rc3 4螺纹锥度计算公式

粉丝9418获赞5.1万
相关视频
 01:58
01:58 01:28查看AI文稿AI文稿
01:28查看AI文稿AI文稿大家好,我们来看一下 r c 八分之三这种锥度管螺纹是如何编成的,这种螺纹呢?它是这种五十五度的锥度管螺纹啊,我们用这种乌钢的螺纹洗刀来进行加工, 我们看下程序,进入建模模块,我们先画个孔,孔的大小就选择八分之三啊十九芽,然后进入这个编程模块, 选择螺纹洗,指定这个特征几何体。好,这个刀具我们定义一下刀具直径,我们给个十个毫米,就是这地方啊,它最小的地方是十个,我们就输入十 罗距的是花一十一点三三七,就是二十五点四,除以十九,它一英寸上有十九个牙,就是一点三三七这种单词的。 现在的程序呢,就是这种下面小上面大,如果说是全尺的,我们随便给一个,比如说一百三十三点七, 给个一百也可以啊。好,我们这再生成一下,我们可以看到他就是一刀了啊,这个就是我们这个锥度管螺纹的编程方法。
 04:13查看AI文稿AI文稿
04:13查看AI文稿AI文稿好, r 四分之三的这个锥度螺纹如何用 gt 六指令呢?呃,进行一个编程加工啊,今天呢,我就利用这个时间呢,给大家分享一下啊,用 gt 六指令 啊加工二十四分之三的锥度螺纹的详细编程的方法以及参数。呃,正确的设定好,下面我们进行一个呃详细的讲解。 好,我们看一下这个 r 四分之三螺纹用 gc 六编程的详细方法。首先我们看一下这个一比十六的这个含义,那么从图纸中可以看出,呃,一比十六的是标准的一个锥度螺纹,那么一比十六 呢,其实就是指的我们在加工这个锥度的时候呢,哎,长度上每移动十六毫米,那么直径上呢,就会相差一毫米啊,这是他的一个实质啊,所以说呢,我们得出呢一比十六呢啊,他就是等于零点零六二五, 那么我们通过查找得出啊,这个螺纹他的大头直径是二十六点四四一,小头直径呢是二十五点零零三。 那么呢,我们就可以得出啊,锥度螺纹编程时,这个 r 的啊数值,它等于呢大头直径减小头直径除以二,再除以螺纹长度乘以螺纹的总长,最后算出来呢,等于零点七八。注意啊,外锥度螺纹为负数,内螺纹呢为正数。 好,第二个啊,我们查表得出啊, r 四分之三的螺纹呢,螺距等于一点八一四,牙膏呢就等于一点八一四啊,乘以一点三,除以二等于一点一七九,小径呢就等于啊大径啊, 减去啊我们的两倍的牙膏啊,就等于二十四点零八三。好,我们重点看一下这个机器六的一个编程 好,七九九,每转晋级七九七,横转速啊,螺纹加工的转速不能变化呃, m 零三 s 六百,主轴转速每分钟六百转 g 零 x 四十五 z 二是我们加工锥螺纹的一个定位,注意这里是二,是和我们这边啊,螺纹总成 好对应好。机器六 p 零幺零五五五啊, p 零幺啊,精车,螺纹精车一次零五呢是我们的退尾量,五十五呢是我们的音质螺纹的压性角度五十五度 q 一百啊,在这里呢指的是我们罗文在呃加工时呢,他的一个呃,最小的余量是一百微米啊,最小的加工是一百微米二零点零五是我们的精车余量啊,相当于就是五十微米 呃, g 七六 x 二十四点零八三,小径啊,车道二十四点零八三 z 负二十四,螺纹长度 p 幺幺七九啊,是我们的牙形高度一千一百七十九微 q 四百,我们螺纹加工时第一刀持刀的深度是单边零点四毫米,而负的零点七八是我们螺纹加工时这个 r 的值为负的零点七八 f 一点八一四啊,是我们螺纹的螺距 z 零 g 零子一百退刀 m 三零的程序结束啊,那么这个二十四分之三的这个螺纹的加工呢,实际上重点考察的是我们这个在加工之前 啊相关参数,他的一个计算啊啊,一个计算方法。好,今天的视频呢,就分享到这里啊,咱们明天呢继续分享数控加工的其他内容啊,我是 模式,咱们明天见。
