机加工图纸里尺寸带h8什么意思

粉丝24.4万获赞29.9万
相关视频
 00:28查看AI文稿AI文稿
00:28查看AI文稿AI文稿纠结纠结,这图是不是少尺寸啊,上面连直径都没有,没少。这不是有个锥度符号,中间有条杠叫锥度比。他是大径减小径除以高。 所以我们在用无极剑魔的时候,可以利用他来计算尺寸。这里输入直径四十,高度三十,然后平度直径为四十,减高度三十,乘以锥度比三分之二。哦,原来是这样。这出图的有点东西。
1390UG设计小雅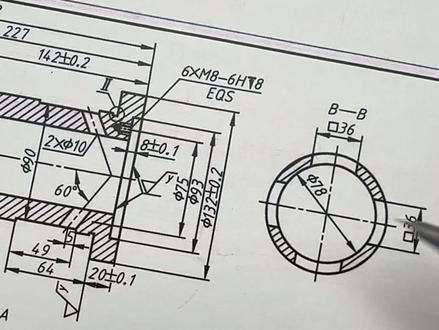 00:51查看AI文稿AI文稿
00:51查看AI文稿AI文稿这边这个尺寸标注到底是什么意思?六是表示数量,表示端面要加工六个一样的孔。 m 八是指螺纹孔, m 是 公制三角螺纹的一个代号,八是它的公称直径。 六 h 是 表示这个螺纹的中径公差等级。箭头八是表示这边这个螺纹孔加工完以后,它的有效深度一定要达到八毫米。 e、 q、 s 是 均布,表示这六个螺纹孔一定要围绕着七十五的圆周,加工的时候它的角度是平均分贝的。 这是各种螺纹的图形案例以及标注方式的讲解。这是各种立体三 d 轴侧图的图形案例讲解,这是各种异形件的图纸。零件图形案例讲解,零基础,想快速学会机械图纸,大家看这本书就足够了,简单易懂,不走弯路。
100数控图纸工艺 59:24查看AI文稿AI文稿
59:24查看AI文稿AI文稿从零开始,彻底的教会你机械助理工程师必备知识!本视频教程全长一千两百七十七分钟,耗时六个月录制,彻底的教会你机械设计的学习。 从零开始,带你逐步掌握整机设计能力,包含机械设计学习所需要掌握的所有内容,工艺处理、公差与配合、电机选型、材料选择、气动系统、传统系统。今天先带你搞定助理工程师必备的知识,公差与配合!为了让零基础的学员更好的学习,我准备了相关的学习资料, select works 练习处址,从零到一的教学视频,高校插件和机械设计标准建库我都打包整理好了, 需要的留个七十七报走。欢迎各位来到公差与配合专题篇。我相信很多新手朋友们都有这样的困惑,工程图里的尺寸公差几何?公差究竟该怎么给?所以从这个视频开始,我将教会所有新手朋友们什么是公差与配合。 同时我还为各位准备了很多的学习资料,包括我们课堂用到的这些课间以及右边的笔记资料,都是打包好了的,不要米,三个六,全部带走。 ok, 那 我们正式开始课程的讲解。首先来看一下什么是误差与公差,先来了解一下误差的概念,误 差的话就是测量的数值与参考数值之间的差异,什么意思呢?就假如说我现在有一个轴,它的轴径的话,我的参考数值是二十个毫米, 那如果说我测量出来的一个数值是一十九个毫米,他们两个之间的一个差额是一个毫米,这个差额的话也叫做误差。 ok, 那 了解了误差的概念之后,我们再来看一下什么叫做公差, 其实公差的话就是我们要知道在机加工的过程当中,你不可能保证所加工的尺寸和你所规定的尺寸完全一致,所以呢,我们就把 在加工里面的这样的一个误差就叫做了尺寸公差,也可以叫做简化的叫法叫做公差,他也就是在设计的时候所允许的偏差。好,我们来看一下啊, 下来的话,我现在就随便的给个数值,比如说给一个正偏差正的零点零五,再给负偏差负的零点零二,假设我的轴径呢,给一个三十毫米的大小。好,那你要注意啊,我们是确定的他的一个偏差是正的零点零五,然后呢他的下偏差是负的零点零二, 也就是说我只要是在三十点零五毫米到二十九点零八毫米,这两个 就是最大三十点零五,最小二十九点零八,在这个区间范围之内,我们加工才算合格的,就是允许你加工出现这样的偏差,但是如果你超过了三十点零五到三十点零六了就不行了。这边也是的啊,你不能再小,你再小小到二十九点零七,也就证明你这个 就是个不合格品,明白吗? ok, 那 我们讲到了这样的一个加工,现在我们再来看一下加工的话叫做数控加工, 数控加工就是用这样的一个数控机床啊,数控加工的话他的特点就是比较稳定,那还有一种的话就是人工加工,其实人工加工的话也可以就是用普通车床或者说普通洗床这样子, 但人工加工的话会存在呃,这样的一个特性,就比如说孔容易做小,然后呢?轴容易做大。为什么?同学们,你想 孔容易做小的话,如果是人工来加工的话,你把孔做小之后,如果你发现他小了,我是不是可以再给你做大?这是没问题的,但是如果一开始你就把孔做大,如果他大了,你想给他做小,就做不回去了。所以说孔 容易做小啊。好,再看那轴容易做大的话,他的理论其实就是一样的。你看轴的话,我一开始做这么大,是吧?如果说我发现他要是大了,哎,我可以再用车船给他车小没有问题,但是一开始如果说你把轴就 做小了,那后面你还能变大吗?就变不大了,那得增财是吧?很麻烦。所以说这个人工加工的话,就会留有一定的余量来进行调整。因此我们就知道了,公差他是有范围的。如果说公差的一个范围如果越小的话,我们就想一想, 范围越小,他的一个加工精度是不是就越高,那精度高了的话,他的加工成本也会越高,所以说我们要去选好公差的范围,好再来看一下啊。现在呢,我们看到这样的一个标准,公差等级的一个国标的表格看一下,我们也来拆一下这个表,很多同学也说不会看啊,你看这个的话是基本尺寸, 基本尺寸的话,还有一种说法叫做公称尺寸都行,基本尺寸是老说法,公称尺寸的话是新说法啊,都行。然后就是大于多少,大于零到三,大于三到六,大于六到十,就是这么看的。然后像这边的话,你看 it 一 到 it 是 八 it 的 意思,它是机械加工的一个标准,工差等级,你注意 机械加工的标准,工差等级它是国家标准而来的。好,再看。呃,可能有同学可能在这里会说,他 还见到有零级标准,或者说啊,有零零的,有零一这样的标准,对吧?这个的话用的不是很多,所以说在这里就没有归类,但是我们要知道就行了。好,再看,同志们,像这个一级、二级、三级、四级、 五级,就叫做公差等级,下方的这些数字呢,它就代表的是公差数值,你们要注意,这边的单位是微米,从这里进行断开啊,你注意啊, 从这进行断开,这边是毫米,也就说假设呢,我现在让你们去查一个基本尺寸是三十毫米的,然后我的加工等级是七级,对吧?我做到 it 七这样的一个标准。好,怎么查呢?这个表你就看。呃,这个地方你注意啊,一定是至 三十,而不是大于三十啊,不是,查左边,左边是大于三十,我们查的是到三十,所以是他。然后呢,再查 it 七,对吧?你这里画线一过来,再从这边一对应,其实对的就是他,这个是二十一微米,一定要注意啊,二十一微米,你画成毫米的话,就是零点零二幺毫米 啊,这就是他的一个公差的一个数值。好,那这个讲清楚之后呢,我们接下来再往后看啊,接下来的话啊,我们先看啊, 就是这个等级呢,我们刚不是说 it 一 到 it 十八吗?对不对?