稿
03:29查看AI文稿AI文稿大家好,下面使用平端面粗车循环指令 g 七二的二型对端面进行一个加工,你看一下程序, 这个程序是在这个端面上面进行一个 t 型槽和一个这个圆弧槽的加工。程序的开始是 m 三 s 两千,主轴正转, 嗯,转数是两千转,然后使用 t 零七零七表示第七号刀的七号刀,然后 g 零零 x 二十, z 二就是起刀点在这个位置, a 点这个位置, 这里就是 x 二十 z 二的地方,然后是 g 七二, w 二二一, w 二是吃到量,二一是退到量,然后 p 十, q 二十是指定轮廓所在的程序段, u 和 w 分别指定精加工的余量, f 零点五是每转净给零点五毫米,第一行 n 幺零, g 零零, z 零 u 零就是到这个位置到 b 点,因为 b 点这边就是 他是在弓箭圆点这边还要加一个右零,就是让启用 g 七二的二型,然后到 b 点,然后从 b 点到 c 点,就是 x 四十 z 负七点五的地方就在这个地方,这是 c 点,然后是到 d 点, x 方向到六十,然后再到 e 点, x 七零 z 负一的地方, e 点,然后下面是 f 点, f 点是 x 八十八,这道就是直径到八十八的地方,然后这边是 一个顺时针的圆弧,用 g 零二 g 零二的终点坐标,他是在直径在一百一十的地方, z 是负一, 然后他的半径是五点五, g 七零就是对这个刮好了之后,对这个 轮廓在进行一个精精加工,然后退刀退到 z 十的地方。程序结束,下面我们来模拟一下, 设置一下弓箭,然后切换到自动模式,按循环启动。
146格雷西姆 02:03查看AI文稿AI文稿
02:03查看AI文稿AI文稿今天给大家讲一下端面平底的加工方法,对于这种平底孔的加工方法有很多种,可以使用 u 钻先把孔打开再进行加工,但是很多时候由于各种因素的限制,导致无法用 u 钻加工,这时候我们可以直接用刀去进行加工。 刀具加工时,装刀和选用刀具非常重要,应该注意的事项有以下几点。首先选用合适的刀具,而刀杆不能太粗,因为刀尖必须过中心, 装刀时刀尖必须与车床主轴中心高度一致,不能高于或者低于车床中心高度,否则会在弓箭端面留有凸台,而且刀具极易损坏。接下来的编程就简单多了,视频中加工的是三十的内孔,深度十二号 毫米,在加工时选用了十二毫米的七十五度刀杆编程,采用 g 七十二段面循环加工机灵, x 三十二 z 一刀具快速移动到 x 三十二 z 一的位置。 g 七十二 w 一二零点五 g 七十二 p 一 q 二 u 服零点五 w 零点一 f 零点二表示使用 g 七十二端面循环加工 c 轴,每次进刀一毫米,退刀量零点五毫米。 选好 n 一到 n 二程序段走道量为零点二毫米,没转端面留零点一毫米的精加工余量,内孔留零点五毫米精加工余量。 n 一 g 一 c 一二 g 一 z 零 g 一 x 三十 w 负一 n 二 g e x 负零点五表示车刀移动到端面到 c 一的角,车销孔深度十二的平底面 g 七十 p e q r f 零点一表示精加工。好了,今天的视频就分享到这里,感谢大家的观看。
 01:47查看AI文稿AI文稿
01:47查看AI文稿AI文稿今天给大家讲解一下这个图啊,用 g 七二来加工啊,我们用三毫米的切槽刀啊,这是我们槽的一个大镜,五十已经四十,中间这个宽度是二十五,然后两边锥度的话,一边是十个啊, 这这个点到这个点的距离是十个。然后我们来看一下程序,前面 m 三 s 五百是主图,正在每分钟五百转,选用一号刀,一号刀五 m 零八开切宵夜好,三毫米切草刀机灵。 x 五十一 z 十,首先是一个 s 和 z 的一个定位,定到 zf 十三的地方 啊,热敷十三个地方就是我们的一个热方向的一个起刀点啊,因为要把刀宽涮进去,所以说过来的三毫米负十三, g 七二 w 二,每刀的直接方向的持刀量两毫米二,零点二是退刀量。 g 七二 p 一 q 二,摄影下面 n 一 n 二啊,比如零点二的话是预留的新加工余量,零点二 w 不流量啊,我们 g 七二的话 w 这个 g 七二二型的话 w 不能流量,流量的话好的特别会过切。 n e g x 五十 f 十三啊,记住第一行我们用 g 七二的二十,第一行一定是两轴啊,要写两轴的 x, 这些都要写上去。 下面 g x 四十 w 负十,车他的右侧臂啊,右侧臂 g e w 负二十二,那你为什么是二十二?因为我们朝底是二十五个宽,我们减去一个刀宽,所以说是二十二个长啊。 g x 五十 w 副十是车我们的左侧的一个侧边啊,车左朝的左侧的一个侧边 n 二 g x 五十一啊,退回我们前面的定位点,五十一 x 两百,退到 m 三十,程序结束。
