
粉丝3.1万获赞9.9万
相关视频
 02:12查看AI文稿AI文稿
02:12查看AI文稿AI文稿bt 刀柄呢,尤其是在一些扭距比较大的机器人会用到。呃, bt 刀柄一般是这样子的,他有一个七比二十四的一个锥面,还有一个拉钉机床是怎么去固定 bt 的刀柄呢?他后面这个大钉是拉住, 然后呢,这种是 hsk 的木眼呢,在呃,尤其是在高精度的模,具体上会推荐用 hsk 的系列的刀柄,我们一起来看一下。为什么我们刚才看了 bt 的刀柄,他是一个贴合面和一个拉丁。 hsk 刀柄他是两个贴合面,他侧面有贴合面,底面有贴合面,所以呢,他是两面贴合。 bt 刀柄有什么样的一个弱点呢?首先 bt 刀柄在实际高速加工旋转的时候,它会产生离心力,它会产生离心力的话,就会导致主轴和刀柄之间的一个贴合面的一个连接效果不好。然后另外一点,这种离心力的话,会导致呃阻轴,阻轴内椎面的一个膨胀,也就是说刀柄会 向上,假如说我们刀顶呃主轴之间在膨胀的话,刀不会向上窜动,发现这项的一个偏移,当主轴形状呢,有一种膨胀的恢复,恢复的话,就造成了我的刀顶会主轴会推着这个刀顶往这个往这个方向推动,呃,推动呢,首先造成一个深度电场,另外一点呢,由于这种 呃膨胀的恢复呢,会造成呃以及刀柄呢和主轴圈面本身的一个卡死,不具换刀困难,当然呢,就是直接的就是微笑的一个呃,从变化比较大, 相对来说,这种 bt 的刀柄呢,就比较适合于低转速的机场上使用,高速机场呢,由于发热还有高转速带来的一系列问题呢,我们更倾向于 hsk 的刀柄。 hsk 刀柄他有一个什么特点呢?首先他有一个高帮性,由于他的刚才起到了他是两面结束,所以呢,相对来说的话,他的帮性要远大于 bt 的刀柄。 然后高重复定度,因为我们现在是两个面,两个面接触的话,他就保证了走向一个定位的。另外一点就是好的传递,好的传。 有知道这一招,呃,细化的去说,我们通通常用 bt 刀柄的时候可以看到 bt 刀柄两边确实有传动键, hsk 的话,呃,部分 hsa 其实也是有传动键的,有传动键的那种 hsk 刀柄的话,它本身的传递流就是不弱于人体的, 它是这里也得分开入的。就是也有另外一种 s s p 的,比如说像物理的三万转以上的主轴,它可以看一下,如果很多用户有物理三万转以上主轴的话,可以看一下它的 h s e 刀柄,其实它是没有传向,呃,就是传动键的,但是呢,这种没有传动键的 h s e 刀柄呢,它的本身平衡性更好,比较适合于这种超高转速的加工。
25牧野舒美佳 00:51
00:51 00:48查看AI文稿AI文稿
00:48查看AI文稿AI文稿这个刀片所应用的场景并不是说我们要准备它来突破,而是当我们需要的时候改换了一个 bt 五零系统改我这样这批刀具型还想利用上,怎么办?我就买一个 bt 五零转 bt 四零的刀柄的,这这样一个转换刀柄, 我就可以把这一批发动机的刀具的这个这个都全部都用起来了。所以说当你在紧的情况下,第一节省了你的效率,第二节省了加工时间,第三个呢就是把你的这些刀具使用上了,对,第四个的话可延展性啊,不管你们是专业性的,价格的话尽量还是 bg bt 四零就必须四零到相对应的,对相对应的,因为这种他再怎么转换,他是精度上他都会有一定的损失吗?对对对,有一定比例的损失,当然,但是如果说我们呃正常使用的话是没有问题的,请点赞关注评论哦!
