注塑pet熔接痕迹怎么解决
注塑成品出现溶解线如何解决?一、汇合线的位置离胶口越积越好。二、进胶点的数量能少则少。三、排气一定要好,这样不仅能够很好的解决溶解线的问题,还能使塑胶流动性更好。 四、模具的温度能高就不要低,当模温变高时,溶解线的痕迹通常都会有所改善。

粉丝32.6万获赞293.3万
相关视频
 01:06查看AI文稿AI文稿
01:06查看AI文稿AI文稿注塑加工中遇到产品表面有溶解线,大家是如何解决的呢?一除二的产品胶口是边缘胶口, 可以看到我们产品表面有溶解线,大家是如何调工艺参数的呢?是不是增加我们的料温,增加摩温,让产品溶解线变淡一些,这是常规的思路方法, 我们还可以通过调试射出的快慢速来对比一下我们溶接线的位置或者说形状是否发生变化,或者说是否有更好的变化趋势呢?这是工艺方面。那么我们要彻底解决溶接线要怎么做呢? 首先我们通过短摄的方法改变 vp 的位置来看溶解线它到底是如何产生的,然后我们通过模具产品背面看一下能否加胶,加些胶来让溶解线的位置发生变化,彻底的让我们的溶解线 不会出现在产品的表面,这里有溶结痕的解决方案,设计改良各种缺陷,我们要怎么去处理?缺陷的判定依据,排查步骤,还配备了几百张缺陷彩图供你学习。一本新手值得参考的书籍。
1027注塑达人(人才赋能) 01:23查看AI文稿AI文稿
01:23查看AI文稿AI文稿还是不快走凉了这这是中间痕的形成原因有很多啊,你像从工艺方面啊,材料方面,模具 方面啊,包括设备上啊,都有可能出现问题来形成结合。像材料方面,材料方面主要就是流动性差。另外一个呢,是从工艺上进行调节啊,这个也是最方便最好最有效的一个办法, 问题键都是通过调节工艺就可以进行改善。首先呢,可能是因为住宿时间短,注射的压力和速度有点高了,材料呢,在高速高压下还来不及降温,就会推至汇合处,速度降下来啊,让腔内的空气有时间排出,这样会对 裂痕有所改善。再一个呢,就是温度上把温度调高一点,如果温度高了,材料的粘性就会变小,粘度小了流动性也 会相对好一点。其次呢,降低磨具的合磨力,这样呢有利于排气,对于流动性好的 产品来说呢,就要小心会产生飞边了,怕麻烦的话可以尝试一下改改过去,增加几个排气,这样效果会更好。最后可以试一下提高螺杆转速啊,材料的粘度降下来,另外提高贝压,让密度增高,把料打的更。 最后呢,脱模剂,尤其是含硅的脱模剂,能少用尽量少用,这种脱模剂和料不相容的,很容易产生这种溶解线。
156塑良良 01:11查看AI文稿AI文稿
01:11查看AI文稿AI文稿住宿加工中一道产品表面有溶解线,大家是如何解决的呢?我们来看一下这张图,一出四的产品胶口是边缘胶口,能看到这边呢,我们的产品表面有溶解线,带了注塑工艺,如何挑参数呢? 是不是增加我们的料温,增加魔温,让产品表面溶解线变淡一些,对吧?这是常规的思路方法, 我们这边思路通过调整我们的色素慢速和色素快速来对比一下我们溶解线的位置或者说形状是否发生变化,或者说是否有更好的变化趋势呢?这是工艺方面, 那么我们要彻底解决溶解线,我们又如何做呢?来想想哦。首先我们通过短色的方法改变 vp 的位置来看溶解线他 到底是如何产生的,然后呢,我们通过我们的模具产品背面看一下能否加胶,加一些胶来让融进的位置发生变化了, 彻底的让我们的溶液线不会出现在产品的表面,大家理解吗?