你要注意, it 五级,它是精度比较高的, it 十二级它的精度是比较低的,你要注意啊, 它的数字越大的话,代表它的一个加工是越粗糙的,它的数字越小的话,代表它的一个精度更高,它加工越精密, 所以说这个图的话,我觉得就非常的好。你看到没有, it 五级是高精度,表面很光滑。 it 十二级的话,你看没有,是低的等级,表面很粗糙。好,我们讲清楚了,接下来的话,同学们,我们再看 我们所说的公差等级的应用范围啊,其实对于像我们机械里面你们所需要去了解的,你看像这样的一个配合尺寸的, 他是在这个五到多少级呢?从五级到十三级的一个范围啊,是我们常用的好。再看像特别精密零件的配合的话,他是在二级到五级之间啊,二到五 其实二级会比较高啊,二级会比较高,然后你看刚刚我们说哎,这个的话在这里就有,是吧?零一到零的好,再看非配合尺寸的话,他是从一十二级到一十八级。 好吧,你的原材料,原材料基本上就是八级到一十四级,然后快规梁规的话,这个的话就是零一,这个你作为了解啊,零一到一级,然后梁规的话是一到这个七级,好吧,这是公差等级的一个应用范围,像常用的配合的话就是五级、六级、七级、八级。 同时我们要知道如果说他的公差级别越高呢,他的一个数字是越来越小的,所以说我们要知道,如果说数字越低, 对应的它的公差级别就越高,它的一个配合就越重要,同时它的一个粗糙度的话也就越低,代表表面更光滑, 高精度好。再看 it 五级的话,是属于非常精密的部位,就比如说我们的主轴,高精度分度盘的轴,这是 it 五级,还说六级、七级就稍微精度要低一点,这个是属于在重要的配合。那比如说我们的齿轮、 涡轮、连轴器、带轮,他都是用到六级到七级的公差,比如说是去测量他们的一个中心孔。好,再看我们那个 it 八级,八级的话就是中等精度,它是不是很重要的一个配合方式?那再高一级,比如说 it 九级是未注明的公差。 好,那还有最低的一级,像 it 十六一般就是原材料。这个视频我们来了解一下什么是互换性与标准化。 同时我还为各位准备了很多的学习资料,包括我们课堂用到的这些课间以及右边的笔记 资料,都是打包好了的,不要米三个六全部带走。 ok, 那 我们正式开始课程的讲解。先来看一下什么是互换性,就是说零件在发生损坏以后,我们可以用最短的时间去更换新的配件,这就是互换性的目的。 假如说一根二十个毫米直径的轴,对吧?他二十毫米是一个标准的,那他就可以说为是一个标准键。 那么假如说这个二十毫米的轴坏了之后,我马上再去用车削加工,给你加工一根二十毫米的轴,他的成本就会比较低。 ok, 那 假如说呢,是二十点六八八毫米的轴,他只能是一个定制键, 定制件,你去加工,他的成本就会高一点。所以说我们要知道互换性啊,为什么要有互换性?就是来帮助我们去省成本的。 ok, 我 们再来看一下互换性的种类有哪些?他有两种,一种叫做完全的互换性,一种叫做不完全的互换性。我们先看一下什么是完全互换性, 完全互换性就是零件在装配或者更换的时候,他不需要调,不需要修饰,不需要选,就是标准件,比如说轴承,对吧?比如说连轴器, 还有呢同步带,像这边的一个电机以及气缸。那还有一些像这样的一个易损件,就很正常的,比如说交电啊,我们电那个交电吗?这样的一个交电的话,他很容易损耗,所以说他也要做到互换啊,就便于我们去进行更换, 以及在关键工序容易坏的一些零件,他也要去完全这样那个去完成这样的一个互换性。再比如说和产品接触的零部件,对吧?以及没办法做强化的活动件,这些都是易损件,易损件你要去做到互换,保证我们的成本。好, ok, 再往下看, 不完全互换性的,你如果说要求他完全互换,那加工成本就会很高,就比如说我们刚刚所说的那个轴,二十点六八八的轴,对吧?他是一个定制件,所以说你要去保证他去进行一个完全互换,那成本是一定会高的。 接着咱们再来看一下装配法,装配三法,第一法分选法,第二法调整法,第三法修配法。好,先来看一下啊,这是分选法, 假如说呢,我有一组轴啊,十的轴,十点一的轴加九点九的轴,再来一组孔的话,他是十点一的孔,然后九点九加十。好,这里我截个图啊。好,我们来看一下, 在这个地方如果使用分选法来进行这样的一个装配的话,你注意九点九配九点九,十配十,十点一配十点一,这里就不考虑到公差,你注意啊,不考虑到那个间隙配合,过盈配合和过度配合,不考虑这个,这是分选法, 因为你就这么看,如果说九点九的轴装到了十的孔里面,他就会晃啊,你注意这个是分选法。好,再看 下个的话就是调整法,调整法呢,我们来看一下左边的这里有一个板,这个板的话我们在加工的时候,你肯定精度不可能说加工的非常高,对吧?你会留一定的一个余量,所以说呢,我就会加工这样的一个腰孔呢,来进行一个调整。 那在装配的时候呢,我们为了表保证调整到位,那可以在装配的时候就打表,使用到百分表或者千分表,一般百分表就可以了,好吧,然后呢,我们使用到锁紧,螺丝锁紧, 但是同学们你们要注意像这样的一个腰孔呢,你用螺丝锁紧的时候,他们是靠摩擦力锁紧,对不对?所以说呢,在充气的时候会不会有可能导致有滑动呢?肯定会有,所以说像这种情况我们还要去打这样的一个销孔来进行定位销处理。再来看一下修配法, 修配法的话就是完全不具备互换性的方法,他是在超高精度的特殊领域采用,就比如说刮盐,什么是刮盐呢?就是拿这样的一个刀具在这个弓箭表面进行刮擦,保证精度的操作。 讲了这么久的互换性,我们再来看一下互换性有什么作用,我们要知道在一台设备上面,他的一些标准件,飞标件,对吧?他都是各个供应商来进行生产加工的,所以说我们要去采购回来,采购回来之后呢再集中的进行装配, 同时我们要明白啊,标准化呢?有没有优势?标准化是一定有优势的,只要是达到了标准化,就能降低我们的成本,保持我们的一个效率,去提高我们的质量。 接下来看一下三种公差配合是什么?同时我还为各位准备了很多的学习资料,包括我们课堂用到的这些课间以及右边的笔记 资料,都是打包好了的,不要米三个六,全部带走。 ok, 那 我们正式开始课程的讲解,在讲公差与配合之前,我们把前面的知识再复习一下什么是公称尺寸,或者说基本尺寸, 就是说要加工这样的一根轴,它是 f 五十的大小,那 f 五十就是公称尺寸,也可以称为理想的数值。好,我们再看一下啊,什么是极限尺寸呢?极限尺寸的话你可以看到这里,这个叫做上偏差, 我给大家写一下啊,这个叫上偏差,那与之对应的这个就叫做下偏差。 ok, 那上偏差就是五十,加上这个上偏差,就是他的一个最大极限尺寸。多少?五十点零二,对吧?那他的一个最小极限尺寸就是五十,然后加上他的一个下偏差就是五十,减去零点零三四十,九点九七, 这个叫做最大极限尺寸,这个叫做最小极限尺寸,就是拿这样的一个公称尺寸加上偏差,得到最大极限尺寸。拿公称尺寸减去下偏差,得到这样的一个不对,拿公称尺寸 加上下偏差得到最小极限尺寸,而这两个的话,一个叫上偏差,一个叫下偏差。