1910数控车床编程入门到精通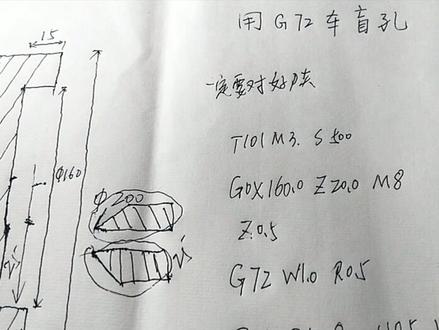 08:01查看AI文稿AI文稿
08:01查看AI文稿AI文稿今天有朋友在问我用机器二来吹盲孔怎么样来编程, 我来讲一下怎么变成了机器二?车盲孔其实非常简单,像我画的这个图,大镜是一百六,大镜两百,中间这个盲孔的,呃,应该是内镜吧,内镜 一百六,然后他的深度是十五,我们应该怎么车?这个用机器二一把刀,但是一把刀的话,车是可以车,我也经常看到人家有车理车头用机器二一把刀,但是很容易,你如果刀尖对不好,他一定要 一定要对好刀尖,要不然的话他 他会崩认了,你走到这个中间这个零点的时候, s 零点的时候他很容易崩认。但是我们今天只是来讲机器二应该怎么车, 怎么怎么编成的,这个非常简单, s 一百六哈,然后我们编一下 t 幺零幺 m 三 s, 呃,因为外径比较大,我们给他转速慢一点, s 五百转吧, 其实四五百转就可以了。然后 g 零 x 这个既然是做一百六,那么我们就定位到一百六 六十点零, z 二十点零 m 八,为什么要定位到 z 二十点零呢?就是以 以便方便于我们观察这个刀,我们单段过去会不会撞刀啊?这对刀有没有证据?这是观察用的,然后其实你有没有无所谓,老鼠不用也可以 一点五,然后可以这个时候就记七二了,记七二 w 一点零,就说每次车身一点零,然后二零点五,这个时候第二个记七二 p 一 q 二 u 零点五, w 零点一, f 零点二吧,然后按一,这个地方很关键,进一一定要写成进一,你如果写进 的话,他他会直接撞上去,撞上去虽然撞到不严重,但是有可能会不是记忆 z, 他就是说慢慢垂下去,以记忆的速度靠近弓箭,然后撤下去,记忆 z 负的十五点零, 内部十五点零,然后写一个 f 零点一吧,金车给他,速度慢一点,我的关节度会好一点,粗糙度,然后 这个就非常简单了,当然我这个是没有倒角的,你要倒角的话可以自己去编一个倒角,然后记一 x 多少呢?负一点零吧,负一点零,然后 a 二 w 一点零 就可以了,然后然后 g 七零 p 一 q 二 g 零 v 一百五十点零, m 三零,当然这个地方可以,你 g 七零可以分开写这个,或者说中间加一个,然后 g 零 x 一百六十点零, v 零点五,这是防止撞刀用的,你可以加一步,这也可以,当然直接写也可以,看你是生,如果是新学的,你就加一个,然后不容易产生撞刀,或者是分开写, 如果是老手的话,注意的话直接写也可以,也可以,也可以,这个就就是这样编成了,非常简。 他的刀路是什么样子,我们看参考这个图,他就是从一百六,假设这里这个地方是一百六,然后我们的刀进去, 进去一刀,哎,走到这里了,切一刀,切到 s 负一,然后再回来,回来了然后又回来,回到这个这个位置,他一般是退零点五,因为我们退设置的是零点五,然后走到这里,再往下切身一毫米,然后走到这一回来, 哎,反正反复的循循环,慢慢走,慢慢走,一直走到十五十五多毫米就可以了。要注意刀不要碰,刀碰你要看好啊,这个刀不要碰到这个内壁,内壁这里不要有任何的碰撞就可以了,只要你刀对的好,还是可以车的,尤其是车里车桶 这些东西,先吃尼龙更不用说了,是可以吃的,你可以放快速度一点都可以。但是还有一种方法,我,我是听那个 听网友朋友们给我说的,他说这个东西呢,你如果怕崩刃的情况下,你就用寄灵记忆来编,可以分为两把刀,第一把刀呢,我们的刀尖形状是这样子的, 就是一把正手刀是这样的, 刀尖形状是这样的刀,然后还有一把刀正好是相反的,这样的, 这样的有什么用呢?