1326艾注塑(收徒中) 00:27查看AI文稿AI文稿
00:27查看AI文稿AI文稿注塑成品如何解决溶解线如何解决这个问题呢?给大家提几个建议,一、汇合线的位置离胶口越近越好。二、进胶点的数量能少则少。三、排气一定要好,这样不仅能够很好的解决溶解线的问题,还能使注胶流动性更好。 四、模具的温度能高就不要低,当模温变高时,溶解线的痕迹通常都会有所改善。如果大家还有别的想法,欢迎补充在评论区。
428智慧星制造 00:16查看AI文稿AI文稿
00:16查看AI文稿AI文稿注册产品溶解痕改善方案,第一,提高模具温度。第二,调整注塑速度。第三,全面做排气。第四,保持模具表面的清洁。第五,调整注塑压力和补缩压力。第六,合理设计胶口的位置。技术感兴趣可以点赞加关注啊!
291塑胶模具设计飞扬 01:40查看AI文稿AI文稿
01:40查看AI文稿AI文稿翟总啊,你看你们做的这个产品,这几处溶解线也太明显了吧,你们这个产品做的也太垃圾了,看一下啊, 哦,这个产品是那个我们第一次试抹的样品,这个产品的材质是 pc 的材质, 然后我们撕完膜之后呢,我们分别在这几处的这个溶液线这个位置啊,加了排气,加完排气之后我们进行了第二次撕膜,我们在第二次撕膜的时候呢,把料温加到了三百一, 把那个上摩温度加到了一百六,把项目摩温加到了一百二,你看我们第二次试模式甩的样子,嗯 啊,你们看一点都没有了,嗯,这个上面确实做的挺漂亮, 那是不是说所有的产品都可以做到这样子,这个是绝对没有问题的,但是一定要做好以下的几点, 这是第一啊,就是说模具的排气啊,一定要一定要做好啊,第二就是说这个模具的进胶位置一定要选择好, 嗯,第三在调试的时候这个料温一定要控制好,然后第四磨温也要控制好。 第五这个很关键,这个一定要有那种经验丰富的那种调剂师来调,只要是呢,以上这五点都具备了啊,想做的这种原液线一点都没有的产品绝对没有问题。
345余姚市深普塑料模具厂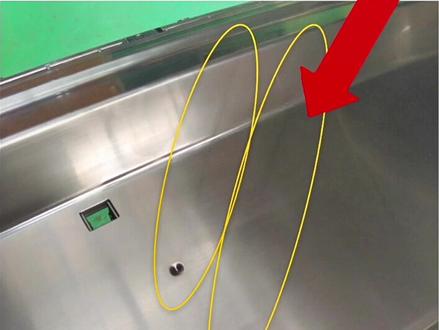 00:54查看AI文稿AI文稿
00:54查看AI文稿AI文稿昨天我们讲了如何解决塑胶产品留痕,今天我们来分享一下如何解决住宿产品的溶接痕。首先要知道溶接痕是如何形成。溶接痕是由来自不同方向的融融数之前端部分被冷却, 在结合处未能完全融合而产生的。一般情况下主要影响外观,对涂装点度产生影响,严重时对制品强度产生影响,特别是在纤维增强术之时。 一般常见的解决方法有,在工艺上可以通过调整成型条件提高流动性,如提高塑料的的温度、模具温度或者提供住宿压力以及速度。在模具上可以再出现溶接线的地方,增加模具排气, 选择合理的交口位置。如果使用针法热流到系统,可以通过持续控制器调整走焦,调整两股或多股塑胶汇合的时间和汇合的地方。
 00:29查看AI文稿AI文稿
00:29查看AI文稿AI文稿住宿成品如何解决溶接线?一、汇合线的位置离交口越近越好。二、进焦点的数量能少则少。三、排气一定要好,这样不仅能够很好的解决溶接线的问题,还能使塑胶流动性更好。 四、模具的温度能高就不要低,当磨温变高时,溶接线的痕迹通常都会有所改善。
317注塑达人(人才赋能) 01:47查看AI文稿AI文稿