1950德州数控达人新 00:38查看AI文稿AI文稿
00:38查看AI文稿AI文稿r 四分之三锥度螺纹怎么编成 g 九九,每转禁给 g 九七横转速,我们用 g 七六来车。 p 零一是精车一次,零五是螺纹退尾量,五十五是芽型角度,五十五度。 q 一百是最小加工,余量一百微米。 r 零点零五是京车,余量五十微米。 x 二十四点零八三是小静。 z 二十四是螺纹长度, p 幺幺七九是牙膏,小静牙膏计算过程,上个视频已详细介绍。
1203数控编程培训蒋蒋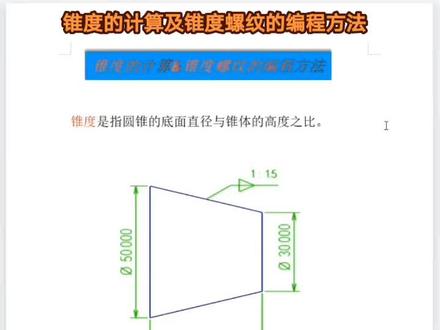 04:29查看AI文稿AI文稿
04:29查看AI文稿AI文稿我们讲一下锥度的计算及锥度螺纹的编程方法。 锥度是指圆锥的底面直径与锥体的高度之比,比如这里告诉你小头直径三十,大头直径五十,锥度比是一比一点五,然后我们要算这个高度 l, 然后我们利用公式,大头大径减小径比上高度等于一比一点五,我们可以算得 l 等于三十。 我们再看另外一种标注,它这里只标注了角度,没有告诉你锥度笔, 那我们可以知道这一个角是这个角的一半,然后我们利用三角函数对边比零,边等于摊减 off, 这十比这个 l 会等于这个角度的一半的正确值,然后同样可以算得 l 等于三十。 那锥度螺纹的话,它的计算方法就是这个 r 的锥度值,就是用小端的直径减去大端的直径除以 r 外楼 螺纹开始负值,外螺纹是,而负内螺纹而是正的,因为内螺纹它是用大头直径减去小头直径除以二, 跟外螺纹相反。比如我们加工 m 五十乘二的锥度螺纹, 这里是我们的进刀延伸量,比如我们进刀延伸五个毫米之前是三十长这一段距离,这一段 在这里我们也可以算出来,等于十就是五十减三十除以二,就是这一段的距离等于十。然后我们要算这个 r 螺纹堆度, 那我们就是高度,三十比上十会等于三十加五比上二,三十比上十等于三十加五比上二, 那二等于十一点六六七,那我们外螺纹的话,是啊负,那就是啊负十一点六六七,那螺纹底径。咱们计算 螺纹底径等于,我们首先要算出牙的高度,牙的高度用零点六四九五乘以二, 这样就是螺纹的高牙的高度,我们因为是双边直,直径边长要再乘以二,然后用五十减去这个数,等于四十七点四零二,这是我们的螺纹底径, 然后参去楼下 定位到第一点四十九点五,然后油温长度三十 定位到 z 五这个位置啊, r 负十一点六六七 f 二, 螺纹底径四十七点四零二,然后退灯。
40风吹沙 00:08
00:08 06:49查看AI文稿AI文稿
06:49查看AI文稿AI文稿啊,上个视频教大家,哎,怎么样查最多的表格啊? 这个视频呢,主要是给大家分享怎样把我们所查的数据啊,查表所在的数据,计算出我们产品的大小头啊,我们以 n p t 四分三的落为为例啊, 我们查别所得,他的大进是二十六点五六八,基础距离是八点六一啊,他们是什么意思呢?这个昨天给大家讲过啊, 这个基础距离八点六一,他是从这个产品的端面量过来, 八点六一啊,这个长度是八点六一,对不对?然后对这个直径,对,这个直径啊,他是二十六点五六八。 