就是说你,你先用这把刀,先用这把刀 金车从这里定位,然后假设这里的地方从这里开始车,然后车到这里来,车到这里来,然后这个位置呢,这个距离呢刚好假设这个刀宽度是二十五,那么你这个位距离留出来二十五或者大于二十五的宽度, 然后第二次换车,一个位置出来之后呢,换一把刀,哎, 换换这把刀,然后往中心来,车这个地方呢,这个时候呢,就能避免你走到中心的时候崩刃的这个现象,因为这两个刀尖不同,我们有经验的去知道,你如果这样子,这样 这样子啊,尤其是那种桃型刀之类的,刀尖比较大的,走到中心很容易崩刃,但是你如果是这种刀尖形状的话,是反手刀直接过去的话,就不容易崩刃。所以说你一刀车 两毫米或者一个毫米也好,两个毫米也好,切一刀换一刀,然后再切一刀,再换一刀,也非常方便,如果你的是排刀架,那就更好用了,用这种两两把刀 我感觉非常好,他不会容易绷韧,但前提是你这个毛孔要够大,能够容得下两个刀的宽度。如果你毛孔很小,这把刀下去根本没有空间了,那肯定是不行的, 所以说你这个毛孔要大一点,这种方法还更好。我感觉是更好,反正今天关于 这个机器二车盲孔怎么变成就在这里了,非常简单。你就注意说这个记忆啊,婴儿记忆不要变成机灵啊,然后记忆, 然后这副十五 s 负一,然后二 w 一点零就可以了,然后这个加一个定位也也行,不加也行,分开写也可以,非常简单。 好了,今天视频就到这里了,谢谢大家,拜拜。
1640福州阿牛 04:18查看AI文稿AI文稿
04:18查看AI文稿AI文稿大家好,今天给大家介绍一下这一七二二型加工多面弧形槽的编程方法。我们看一下左边这个图纸,这个大镜是一百二十,小镜是七十二, 这里是二二的壶,这里是二八的壶,这里深度十。然后我们用二二的圆弧刀,采用 x 圆心对刀, z 正常对刀方式。 首先我们先开始程序, t 零幺零幺 m 零三 g 九九,下一行 g 九六 s 二零零。这里我们用的横线速度是两百,下一行 g 五零 s 一千两百, 最高转速是一千两百转。下面 g 零零,定位 x 一百二十 z 一,大概在这里下一行 g 七二 w 零点六二零五, w 零点六是我们 z 项每次加工的深度,是零点六啊,零点五是每次的退刀量。下一行 g 七二 p 一 q 二 w 零点五, f 一点五, p 一根 q 二就是我们京车开始和结束段号。后面的 w 零点五是指我们 z 项的一个京车余量,在这边我们 x 项没有加余量,在二型的加工一般我们只是单轴留余量。然后下面的这个 g 零 x z 的两轴定位 n 一 g 零 x 一百二十 z 零点五,让它执行我们二型的道路程序。再往下的话,我们就是正常的经车路径,我们按照圆心编程的方式走一道经车。首先 g 零一 z 零 f 零点二,到这 下面走这个二二圆弧, g 零二 x 一百一十二, z 负四二四。那么大家可能会问,这里不是二二的圆弧吗? 为什么是阿四?因为我们之前说过,我们是按球刀的圆心对刀,所以看这个刀路其实走的是阿四的圆弧, 所以这里 z 是负四,那 x 为什么是幺幺二呢?还是因为这里道路是阿四湖, 所以乘二就是八,一百二十减去八就是幺幺二。好,下一行从这里到到这里,走这个奥巴的圆湖, 同理,实际这里道路是 r 六的湖,就是 g 零三 x 一百 z 负十 r 六,下面 g 零一 x 九二走这个直线 到这里,下面还是这个二八圆弧,从这里到这里,同理和上面 g 零三 x 八十 z 负四而六 同理,下面是啊二的胡 g 零二 x 七十二 z 零二四。我们再使用这个二型的道路,在结束段的最后我们要加一个 z 项的定位,让它不小于我们起点定位 a 二 g 零零 z 一,后面就是我们 g 七零的一个精车了,当直行精车,我们的这个 f 零点二就起作用了,租车的时候还是按照上面的 f 一点五加工。 大家可以看一下程序 拿我们智能音 mastercam 二零二二数控车培训开始了,二十八节金奖课程, 全程网络授课,老师时时在线授课辅导,包教包会,学到会为止。感兴趣的朋友可以在评论区留言或私信。 好,今天就讲到这里,喜欢的朋友请点关注、点赞加收藏,谢谢大家!