同时呢,如果说你拿这样的一个上偏差去减去这样的一个下偏差,也就是零点零二, 减去负的零点零三,他等于多少?他就是零点零五啊。零点零五是什么?这个就叫做公差数值 啊,就是他的一个公差,公差的一个计算,其实就是拿他的一个上偏差,然后呢减去他的一个下偏差,有的时候你们可能算出来是个负的,但是没有关系,你注意啊,公差数值加绝对值永远为正好,那我们这里就讲清楚了,接下来的话就看一下 这个第一个配合方式就是间隙配合。来看这个图,这个图很直观,你注意这个地方是孔, 这个红色的区域就是他的一个公差,就是最大孔我能加工到这条线,最小的孔加工的是这条线, ok, 这个是轴,这个紫色的区域就是轴的一个公差范围,最大的轴能加工到这,最小的轴加工到这,他只要是在这个范围之内加工出来,都 可以达到这样的一个公差范围,那他加工就是个合格品。好吧,这个轴你再大啊,最大也就这么大。 好,那孔最小就这么小,永远孔要大于轴,所以说他们之间的配合方式是有间隙的。好,这个讲清楚了再往下走。第二个叫做过盈配合,过盈配合的话就是你看这个 轴的话,最小是这么小,对不对?但是我口我这个轴再小的话,也会比你孔最大要大,所以说这个叫过瘾,看到没有?轴比孔大, ok 吧?啊?轴比孔大,他就是叫做过瘾配合,再看 啊,这里我觉得要带你们好好拆一下啊,你一定要注意啊,这个是公差范围,就是孔的话,他加工在这个红色区域洞都可以,最大的孔是这条线,最小的孔是这,对吧?但是我轴的一个公差范围在这, 注意看一下,好吧?孔轴最小是这么多,轴最大是这么多,就说我轴再小也会比你孔要大, 好吧,这个地方我们讲清楚了, ok, 那 对于这样的一个过盈配合的话,还要讲一个,一般轴和孔他都是金属键,对吧?金属键就会变形,然后像这种过盈的话,有时候进行这些加工或者说处理, 对于孔的话就要用到这些加热,比如说油主啊给它进行一个变形,或者说电磁,那又或者说这样的一个喷火的方式,这个是对于孔的加热方式好,再看,那对于轴的话一般是冷却,比如说有冷冻, 那再比如说有这样的一个液氮,那还有一种我们说过盈配合的话,你能不能直接拿个小锤头啊?去敲可以吗?也可以啊,这个是用力敲, 你注意一下啊,在这个过盈配合里面,他们金属键有时候要去改变他们的一个过盈量,或者说改变他们的一个配合方式去变化一下,那会对于孔进行加热处理,然后就会涉及到油主电磁喷火,那冷却的话可以看有冷冻, 包括液氮。像这种通过加工方式出来之后啊,虽然说让他们产生变形了,但是你要注意无法保证高精度,这是过盈,当然间隙的话也是一样的,间隙配合也没法保证高精度,因为他有间隙吗?对吧?但是过盈的话,你想 你使用到这些加热或者说冷却之后,让它变形之后,其实也没法保证高精度。我们现在就要想,如果说要去保健这样的一个高精度的话,就得说到过度配合。很多同学可能会说啊,过度配合,老师,我一直搞不太清楚这个地方,你这么来看 就是过度配合的话,他是有可能过盈,也有可能是间隙的,所以说他是能保证精度的。你再看他虽然说能达到过盈,但是他的一个过盈量不会太大,他有可能达到间隙,他的一个间隙也不会太大。可以仔细的看这样的一个图,你可以看 假设我的轴加工到最小的位置,我的轴假设是这么大, ok, 那 我的一个孔的话就加工到最大,你可以看到这个地方他是什么 啊?这是什么配合?这个地方他应该是轴要比这样的一个孔小,对吧?轴比孔小,这个是间隙,这种情况是间隙,就轴是最小, 然后孔加工到最大,这个是间隙配合。但你要注意啊,这个地方的一个间隙的量一定会很小,一定要注意啊,这里只是给你放大了。好,你再看。那到过盈配合的话,就是轴加工到最大, 然后呢?孔加工到最小,你能你能看到轴要比这个孔要大,这个就是他们的一个过盈量也很小,所以说过度配合的话,有的时候是过盈,有的时候是间隙,然后呢,因为他们的一个过盈量和或者说这样的一个间隙量不会太大,所以说 过度能保证这样的一个精度。上个视频我们了解了三种公差配合,那在这个视频再来看一下公差配合该怎么去选择。 同时我还为各位准备了很多的学习资料,包括我们课堂用到的这些课间以及右边的笔记 资料,都是打包好了的,不要米三个六,全部带走。 ok, 那 我们正式开始课程的讲解。首先我们要知道,配合的话,都是轴和孔的一个配合,同时呢,尺寸不同的配合,他的一个间隙,过盈过度都是不同的。 ok, 来看一下, 第一个就说有相对运动的配合键,我们会使用什么配合?一般是间隙配合,在这个地方可能会同学有疑惑,他说老师,这不对吧,如果说有相对运动的话,这个轴跟孔之间应该是要包裹的很紧,对吧?他才能实现这样的一个紧密运动,但是 不是这样子的,你想如果说有相对运动的两个配合键吗?他会不会发热?他在相对运动的过程当中会不会发热变形,对吧?那有这种情况的产生,我们就要使用间隙配合,要使他们 去运行的更顺畅,去减小他们的一个磨损,这是我们要知道的啊,同时的话,速度越快,他的一个间隙是越大的。好,再看第二个, 第二个的话就是说近连接的场合,一般近连接的话,他的一个压力其实会比较大,压力大,他的一个间隙会越小,这个的话一般是我们的支撑件, 结构件。 ok, 那 么再看啊,近连接的场合,他的一个传动力会大,他那个看冲击就大,我们就会使用到过盈配合来。呃,看传动看 冲击啊,你再看,但是过盈越大,他的一个船动啊,以及看冲击效果越好,但是我们的过盈他不能非常大,如果过盈过大的话,他就会出现装配过程当中零件损坏的问题,这也是我们需要注意的。好,我们再看第三个, 第三个的话就是说有较高的定心精度,同学们你还记得吗?间隙配合,过度配合,或者说过盈配合,我们是不是说过间隙过盈他都不能保证精度,什么能保证精度?就是过度配合,所以说这是我们要知道的。好,再看第四个, 第四个的话就说没有要求较高的定心精度可以用什么?既然他没有,呃,没有要求高精度的话,我们能不能用间隙或者过盈,但是其实用间隙就可以了。好吧,再看 第五个,有相对运动的配合键,他需要经常去拆,你注意啊,相对运动的配合键,我们刚是不是说过了,用间隙,你经常拆,我用间隙行不行?一定没有问题啊,就是这个地方。再看第六个,没有相对运动的配合键,经常拆用什么呢? 没有相对运动配合,但是啊,他要经常去拆,其实也可以去使用到间隙配合。好再看,那如果说没有相对运动的配合键,偶尔拆用什么呢? 同志们,用什么?没有相对运动配合啊,他偶尔拆用什么?可以用到过度啊?当然说你用间隙行不行,其实也没有问题,用间隙也可以。好,再看最后一种,最后一种就说 不运动又不拆可以用什么?我觉得这个就不用想一定可以使用到过盈对不对?但是你使用到过度可不可以让他轻微的过盈也是没有问题的。 这个视频我们来看一下精准制该怎么去进行选择。