好,我们知道这个关系之后,我们怎么来计算出这个产品的小头? 这边小偷啊,我们要计算他不知道他多大,但是我们相对的前面不是有个大镜吗?对不对?二十六点五六八,我们要求的是小镜,那么小镜的 这个锥度公式是什么呢?小径他等于大径,减去锥度比乘以长度好,那么大径是多少?这里二 十六点五六八,对不对?追度比一比十六。这个上期给大家说过啊,追度罗,那追度比是一比上十六啊,然后长度是多少?长度就八点六一,对不对? 好,我们把这个哎给他算一下,怎么计算呢?首先我们 在这个过算式里面啊,二十六点五六八,减去一除以十六,乘以八点六一。那么在这个算式里面有乘除,要先算乘除啊, 一比十六就是一除以十六啊,我们算一下,一除以十六等于多少啊?一除以十六 等于多少?等于零点零六二五,对不对?我们再乘以他的长度八点六一,再乘以八点六一 等于多少?等于零点五三八,对不对?零点五三八,算出来就是零点五三八。然后我们用二十六点五六八减去零点五三八, 二十六点五六八减去零点五三八 啊,等于多少?就等于二十六点零三,二十六点零三。这个二十六点零三是什么呢?他就是 我们所求的小件的尺尺寸,这里啊,这个位置就是二十六点零三啊, 好,那么我们把这个小镜的二十六点一三给算出来了,然后我们怎样来算这个大镜 啊?这边是算出来是二十六点零三啊,这里是零三。 好,那么大镜怎么求呢?大镜就等于小镜加上锥度比乘以长度,如果我们要做一个长度为三十的 追度螺纹啊, npt 四分三,长度为三十的一个外螺纹,那么这个大地怎么计算呢?首先我们来看大地公式, 大镜等于小镜加上锥度笔乘以长度啊,那么小镜是多少呢?小镜是刚刚我们算出来的这个二十六点零三啊, 然后加上追度比追度比多少?一比十六,长度多少呢?长度就三十,对不对?一除以十六 乘以三十啊,然后用二十六点零三哎来加上他 啊,就等于大劲,对不对?算一下。好,刚刚我们算过啊,一比十六就是一除以十六,一除以十六 等于多少?等于零点零六二五,再乘以长度三十 等于一点八七五,对不对?我们再加上这个小径的尺寸,二十六点零三 等于多少?二十九,二十七点九零五啊,这算出来就是二十七点九零五。好,这样的话,我们的追座人 大头小头就已经计算出来了,那么大小头计算出来是不是就可以挑螺纹了?不是啊,如果我们还要从这个位置到一个角去毛刺的角 啊,要怎么计算呢?好,这个视频就先分享在这里啊,由于时间关系,下个视频继续跟大家教你这个倒脚的这个起点重点 怎么计算的问题。好,谢谢大家再会。
249数控编程--欣然 24:55
24:55 02:08查看AI文稿AI文稿
02:08查看AI文稿AI文稿好,这个视频啊,教大家哎,怎样计算最多的问题,这个 r 值啊,这个计算最多的 r 值呢?他有个公式啊,公式就是什么呢? 起点之境减去终点之境之差除以二啊,记住是起点之境减去终点之境之差除以二啊,什么叫之差呢?就是先算减号啊,括号括起来的啊, 然后我们还是以这个 npt 四分三螺纹为例来计算啊,我们算出来的这个起点直径是多少呢?二十五点八四,终点直径是二十七点九零五啊, 那么这个二的值是多少呢?就是用 二十五点八四减去二十七点九零五之差除以二啊, 大家算一下啊,就是等于负的一点零八二五,一点零三二五啊,因为二十五点四减去二十七点九零五,他是得负数啊,起点直径减终点直径 这个 r 啊,说到这里呢,就要给大家说说啊,这个 r 是代表的是什么意思啊?他就是跳坠子落的一个锥子啊, 椎度螺纹,他的格式啊,是什么呢?你看 g 九二调螺纹对不对? x 是直径,直,方向是长度,二直就是我们的椎度 是 f 或者 i 就是工智螺纹的逻辑, i 就是音质螺纹的芽素。好,这个视频就分享到这里啊, 下个视频教大家怎样把音质龙纹的牙速转化成工智龙纹的牙具。好,这个视频就分享到这里啊,感谢大家的收看,再见。