26那鸿 nahum 00:10
00:10 00:17
00:17 00:55查看AI文稿AI文稿
00:55查看AI文稿AI文稿今天给大家介绍一下 bt 末世刀柄,末世刀柄有 mta 和 mtb 两种, mta 型刀柄内孔尾部开扁尾桥,适合于安装末世扁尾的转头绞刀及飞镖刀柄等。 mtb 型刀柄内孔尾部附带拉杆螺丝,用于末世追度尾端,由内螺纹 洗刀和非标准刀具等安装方法擦拭刀具外锥及刀头内锥。 mta 刀柄安装时只要将刀具扁尾对准刀柄内部扁尾槽用力装入堆孔即可。 mtb 刀柄安装时,将刀具装入追孔后,从刀柄尾部将螺丝装入刀具尾部,孔内锁紧即可。 为解决特殊工行要求,我们也可以根据客户要求进行定制,一支也可以制作哦,交期短,价格优。
92欧诺威数控刀具 01:36
01:36 01:03查看AI文稿AI文稿
01:03查看AI文稿AI文稿然后这一款的话叫 btbt tsk, 我们一般都叫 sk 高速倒柄,他 sk 的区别呢?你你一个是桶加的区别,还有一个是螺帽,我们这个螺帽的话是没有槽的,有槽的情况下呢,在高速的情况下他会产生风阻,风阻了以后他的转速包括他的震动也会产生震动。 然后就是后来就开发出来这一款就是 sk 的,他的就说装甲成本有点高强,这一个扳手,这个滚刀扳手也是挺贵的。然后正反正反上面也有说明,正反就是说是有松有紧,然后到时候大家看一下那个箭头指示就可以。 然后他这个刀柄呢,对应的筒夹就说是叫 sk, 但是的话就说是他的夹持的接触面要比一压的要长,你像我们一压筒夹的话,一压刀柄我们的精度可能达到一丝还能使用。如果像 sk 黑的这种的话,如果说你达到意思,像这个桶夹还是刀柄配合达到意思的话就不能使用了,因为他都是高转速的,你达到意思以后他摆动很大,转速越高,你摆动越大,可能就把把那个刀具就给就给就给甩断了。
906淘卡特五金工具旗舰店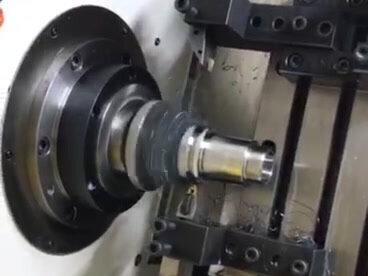 00:15
00:15 00:52查看AI文稿AI文稿
00:52查看AI文稿AI文稿bt 刀柄和 hsk 刀柄到底有什么区别?一般切削最常用的是 bt 刀柄, bt 刀柄的锥度为七比二十四,主要靠拉钉,拉住后刀柄锥面和主轴贴合精度一半。 当主轴从一万转每分钟升高到四万转每分钟的时候,由于离心力的作用,主轴系统的端部将会出现较大的变形镜像跳动变差,因此 bt 刀柄一般不能用于高速切削。高速切削用的比较多的是 h s k 刀柄, h s k 刀柄的追度为一比十。 而 hsk 刀柄锥度的结构形式与常用的 bt 刀柄不同,它是一种新型的高速锥形刀柄,采用锥面与端面双重定位的方式。在足够大的拉紧力下, hsk 空心工具锥柄和主轴 锥孔之间在整个锥面支撑平面上产生摩擦,提供封闭结构的镜像定位,大大增加了高度切削时的稳定性。
5950楚傲数控刀具 00:30查看AI文稿AI文稿
00:30查看AI文稿AI文稿大家好,我是泥工,继续给大家讲解一下油路刀柄,此款油路刀柄是高速油路刀柄,这个里面装有轴承,比装有密封性的话效果会好一些,可以高速旋转。 这个刀柄的话是在外面可以接冷却液的,这面是一个孔,是一个快速接口,可以直接接进去水的,这个是一个纤维杆,直接的话和基础上的纤维连接,这样的话就可以实现。
20钛浩机械 00:29查看AI文稿AI文稿
00:29查看AI文稿AI文稿你们常用的是哪一款刀柄呢?今天我们来说一下 bt 刀柄。 bt 型刀柄主要是日本的标准,现在也是普遍的标准。 bt 采用日本标准制造的加工中,新机床用锥柄,柄部带机械手夹、尺槽。 bt 刀柄有三种常用规格, bt 三零、 bt 四零、 bt 五零。最常用的是 bt 四零。 bt 代表刀柄的锥度为七比二十四,四零指的是规格,因为噪音小,装甲精度高,工作状态相对稳定。作为公司刀柄,安装弹性夹头装入思锥也是比较便捷可靠的。
 00:37查看AI文稿AI文稿
00:37查看AI文稿AI文稿虽然每天都在和刀柄打交道,但是你知道七比二十四 bt 刀柄是什么意思吗?七比二十四表示刀柄的锥度为。七比二十四用于单锥度定位锥度刀柄较长,锥面同时起两个重要作用及刀柄相对于主轴的准确定位和刀柄的夹紧。 他的优点是无字锁,可实现快速装卸工具,只要追小加工精度高就可以保证连接的精度,所以刀柄的成本比较低。他的缺点是高速旋转时,主轴前端的锥孔会膨胀,且随着旋转半径和转速的增加,膨胀量增大,锥度连接高度降低,高柄轴像位移在拉杆的张力作用下也会发生变化。 每次换刀后,刀柄的镜像尺寸都会发生变化,存在重复定位、精度不稳定的问题。关注我,带你了解更多刀具知识!
278源研科技