同时我还为各位准备了很多的学习资料,包括我们课堂用到的这些课间以及右边的笔记资料,都是打包好了的,不要米三个六,全部带走。 ok, 那 我们正式开始课程的讲解。 我们其实都听说过像这样的一个机准制,有这样的一个机孔制啊,或者说这样的一个机轴制,对吧?啊?一个机孔,一个机轴,这是什么意思呢?啊?同学们,你看 这样的一个机孔制,就是根据孔来加工轴,就比如说啊,就比如说我们的这个轴承 来,比如说这个轴承,那有的时候轴承他是标准件,所以说你看他的一个内圈的话,肯定是标准的 轴承,就说标准件一般是不二次加工,对吧?像轴承内圈我就是使用的机孔制,什么意思呢?就是基于孔来加工轴,对吧?基于谁加工,谁基于这个孔去加工轴,就叫做机孔制。好,我们再看。那什么叫做机轴制呢?你再看 像轴承的一个外圈,对吧?他会放到哪?一般会放到我们这样的一个轴承座里边,对吧?那你要注意, 轴承他是标准件,轴承外圈你会改吗?不会改,所以说你到时候就要基于轴承的一个外圈去加工这样的一个轴承座,去把他的一个孔位给加工出来,所以说这种情况他是机轴制, ok 吧?啊?你把这个地方要捋明白。好,那我们明白了机孔制,机轴制之后,我们接下来来看一下,就这怎么去选嘛,对吧?怎么去选择?你比如说像标准件, 标准件一般就是以标准件为主,比如说啊,像轴承呢,对吧?或者说连轴器齿轮,或者说带轮,或者说电机轴啊,这些的话你都是以标准件为主, 比如说电机轴,他如果说是啊,电机轴就是标准件,你如果说要以他去放到一个孔位里面,那你跟我讲是机孔还是机轴,一定是基于这个轴去加工孔的,所以说叫做机轴制。好吧,这是以标准件。好,还有一种情况 啊,你看啊,这里我再给你们唠一遍啊,轴和轴承嘛,对吧?轴承是标准件,避免二次加工,对吧?轴承跟轴之间是挤孔,轴承跟轴承座之间是挤轴制啊,再看一下这个图呗, 对吧?我一定是基于这个孔用机孔制去加工这根轴,对吧?然后呢,我放到这个轴承座里边,你注意一定是基于轴承的一个外圈机轴制来加工轴承座的孔。好吧,这个地方应该是讲清楚了。好,再看这个 尺寸范围,比如说尺寸范围在五百毫米以内,我们会说优先采用 机孔制啊,你别说。呃,优先采用机孔制啊,因为轴的话,他这玩意是用车床吗?对吧?是用车床去加工,然后你啊,尺寸范围在五百毫米以内,为什么会用机孔制呢?因为 孔的加工较为麻烦,所以说去加工轴轴的话是用车床比较方便。好,再看,那如果说我轴的尺寸小于一毫米的情况下,这个情况下你就是使用到 基轴,这因为细轴啊,直径小于一个毫米的轴,它的加工难度会很高,那这种情况你去加工孔它的,呃,这个加工难度就没有那么高,好吧?再看,就比如说,呃,这种情况, 同一个尺寸上有多个配合,我们会使用到机轴制,这个是我们要知道的。好, ok, 我 们接下来再来看一张表格,比如说机孔制配合的一张表和机轴制配合的一张表啊,这两个其实你说有,我先带你看一遍。 间隙配合,我们讲过了,过渡、过盈都讲过了,对吧?你像绿色的、标绿的,他都是常用的配合段,是我们在加工当中啊,或者说在配合连接过程当中,他是非常常使用到的,你要注意啊。 ok, 那 我们再看啊,再看,你看机轴制呢, 对吧?其实这个都差不多啊,你只要这两个都差不多,只是说他这里的话会有一点点区别啊,但是你要知道怎么看,比如说选用机轴制配合的时候,我们怎么看间隙,那优先选用到他们 对不对?然后呢?过度优先选用他,过盈优先选用他,你注意啊,就是从间隙往右边走,他是越来越紧的啊,这边是松, 这边是井啊,即控制配合是一样的理论。同时啊,我相信有眼尖的同学,他肯定会看到说,老师,哎,这个公差等级咋不一样呢,对吧?他说这公差等级咋不一样,这公差等级咋又一样呢?好,我们要注意,你看 在这个就说 it 八,对啊,你注意啊, it 八往下走,就是 it 七,或者说 it 六啊,等等,一路往下,只要是从八级往下,从七级开始一路往下啊,这里我们一般采用的都是孔的公差等级要比轴的公差等级要低级。什么意思?你就能看到 孔啊,大写是孔啊,你注意啊,这里还有一个地方没讲,就是我们什么 g 孔制啊,它是大 h 啊,大 h, 大 写的字母代表是孔,大 h, 你 看到大 h 就 代表是肌孔痣,看到小 h 就是 肌轴痣,这个是我们要知道的,对吧?小写表示轴, 大写表示孔。 ok, 那 同时你能看到孔的公差等级是七级,轴的公差等级是六级,你能看到谁的等级要高一点,谁的精度高,一定是六级,精度要比七级精度高,对不对?所以你看到七啊,你看七跟八也是的,孔是八级,七是啊,这个等一下, 孔是八级,轴是七级,对吧?那再到这个八级精度了,你看,哎,那就是同级了, 对吧?但是我们说 it 八往下走,一定注意孔的等级比轴的等级要低级,因为孔比轴能加工。这个视频我们来讲一下公差的一个实力拆解,同时我还为各位准备了很多的学习资料,包括我们课堂用到的这些课件, 以及右边的笔记资料,都是打包好了的,不要米三个六,全部带走。 ok, 那 我们正式开始课程的讲解。 在前几个视频有同学说老师这样的一个公差等级的图我会查了,但是我查出来的是公差的总范围,那我如何根据他的一个范围来确定他的一个上偏差跟下偏差? ok, 那 在这个视频我们就来进行这个公差实力的拆解来,同志们, 假设,现在我们确定一下啊,不管是基孔制也好还是基轴制也好,我们就用基孔制吧。来假设呢?我现在给这样的一个轴径给二十个毫米, f 二十, 好,你注意 f 二十个毫米,我是给间隙还是给过渡还是给过盈呢?假如说我就给 h 七 g 六这样的一个常用的一个间隙配合,可以吧?孔是 h 七, 轴是 g 六,而由于是六级和七级的话,所以说孔的一个精度要比这个轴低一级,采用的是 g 孔之背和大 h。 ok 啊,这个我明白,好的同学们,那么接下来就来查一下这个地方,这里我还是截个图啊,怕待会咱们不记得好给弄过来。然后看到这个公差等级图, 这个轴径是二十对吧?我们已经确定轴径是二十个毫米,以及它是 h 七 g 六的一个配合方式来看。我们的这个查找呢,就是从这个表的基本尺寸从这个范围去查,这是不用说的, 到这对吧,十八到三十之间,二十在中间, ok, 我 们先查七级的孔,也就是七级的孔。 it 七, 他的公差范围是零点零二幺毫米, ok, 我 们再查,再查这个六级的一个轴,你看下来 是零点零幺三毫米,注意啊,一个零点零二幺,一个零点零幺三, 零点零二幺是孔,是孔他的一个公差范围,而零点零幺三是轴的公差范围。 ok, 那 么可以再使用到其中的一个软件来进行查询,你看这个软件就是大国工匠的一个公差查询插件。好, ok, 我 们来看一下。 首先第一个的话,我们先查孔偏差,孔的偏差我们说过是 h 七,对不对?基本尺寸已填写二十公差,点击 h 七, 我们就能看到它的上偏差是零点零二幺,它的下偏差为零,而你要注意这个 h 七级的一个公差,它的一个公差的话,就是上偏差减去下偏差就是零点零二幺,对不对?