214数控编程--欣然 04:14查看AI文稿AI文稿
04:14查看AI文稿AI文稿在日常生产中,像这样的锥螺纹我们应该怎样去编程加工啊?今天咱们锥螺纹的型号呢是 m 三十乘一点五,锥螺纹的长度呢是二十八毫米, 锥螺纹的小径啊,刚才也说了是二十八点二五,那么标准锥螺纹他的锥度比是一比十六 啊。然后我们呃现在具体看一下他的编程方法,一起来看一下这个 g 九二指令加工锥螺纹的一个程序。 呃,首先 g 九九每转晋级 g 二幺公制编程单位呢是毫米 m 零三,主轴正转 s 六百每分钟,主轴旋转六百转。那么二号刀呢,就是一点五毫米定螺距的螺纹刀片 呃, g 零零 x 三十二,这里我们外圆呢,车到了,最大直径车到三十,所以这里啊,我们按照大镜来进行定位啊,比大镜呢大两毫米 呃, v 三,长度定位是两倍的螺距。注意,这里的定位与我们的 r 值是有直接关系的啊,一会我们要进行讲解,九九二 x 二九点二啊,螺纹第一刀从三十车到二十九点二,长度二十八毫米。 呃,锥螺纹的车削 r 值负的零点九七,也就是说一会我们车螺纹的时候呢,要从螺纹的最小端向最大端呃进行车削,所以说这里是负值 f 一 点五螺纹的螺距 啊。第二刀 x 二十八点六,从二十九点二车到二十八点六,再从二十八点六车到二十八点三,最后呢,我们加工到直径二十八点二的位置之后进行退刀。好,那么我们这里呢有两个问题,第一个问题呢,就是 r 值是怎么算的? 这里的 r 值等于啊,锥螺纹的大径减小径除以二,再除以锥长再乘以锥长加 z 向的定位,那通过计算呢,等于零点九七, 这是第一个问题,第二个问题呢就是我们啊在加工当中,这个螺纹的锥螺纹的小径是二十八点二五。啊,我们在视频的最后再解释这个问题,下面呢我们先把这个螺纹给它进行实际的一个加工。 好,我们在这样的一个位置呢,点击的是自动,然后点击位置,在位置程序界面我们点循环启动。 好,现在可以看得到啊,我们螺纹啊加工已经 啊罗锥螺纹的加工已经完成,我们说一下这个锥螺纹的小径是怎样计算出来的,那么通过图纸我们可以看到锥螺纹的大径呢是三十,小径呢是 未知,长度呢是二十八。啊,咱们呃螺纹刀的这个 z 向的定位,我们按照三来进行计算 啊,那么这个锥度呢,就 c 呢,就等于啊大径减小径除以锥长啊,那么大径减小径呢,就等于锥度乘以锥长,然后呢小径呢,就等于大径减去锥度乘以锥长 啊,那么通过计算就等于三十减呃一比十六,再乘以二十八,最后得出等于呃小径等于二十八点二五。
397德州数控达人 00:37查看AI文稿AI文稿
00:37查看AI文稿AI文稿老铁们,你们见过这一组代码吗?包括它里面每个字母的含义,它表示的是什么? 这组代码在数控车床编程中是经常用到的,是最实用又好用的一组代码。 今天就让大家先熟悉一下这个代码,明天我们接着讲它的每个代码的具体含义和用法,包括这个追度的计算方法和表示方法。好了,朋友们先下去好好的看一下。
597北斗星数控车床