01:47查看AI文稿AI文稿今天和大家说一下溶解痕,溶解痕呢,它的由于来自不同方向融融,疏脂前端部分被冷却,在结合处未能完全融合而产生的 融合出现在数字河流之处,两股数字和流相遇时便会逐渐融合,这个时候两者的温度越低,融合就越明显。由于融合处两股数字流并不会相互混合,因为在喷流中一边半空化一边前进, 因此如果温度偏低,表层就会变厚,温度就很明显,而且强度也会降低,这是因为两者的粘合力变弱所致。如果两股数字流的温度较高,粘合力便会增强,外观也就变得不是很明显。 在融合处,两种融化了的树脂受到挤压,此处的联合状态取决于施加在该处的压力。保安越低,融合就越明显,强度也就越低。此外, 如果胶和尺寸变小,胶和位置变差的话,则融合的外观和强度都会有的化。融合是数字的河流点,同时也有可能是流动的末端,此时如果你不在该位置很好的设置这个排气口来排出气体,则会使融合的外观和强度恶化。 一般情况下,容积很主要影响外观,对涂装、电镀产生影响,严重的时候对制品强度产生影响,特别是我们在做纤维增强舒适的时候。由于严重, 通常呢,我们可以参考四点予以改善,一、调整一下成型条件,你提高流动性,比如你提高数字温度,提高模具温度,提高注射压力和速度。 二、增色排气床,在溶解痕的产生处设置推出干,也有利于排气。三、尽量减少脱模剂的使用。四、设置工艺医疗,并作为溶解痕的产生素,成型之后再把它取出掉就可以了。听没听懂都点个赞呗!
1586注塑培训陈校长 01:13查看AI文稿AI文稿
01:13查看AI文稿AI文稿今天分享一下注触件溶结痕的解决方法啊, 根据咱们原材料适应的这个温度,设定稍微偏高的温度,增加这个原料的流动性,此产面为 abs 材质的啊,同时提高咱们模具温度,让两股容量的更好的融合, 如果模具排气足够好的话,也可以根据产品结构提高咱们的注射速度,防止容量过道冷却无法融合啊。 利用咱们磁动方法可以完美的解决这个溶结痕。视频下方有溶结痕的形成原因分析,咱们大家可以做的, 你们也可以把你们了解的方法打在评论区,让咱们更多住宿人谁直用 关注我,带你了解更多祝福知识!
341🇨🇳塑造未来 00:34查看AI文稿AI文稿
00:34查看AI文稿AI文稿今天我要来分享一下注册模具里面外观不良的问题,怎么样少花钱解决掉它。 你现在看到这条线呢,就是一个假水纹或者叫溶接线,看上去不美观,怎么解决呢?我们就用一个发热管,这个发热管大概五块到十块钱, 放入发热管以后让我们温发热,再做出来的产品就非常清晰可见,没有杂水纹了。
 00:38查看AI文稿AI文稿
00:38查看AI文稿AI文稿今天分享一下注塑件溶结痕的解决方法,根据咱们原材料使用的这个温度,设定稍微偏高的温度,增加这个原料的流动性,同时提高咱们模具温度,让两股容量更好的融合。 如果模具排气足够好的话,也可以根据产品结构提高咱们的注射速度,防止荣耀过早冷却无法融合。利用此方法可以解决溶结痕的问题, 大家可以做个参考,你们也可以把你们了解的方法打在评论区,帮助更多技术员学以致用,不理解的也可以看看左下角这本资料,这里详细的描述了缺陷工艺该如何去改善,模具怎么去处理。一本总结了众多住宿案例排查步骤的资料,适合住宿新人参考。
140注塑达人(人才赋能) 00:20查看AI文稿AI文稿
00:20查看AI文稿AI文稿关注区域 p e t, 获取 p e t 实时报价。