那不就是我们所查的它吗? 这就是这么来的,对吧?好,那同学们说,哎,这个上片差原来这么方便,对吧?好,同志们,我们再看一下,还有个公差太图还没带你们看呢,这个公差带图的话,来我们 看啊,这个地方如果是孔的话,你注意,上方是孔啊,这个叫做公差带图, 上方是孔的这个公插带图,下方是轴的公插带图, ok, 我 们采用的是大 h 的 机孔制,配合着轴 a 小 g 的 这个方式, ok 啊,你注意啊,大 h 的 孔,小 g 的 一个轴,这是他们一个公插带,而这个公插的带的一个范围是多大呢?就是零点零二幺 啊,零点零二幺就是公差,我们查询的零点零二幺的一个公差数值, ok, 那 他的一个下偏差其实就是,哎,在这条线,这个线叫做零线啊,叫做零线, 或者说我们那个,呃,汉字的那个零啊,叫零线,就是与你看这个 h 值,这个下边是下边差,贴住这个零线的,所以说下边差为零。好,上偏差就是正的零点 零二幺, ok 吧,这个我们要明白,然后呢,拿这个上偏差减去下偏差,也就得到了我们的公差数值 零点零二幺。好,再看,我们来看一下轴偏差的话,刚刚是 g 六,首先给基本尺寸二十,再给这个 g 六,你看,上面差零点零零七,下面差零点零二零啊,注意看啊,这个是零线, 这是轴的公差带图。好,再看你这个 g 的 话啊,这个就是 g 啊,你注意,刚刚这个玩意六级的话,我们查出来他是多少是 零点零幺三啊,你要注意啊,要注意,是零点零幺三, ok, 他的上偏差是多少?同学们,你其实仔细看,他这个地方,没有跟这个零线接触,所以说他这个上偏差是负的多少?零点零零七 啊,有这样的一个间隙在这,好,他的一个下偏差就是,哎,这一段是下偏差,上面是上偏差,这个下边的是负的零点零二零, ok 啊,一个是上偏差这么多,一个是下偏差这么多,我们的公差就是拿他,然后拿上偏差减去下偏差,也就是负的零点零二零。 看,没有啊,负负得正,也就最后就是负的零点零零七吗?然后加上个零点零二零吗?等于多少?是不是等于正的了?等于正的零点零幺三 啊,也就是他的一个公差范围, ok 啊,同学们,这个地方我就带你们过了。好,那再看,你查了孔偏差,又查了轴偏差,之后我们再看,我们使用到的是 g 控制配合,基本尺寸选二十,然后选择 h g g 六,你就能发现,哎, 能看出他的一个最大间隙和最小间隙,因为我们采用的是间隙配合吗?周春红说,老师,这个怎么看的?这个就是这么看的,把公差太图的这个玩意你可以移一下,你看啊, 因为,呃,这个我该怎么给你们描述呢?啊,我看一下啊,假如说我不要这个 g 啊,我只要这个公差太图,好,这是公差太图啊,我来给你移一下,你看,就是他吗?对吧?他是在这个范围吧, 对吧?啊,假设是这样子,好, ok, 我 再给你截下来,好,一个是 h, 上边这个是 h, 下方是 g, 对 吧?这个是零线啊,用这个零来这个才才 标准啊,叫零线好,你看这个是轴的最大,这个是孔的最小,这个是什么? 是我们的一个最小间隙。好,那最大间隙呢?就是孔,这个轴加工到最小的范围,孔加工到最大的范围,这个是我们的最大间隙。 ok 啊,同学们,如果是前面的话,没太明白,我们的这个公差带呀,这个公差等级,你查出来的他是这个公差数值对不对?但是公差数值怎么去确定?他的 这个上偏差下偏差就可以使用到大国工匠的公差查询软件,哎,孔偏差哎,查哪个, 轴偏差查哪个,然后再点击机孔去配合查他的总共的就可以直接看,都不需要去使用到公差代图,公差代图只是带你去了解一下他的一个配合状态。好吧,同学们,这里可以好好比。 同时呢,像同学如果没有这个大国工匠的一个公差查询插件的话,可以在评论区留言三个六。接下来我们来聊一下几何公差,同时我还为各位准备了很多的学习资料,包括我们课堂用到的这些课件,以及右边的笔记 资料,都是打包好了的,不要米三个六,全部带走。 ok, 那 我们正式开始课程的讲解。我们首先来看一下几何公差图, 在这里有非常多的公差类型,形状公差,方向公差,位置跳动,还有这里的形状方向或者位置公差,对吧?我们不需要被这个公差类型给束缚住了,你只要把它的这个特征啊,什么是直线度, 什么是同轴度,什么是垂直度等等一些,了解它的底层逻辑之后,这些你自然就会明白。 ok, 那 么先来看一下什么是形状公差? 形状公差它里面就有这样的一个直线度,平面度、圆度和圆柱度,都是跟与形状有关系的。好吧,来看一下什么是直线度呢? 其实直线度的话也很简单,你看对于像这样的一个轮廓,对吧?这个轮廓在这个主视图看来,它要加工成一条 直线,但是我们知道加工的过程当中他一定会是非常直的吗?不可能,就有可能是你老师画的这样子,看到没有?有一点这个微微的,这个不是很直,对吧?那怎么办呢?所以说我就要给你规定好这样的一个 公差范围,就比如说来,从这个地方往上偏这个零点零五,再往下偏零点零五,就是以这个啊,理想的这个直线, 总共把这个公差范围给他扩展零点一。 ok, 那 你这根直线假设呢?哎,你就算是加工成这个样子,在这个范围内, 你这个也是符合标准的,但是如果你超过了这个公差范围,哎,成这样子斜了,那就指定就爆了啊,就报废了,就不行了,你这个就不符合我们的一个要求, ok 吧?但是实际上啊,这个零点一的话,零点一毫米是非常小的一个距离,所以说你的直线啊,像这种给了零点一 十个丝,这种情况下,你的直线顶多是这种都不可能,他是非常直的,基本上就是非常直的,像这样子有一点点弯曲。好吧,你不要被这个给吓到了。 ok, 那 这个明白之后我们再看, 比如说还有这种情况,在这个公差竖直前面加 f 的, 其实加 f 的 就是说这个轴线, 你看也就说这样的一个圆柱体里面有这样的一个孔位,对吧?那我就说你这个轴线要在这样的一个范围,零点零八的一个圆柱范围之内,哎,你的轴线随你怎么弯,但是你不应该超过我这个 啊?圆柱就是我的轴线吗?对不对?你不应该超过他,哎,你可以斜,没关系,不要超过这个方位就可以了。好,那么再看什么是平面度呢?平面度其实也很好理解, 比如说这里是一个面,刚刚那是根线啊,那现在我这个的话,它就是一整块的一个面,对吧?这是它的宽,这是它的一个长,对吧?它是整个的一个平面,理想状态下我肯定是把你加工非常平整,对吧?就是蚂蚁在上面都打滑的那种,也是非常平的啊,没有任何的一种斜度的,但是不可能, 我们一定要知道加工一定有误差,所以说像这一块你给了一个直线,哎,往上偏, 往上偏零点零四,再往下偏零点零四,总共的一个公差范围,零点零八,也就说你这个平面你可以有一点点倾斜,但是不要超过我零点零八的公差范围就可以了。好吧,那我们再看 什么是圆度,那圆度其实很简单,圆度的话就是圆的一个圆整程度,就比如说你一个圆度,这是个圆整程度,对吧?