2338铭军视觉文化 01:53
01:53 04:20查看AI文稿AI文稿
04:20查看AI文稿AI文稿大家好,这节我们讲一个 g 七十二镜像切削循环指令的编程实力。之前给大家讲过,理论上 g 七一能干的活, g 七二都能干,但为了提高效率和加工质量,两者还是有区别的。 大家看下面这两个零件,左边的就是适合 g 七十二加工,右边的零件适合 g 七一加工,因为 g 七幺和 g 七二的切销方向是不一样的,因为 g 七十一的切销路径是这样的, 它是沿击方向切削的,所以如果击方向比较长的话,用 g 七幺加工效率比较高,因为它的空左刀比较少,反之 g 七二是沿 x 方向切削。 那首先我们来看一下这个零件的草图,毛坯长度四十,外径六十一, 看一下产品尺寸,总长是三十八,大近六十,中近四十,小近二十。这里有个斜坡是三,这个是二二的圆弧, 这里 c 一点五乘以四十五度倒角,这一七二循环,他是这样,一刀下去退回来,一刀下去再退回来,这样循环,然后倒脚,这样从后面开始转过来,他正好和这一七一相反,这一七十一是从前面开始走,这样走 g 七十二是从后面开始。那我们看一下程序,首先开始 t 零幺零幺, m 零三, s 八百 g 九九下一行先毛坯定位 x 六一, z 二点五,因为毛坯 z 方向长四十零,建成品 g 方向长三十八,还有两个余量,所以给他定到 z 二点五,大概这个位置, 下面开始 g 七二第一行, g 七二, w 一点五啊零点五, f 零点二,这里就和 g 七一不一样了, g 七一这里是硬二,那 g 七二是 w 和 r, 是 z 方向的持刀量和退刀量。 第二行 g 七二 p 一 q 二,这里还是开始结束段哈,又零点一, w 零点幺,这里是京车余辆。下一行 n 一开始走轮廓, n e, g 零 z 付的十九点五,这个循环开始。 z 付的十九点五是怎么得的呢?我们看图纸,这里是十,这里三,这里五,一共十八,这里是一点五的道奖, 十加一点五就是十九点五,大概定位就在这个位置下一行 g 一 x 六十, f 零点二, x 走到六十,这里下一行 x 五七, z 负的十八, f 零点幺,这个就是这个位置到讲, 然后下一行 x 四零,这样走下去, x 是四十,然后下一行 z 负的十三,就是再走到这里,然后 x 二十 zf 时拉出这个斜度到这里,然后下一行 zf 二,走到这里,开始圆弧, 然后下行 g 零二 x 十六 z 零 r 二,这里就是 r 二的圆弧。下一行 n r g e x 负 e f 零点一五,循环结束,给它拉下去, 然后净车 g 七零 p 一, q 二, p 一和 q 二轻车走一遍, 最后 g 零 x 一百, z 一百,退到 m 三零,程序结束。好,大家可以看一下程序,今天就讲到这,感兴趣的朋友请点关注、点赞加收藏,谢谢 大家!
3594铭军视觉文化