这就是个圆柱体, 那这样一个圆柱体的话,你得保证它的一个圆整的程度,这个时候怎么办呢?它有的时候可能加工成椭圆,对吧?所以说像这种情况,我们也要给你个公差范围,比如说零点零三,那也就是说在 这里啊,然后呢,以这个两个圆所夹的这个范围零点零三,而你这个圆呢?啊,你这个加工出来的圆,你可以做成椭圆,但实际上不可能有这么椭啊,只有你基本上看不出来的。好吧?基本上看不出来,这是给你放大了,零点零三很小,只要是在这个公差范围之内, 你有一点点椭都没有事,那都是符合规格的。好吧,那再看什么是圆柱度呢?圆柱度的话你就看吧, 这是个圆柱,但是这个圆柱体的话,他可能要做配合啊,他因为同学啊,同学们在这里插一嘴,有的同学可能会说,老师,这个直线度啊,平面度啊,以及圆度啊等等一些这个几何公差,我该怎么去给,该怎么给?什么时候给, 这种情况现在去给,你全部努力你也搞不清楚,你现在所需要记住的就是等等的一些几何公差要给,都是有配合的状态下,你想 这个地方他为什么要给这样的一个直线度,保证他的一个这个面,他的一个平直,对吧?一定是有配合,如果没有配合,我问你,我给公差有什么用, 对吧?所以说你现在了解所谓的给直线给平面,后面放到这样的一个装配图里面去看,你就会看到,哎,在零件图里面给了这样的几何公差,然后放到这个装配体里面,你肯定能看到这个是做了配合的,一定。好吧,那接下来我们再看什么是圆柱度 加圆柱度的话,肯定也是有配合,不然他不会在这里给公差,对吧?你凭什么要给呢?你没有配合我给你干什么?增加成本吗?是不可能的,所以我们来看 圆柱度就得保证这个圆柱啊,这个是圆柱,那圆柱的一个范围,你看我们的公差范围零点一,所以说两个圆柱面所包夹的一个范围,零点一,这样的一个公差范围,就是你实际这个红色的这样的一个圆柱加工出来所允许的一个偏差范围,你看没有 来,就算你加工成这样子,只要不超过我的公差范围就可以了。这个视频我们继续来了解一下几何公差的一个介绍,同时我还为各位准备了很多的学习资料,包括我们课堂用到的这些课间以及右边的笔记 资料,都是打包好了的,不要米三个六,全部带走。 ok, 那 我们正式开始课程的讲解,接下来了解一下线轮廓度和面轮廓度,来看到这边 线轮廓度是什么样式的,来我们看一下,在这个的话有这样的一个主视图,再配合这样的一个左视图,我们能看到对于这样的有这样的一个配合关系的面要保证这样的一个公差,我们给了一个线轮廓度,那什么叫做线轮廓度呢?其实你能看到这个是线轮廓度, 他,呃他的一个理想轮廓就加工加工成这样子, 但是我们要知道加工他是有这样一个偏差的,你肯定,哎,可能到时候呢,哎,就会出现这样子,哎,不是很均匀,就不可能达到这样的一个理想程度,那咋办呢?所以说我们就根据这样的一个理想程度,哎,往上等距零点零二,再往下等距零点零二,就构成了这样的一个 啊,这是 file, 你 注意啊,这是 file 啊,这是一个圆柱的一个范围啊,就那个圆的一个范围。 file, 零点零四,然后呢,你实际加工出来,哎,你就算再扭曲,但是我们要知道这里的话是放大很多很多倍的,对不对?实际上,哎,你可能说就是,哎,像我这样子 过来有一点点没贴合,可不可以?只要是在这个零点零四的公差范围之内都是没问题的,好吧,这个是线轮廓度。好,那与之相对应的就是面轮廓度,同学们,这个就不用多说了吧,这是一个面啊,这样的一个面, 这是一,呃,这样的一个球面啊,球面。然后呢,我们标注的,你看这个球面的一个面轮廓度公差,也就说啊,你这个面,然后呢,往上零点零一,往下零点一,总共是在这样的一个球面范围之内,你只要保证你实际加工不超过 这个位置,不低,呃,不低过这个位置不超过这个位置就在这两个位置之间,你这个面轮廓加工出来都是符合要求的, ok 吧?好,那么再看 下一个的话,就讲这个位置公差了啊,我们来看一下这个位置公差。什么是位置公差?呃,平行度,然后呢?像垂直度,倾斜度,位置度啊,来看一下这个是位置公差,先看关于这个方向有关的,比如说这里有一个叫做平行度,平行度是什么情况啊?我们来看一下, 你看这里给了一个平行度的一个公差代号,然后呢,这里呢是一个斐零点零三的一个公差值,当我们能看到在这种位置公差里面,它就出现了一个精准特征啊,这个叫做精准特征, 给你写一下啊,啊,这个针啊,怎么样子好, ok, 精准特征就是啊,你是跟谁平行,对吧?你平行要有一个对象的,所以说你看这里的话,我们是上方这样的一个通孔的轴线,注意啊,这是轴线,你会说老师怎么是轴线?因为啊,这里的话涉及到制图的一个规范啊, 那他是这样子的吗?对不对?然后你是从这里对齐去引的话,就是轴线啊,注意这种表示方式,这是轴线与下方孔的一个轴线,注意啊,这也是轴线的表示方式啊,因为是这样子的,但是如果他这个箭头呢,在这的话 啊,如果是这样的话,他就不是轴线,就是表示这个面啊,一般是这样子,但是他与这个箭头对齐,与这个尺寸线这个箭头对齐了,就是表示轴线,表示这个通孔的轴线与其轴线之间要做到一个平行度的公差,然后就给到 far 零点零三的公差值范围,所谓的公差值范围就在这啊, 是这样的一个,你看是这样两个圆柱体所夹的一个外零点零三的一个范围,你的轴线可以有偏差,但是你的偏差必须在我的这个范围之内,感觉就是这一款, ok 啊,这是平行度。好,那么再看这样的一个垂直度,垂直度的话,我们来看一下 这里是什么是轴线,轴线与下方平面看到没有?也是垂直,你与谁垂直?是轴线,注意啊,是轴线与下方平面的垂直度公差,做到的是外零点零一,也就是你要在这样的一个外零点零一的一个圆柱的公差范围之内,你的轴线 可以随便的偏,但是你注意不能超过,超过你的垂直度,可能就保证不了啊,好吧, ok, 那 么再看啊,还有这样的一种情况啊,比如说面啊,这是面啊,这里的话就是说这个面, 然后呢与轴线这样,这是轴线,因为他在这个尺寸中间啊,这是轴线,说这样的一个面呢,要在与这个轴线去做这样的一个垂直度,然后呢是给到零点零八。 有的同学可能会好奇啊,说,老师为什么是给范啊?为什么是给范?这个是分情况的,你别说你这个是啊,测量,这是测量嘛?这是啊,去保证这个叫测量,这个是怎么说来着?你别去那个, 别记这样的一个官方说法,因为我们主要是把它搞明白,你记官方说法反而会记乱啊,你不管它是什么,只要是你这样的一个测量垂直度啊,然后这个是水准,那这个就是测量的地方,你测量的地方他只要是轴线,一般都会加反,你注意,好吧,然后你再看这, 看到没有?那我现在我测量的是什么?不是这样的一个轴线,而是这样的一个面,那我就不会存在这样的一个 five, 所以 说它是零点零八的范围与轴线之间去做到这样的一个垂直,那么能看到啊,零点零八的范围,保证你这个面呢,对吧?不会超过这个公差范围,即为合格啊,好好的评下一个啊,再看, 还有一个叫做这样的一个倾斜度,什么是倾斜度呢?倾斜度非常好理解,你像这个孔位啊,这是他的一个轴线,你注意他测量的是轴线,因为与他对齐了吗?与他对齐了,这是轴线。 测量轴线的同学会说,老师,这种情况怎么不需要倾斜度啊?这个确实不需要,但是你要像什么时候需要垂直度,需要同轴度,需要倾斜度,这个确实没关系,我们要保证的是轴线和平面之间啊,是六十度的夹角,要做到倾斜度, 要保证有这样的一个不能超过啊,太多,要给到零点零八的一个误差范围,在个这个面之内看没有在面之内,在零点零八的两个公差范围之内啊,你的这个,呃,不能超过轴线,不能超过超过,那你可能就保证不了这样的一个要求。好,再看 下一步的话,我们来看一下这个定位,定位的话就是说位置度,位置度的话,这个的话你就看一下位置度,说实的话用的也不是很多,但是我们肯定要明白, 这个是球啊,这个是球,这也表示的是球的这样一个圆心啊,就这个圆心,圆心是球面嘛,所以说它是 s five, s five, 零点三啊,这个范围还比较大,三十个四的,然后你看与这个面啊,给了三十的距离,你要保证这个是位置度,还有与这边是二十五度啊,与这边是 c 度啊,这个你就了解一下,反正位置度就是保证。哎,这个三十的尺寸,你可以看到这个是公差带的意思吗?对吧?这个是我们的一个公差带, 是他啊,点在这,然后呢,要在这个范围之内啊,不能超过这个范围,同时,哎,要去保证二十五的尺寸,保证三十的尺寸,看到没有啊?这是我们要知道的,看到没啊?好,那下一步再看,什么是同轴度呢啊?你看同轴度的话,基本上就是保证,你看 保证这一块,这个中间的这个高,最高的一个轴段与之两边,你看跟两者之间两个直角之间,去做到这样的一个同轴度啊,这边要保证,这边要保证。 好。同学,有的同学会说,老师,我去保证这样的一个轴线同轴度,其实就是保证轴线跟轴线之间啊,他不要超过这样的一个范围。那同学会说,老师为什么会来,其实在前面我都是在跟你们说,配合配合,对吧?好, 这个地方我给你说具体点,什么情况下会加同轴度?同学们,你要想,我在这个地方,我是这里啊,中间轴段与这两个轴段之间啊,就是这个地方的轴线要跟这两段之间要保证同轴度啊,让他尽量到达这样的一个同轴的范围。那什么情况下会去使用到同轴度?一般你看这是装什么?这是装轴承的啊, 这是装轴承的轴段,一般装轴承,那你就要给铜轴度,因为你要保证轴承啊,两个轴承装起来一定要保证铜芯。轴线要在在一定的公差范围之内,加工要精准啊,就是要高精度。好,那么再看在定位里面还有一个叫做对称度。什么是对称度? 对称度是代表这两个面与这样的一个轴线的基本特征,你看这是轴线与轴线要做对称,在零点零八的一个范围之内,同学们,你们就能看啊。呃,这个是测量的,是这两个面吗?对吧?啊?你这两个面啊, 你就这么看,这是啊公差范围,然后这是中间的面,然后要保证的,你这啊,这个面的这个对称啊,一定要对称,你对称的话都可以,可能说有没有那么对称,但是你只要保证你对称的误差在零点零八的范围之内就可以了 啊,好吧,但是说这肯定要有专门的一些工具来进行测量的,但是我们现在没有去这样的一个加工厂里面,没有去测量这样的一个对称度啥的,所以说我们就做了解,就说你两边可以不对称,但是一定要在零点零八的一个范围之内。 ok, 那 接下来我们讲到一个比较重要的,就是属于这边啊,有个叫做跳动公差,也是很多同学可能搞不太明白的,什么是跳动公差的,我们来看一下。第一个叫做圆跳动 啊,你看这个的话会比较的抽像,是吧?会比较的抽象,圆跳动的话就是测量这样的一个圆柱面,然后呢与其轴线之间,哎,给到一个跳动,圆跳动零点一,那为什么是圆跳动呢?这个地方我就要来使用到这样的一个图来给同学们来看一下,这个就是圆跳动的测量, 我们有这样的一个工具,然后这边是这样的手轮,你可以去进行摇,然后这是我们的一个千分表,我们看一下这是千分表,然后这块是我们的手轮, 这是我们测量这个圆跳动的一个仪器,你看将千分表给靠在这样的圆表面上,你看啊,你看整个是测量这一段是吧?但是圆跳动是怎么测量的?圆跳动一定是相对于轴线来进行测量,然后呢去啊,使这个千分表去围绕着我的圆柱的走一圈,看到没有?是这么转的 啊,轴会这么转,轴这么转的话,这个我看一下啊,轴是这么转的对不对?轴这么转就会带动这个千分表在这个轮廓上去走一圈,对不对?走一圈他就会有从啊,这千分表就会从零到零点几这样的啊,假如说啊,零到零点一 就会有这样的距离,那什么时候才算测量完了,你就可以在这里多测几段啊,比如说这里测一段,这里测一段,这里测一段,这里测一段,我测了五段,然后取这五段之间啊,哪一个这样的一个洁面范围啊,这个洁面 啊,这个洁五段啊,我们好好来啊,这里别绕口。我们假如说现在测了五段,然后呢,我就来取这五段哪一段这个千分表的数值最高,然后谁最高,就取它的一个跳动值,就是这么来的, 这是我们要明白的啊,圆跳动好, ok, 那 么再看一下什么是全跳动,全跳动的话啊,你可以看到是有两个基准啊,一个是在 a, a 跟 b, 这个代表的是两个啊, 就两个都要用起来两个人轴线跳动都是基于轴线,然后呢就是基于这样的一个圆柱面啊,去做零点一的工厂,什么意思?来看,我们再来看全跳动的测量, 全跳动的测量方式,刚刚我们说圆跳动的测量是在某一个节面,对不对?然后你多测几个节面,最后看哪个节面的一个公差,千分表的数值最高,取哪一段作为我们的圆跳动公差的一个数值标准,那么再看全跳动的一个测量呢,它这个地方也是轴在进行一个旋转,这是我们知道的 轴在转,但是呢会带着这样的一个千分表,记住啊,千分表要要往这边动的,千分表就会从这个点位,然后一直到这个点位,会沿着这个轴段去走啊,走过去啊,就走这样的一个行程,然后呢我们的这个轴呢又会转,所以说这个全跳动,我们的千分表,他的走位就是这样子的 啊,然后走完之后,走完之后再从你这个最低点到最高点去标注哎,你的一个公差范围,比如说啊,你走走这么多,最高点是零点一,那这个时候我们就给零点一这样的一个公差范围是合适的 啊,也不说啊,不说,不是不是,不是,你注意啊,这个不是说我走了多少就多少,而是一开始对于这样的一个线,对吧?要去做到只能在零点一的一个范围之内, 你不能偏心太多,所以说啊,你到时候量出来,要是那个最大值超过了那一而大于他,那你这个就是不合格的啊,那你全跳动标了,你都没加工到这样的公差范围之内,那就是不合格的 好吧, ok 啊,同学们,你看啊,像这个圆跳动呢,就说只能反映他一个,呃,洁面的误差,对吧?他不能反映整个平面,然后我们多测几个,到时候取最高值,好吧,然后全跳动的要求是一整段,所以他的一个要啊,他的一个精度肯定是更高。 这个视频我们来讲一下常用的一些配合,同时我还为各位准备了很多的学习资料,包括我们课堂用到的这些课间以及右边的笔记 资料都是打包好了的,不要米三个六,全部带走。 ok, 那 我们正式开始课程的讲解。第一个来看一下轴承与轴,轴承与轴的一个配合,我们会采用到机孔制,这个是一定的,因为轴承是标准件吗? 对不对?轴承的内圈是固定好的,以轴承的内圈那个孔来为基准去加工轴,这是我们要知道的。好,那么来看一下机孔之配合的话,我们常用的是小 h, 大 h 七,小 h 六 间隙配合。那有的同学可能说,老师,像这样的一个,呃,轴承内圈跟轴之间不是过度吗?那是有精度要求,你会选用到大 h 七,小 gs 六啊,注意, 那这个时候可能会有同学在疑惑说,老师,你不说绿色的常用吗?但是不代表我不是绿色的就不能用啊,知道吧?有精度要求选择啊,大 h 七,小 gs 六,好,那精度再高一点呢,就选它, 这是轴承与轴,注意一下。好,再看一下。第二种情况,定位销与孔。定位销与孔的话,我们是采用的机孔制啊,去加工这样的个定位销,那我们也是采用的机孔制,可以看一下,一般的话会使用到这样的一个大 h 七啊, k 六的情况下, 以或者说要求再高点,就会选到过盈啊,大 h 七,小 n 六。有的同学可能会有疑惑说,老师,为什么不能给间隙,你看啊。第这种情况我们所探讨的其实是什么?就是光孔的形式,就是通孔 啊,是通孔的一种形式,这是通的,对吧?这是一个键,下方还有一个键,这是通孔,然后把削子翻着 啊,这个线不要啊,好吧,这是通孔,通孔的话能用间隙吗?不行,那不会掉出来吗?对吧?所以最少也要用到过度啊,再往上高一点精度,那我们就用到这样一个过盈。好,那还有种情况,同学,我们要知道 这种叫通孔,对不对?那还有一种情况叫盲孔,也就是盲人的盲,那个盲孔,盲孔的形式啊,我这里稍微也可以画一下,做个演示。 假设这样子好孔位 啊,假设是这样的,一个满孔,就是不同孔,叫做满孔, 这种情况下,哎,你不怕掉出来,它掉不出来,所以说你也可以去使用到,哎,大 h 七,小 g 六这样的一个间隙配合,如果说偶尔拆卸的话,那我们甚至可以把精度等级公差等级往下降,对吧?可以再给我们去节省这个成本。可以使用到大 h 八,小 h 七这样的一个间隙配合, ok 啊,那么再看一下,下一步就是连轴器,连轴器是与轴所连接,那一定是机孔制啊,这是我们知道的。好,那对于这样的一个机孔制配合的话,一般会使用到这个。呃,大 h 七,小 g 六的一个配合方式, 轴的话是 g 六,孔的话,大 h 七,这是连轴器,与轴会使用到间隙配合去,嗯,实现这样的一个转动, ok, 那 么再看下一个, 最后一个的话,就是同步轮,同步轮,第一个情况,我们考虑与电机轴,同步轮与电机轴之间,我们会采用到机轴制啊,这是我们要注意的啊,以电机轴为基础, 这是机轴制。同步轮与这样的一个电机轴,我们会采用到这样的一个 g 七啊,小 h 六 g 七啊,小 h 六代表 g 轴制,然后会采用到这样的间隙配合,如果说要求高一点呢,我们就升一级, ok 啊,这是同步轮和电机轴,那如果说同步轮和轴的情况下,我们就会使用到机控制了 啊,同步轮和普通的轴我们就会使用到机控制,那你看一般其实会使用到大 h 七 小七六这样的一种方式,那如果说要求可能高一点的话,我们就可以使用到大 h 七小 m 六这样的过渡配合。
3.4万二里半南南南南枫- 00:40查看AI文稿AI文稿
00:40查看AI文稿AI文稿还以为机械制图中把全部几何尺寸标注出来就行了吗?回答我, look at my eyes! 我 们看这个零件的两种标识方案,虽然他们都把这个零件的轴向方向的尺寸表述出来了,但 当机加工师傅拿到右边这张图后,那将会头疼又一会了。从加工顺序的逻辑上,左图这里对于退刀槽和阶梯内孔 的加工可以很便捷的直接操作,但右图的还需要进行封闭计算后,才能得出符合实际加工顺序的参数。
74海工讲图纸 01:33查看AI文稿AI文稿
01:33查看AI文稿AI文稿嗯,土副的大小现在常用的有 a 零、 a 一、 a 二, a 三、 a 四。嗯。图纸的格式大约我们就是一些图框和标题栏。标题栏的位置和格式。标题栏一般位置在图框的右下角,看图的方向与标题栏的方向一致。标题栏 大家看一下这种摆放方式。我们把标题栏再放大一点,里面会显示常用的一些图纸的一些信息,比如材料的名称,单位名称,图纸的名称,还图纸编号,还有 地级社交,还有我们的设计者是谁,包括公益审核。呃,每个设计的年月份。 然后先详细的信息会放在上面,包括还有比例的实际的比例大小。图纸有可能我们是两张,三张会 会重点会显示这条信息。重点讲一下比例。比例目前看着这个土方标点是一比一。正常情况下,原值比例一般都会设成一比一,如果用放大比例的话,一般比值会大于一,缩小比例的话,比值会小于一。 图样。不论放大或缩小,图像上标注的尺寸均为基建的实际大小,而与采用的比例没有关系。
11外企德科苏州 02:06查看AI文稿AI文稿
02:06查看AI文稿AI文稿石头教学第二课,今天给大家介绍一下什么叫斜位公差,什么叫斜位公差,以及我们各种公差是怎么看的。斜位公差也就是尺寸大小,比如我们的直径、长度、恐惧角度, 这都属于斜位公差,它主要就管这些数字准不准。斜位公差就是形状公差和位置公差的统称,它呢有什么?平面度、平行度、垂直度、对称度,它主要就管形状或者位置正不正。像我们拿到这个图纸, 它的限性工长,这种宽长高,这种六十五二十这种都属于限性工长。还有像这种 f 直径、 r 半径 也都属于陷阱工程。还包括角度、行位公差呢,像这种平行度,还有这边的垂直度,都属于我们的行位公差,我们看他的标注啊,我们来分析一下,第一个就是我们行位公差的符号,看这个就是平行度, 第二个这个零点二就是公差,公差范围在零点二以内就合格。第三个就是我们的基准,有的是有基准的,有的是没基准的, 没基准呢他就不会给你标,有基准呢,他就会标在后面,这个就是跟 a 基准平行,零点二, a 基准就在这个位置,相当于就是我们产品的顶面, 跟我们的底面要平行度达到零点二,这个呢就是垂直度一样的,第一个就是我们垂直度的符号,第二个就是公摊范围。 第三个就是 b 基准,他给我们 b 基准这个孔跟我们的 b 基准有一个垂直度关系,这个就是我们的 c 杠 c 的 pos 图,然后呢他从这里切开的,我们看到 pos 图里面就这个面, 他就说这个孔跟我们后面这个边是有一个垂直度关系,我们这个孔这个孔 跟我们后面这个边有个垂直度关系。好了,今天就给大家分享这么多,我会持续的更新,直到你熟练掌握加固中心为止。
253数控小饭 00:10
00:10 00:38查看AI文稿AI文稿
00:38查看AI文稿AI文稿客户加工一款零件,透光率要求达到百分之九十二,这是客户给的图纸,工程师调机准备原材料, 你觉得这透光率达标了吗?
234亚克力零件精密加工










猜你喜欢
最新视频
- 31.5万老大南