g96怎么编程
车端面时,为什么高手车出的端面从头到尾都一样亮?秘密不在于 s 的 数值,而在于 s 的 模式, g 九六横限速。接下来让我们了解一下 g 九七和 g 九六,它的区别在哪里? g 九七呢,它是横转速控制,这个呢,它的编程比较简单,控制直接,它常用于切槽、切断、钻孔、粗车 等直径变化小的场合。我们在上几期的视频中,我们使用的转速控制方法呢,就是 g 九七,它的格式就是 g 九七 s 一 千或 s 八百,后面的数字呢,就是我们给定的基础转速。 g 九六呢,是横线路控制,它的格式是 g 九六 s 加 g 五零限制主轴最高转速。它的用途呢,是用于 加工端面锥面圆弧精加工直径变化大的场合。使用 g 九六的时候呢,必须使用 g 五零限制主轴最高转速。 举个例子, g 九六 s 一 百五,这个一百五呢,它不是指一百五十转,而是指每分钟它的限速度一百五十米,它的单位是米数。 下面呢,我们要结合 g 五零限制主轴最高转速,我们给它限定个两千转, g 五零 s 两千,这样呢来配合使用。那么关于这个限速度,它是怎么计算的呢?我们举个例子,我们使用转速 一千,加工一个费五十的,一个直径,一个外圆,那么这时候它的限速是多少呢?有个公式,限速度等于 pi, d n 除以一千, 那么我们直径是五十, pi 呢是三点一四,直径呢是五十,乘以一千, 乘以 a 数就是一千啊,它的转速是一千,除上个一千就等于什么呢?都就等于切削速度了,那么这个切削速度等于多少呢? 三点一四乘以五十,一百五十七米,如果说我们使用一千转的转速加工五十的外圆,它的切入速度就是一百五十七米,那如果说我们使用 g 九六控制让它 直行一百五十米的一个消耗速度机床呢,就会根据弓箭的直径来去改变他的转速,那么对于这个 s 我 们选多少呢?一般情况下我们买的这个数控刀片,他的背面呢会有提示,像我这个刀片呢,他给的一个参数呢, 加工碳钢一般不超过二百五十米每分,这个呢可以根据我们的实际的使用情况去选择这个 g 九六。接下来我们让刀尖从外缘向中心慢慢移动,观看一下手镯的变化情况, 我们可以看出刀尖若靠近中心的时候,手镯的转速会明显的提升, 当离开中心的时候,主轴转速呢就降了下来,这就是 g 九六。现在你已经掌握了控制主轴转速的两种高级模式,一种 g 九七,一种 g 九六。那么控制刀具移动速度的 f 进给也有两种关键模式,你知道是什么吗?我们下节课揭晓。

粉丝12.3万获赞25.6万
相关视频
 00:44查看AI文稿AI文稿
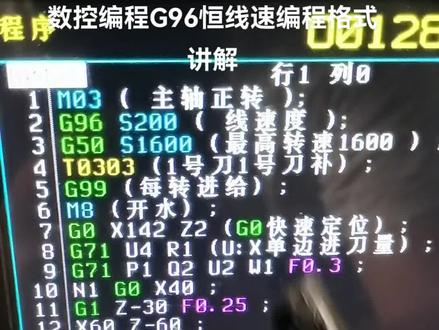
00:44查看AI文稿AI文稿呃,大家好,今天呢我们给大家来讲一下啊, g 九六啊横线速的编程格式啊。呃,首先啊, g 九六 s 两百,这里的两百不是主轴转速,两百是指我们的限速度是两百啊,下面 g 五零 s 一千六代表的是我们主轴最高的转速是一千六百转。 呃,很多小伙伴在编程当中会发现,我们可能有时候加工一些大的盘类啊,走不到 x 的零点,他已经是最高转速了, 因为理论上的最高转速到零点的话,他是无限大的,所以我们在这边要设置一个主轴的最高转速啊,防止我们的主轴飞出去。关注保洁不迷路,每天分享数控小知识,谢谢大家。
2097保洁大师兄数控编程 00:26查看AI文稿AI文稿
00:26查看AI文稿AI文稿g 九六横线速你还不会吗?像这个端面,这里光洁度很亮,到中间就很粗糙,用个 g 九六就能解决了。很简单,横线速计算公式 程序很简单,开始 g 九六横线速,线速度刚才算出来了, g 五零 s 一 二零零为最高转速平端面 g 九七取消横线速,程序就编好了。学废了吗你。
3137半桶水做数控 00:59查看AI文稿AI文稿
00:59查看AI文稿AI文稿这九六设置横限速度,限速度设置的很小很小,但是转速还降不下来,为什么?是因为有一个参数美感设置,按 l 打开参数开关,按参数 数据参数找到四十三号参数横线速度,这九六控制下主轴的最低转速,他是一百,也就是说这九六你哪怕写成 s 一,他转速也是一百,把这个改成二, 输入就是改小一点就好了。按设置,按 w 关闭参数开关。好了,现在就可以完美的去使用它。 关注我带你了解更多顺风车方面的知识。
 04:51查看AI文稿AI文稿
04:51查看AI文稿AI文稿好,我们今天来学习一下 g 九六, g 九七转速控制指令,这两个指令的作用呢就是用来控制我们的主轴转速模式的,那它有两种模式是哪两种?我们继续往下看。 g 九六呢叫做横限速,横限速的作用就是让我们的主轴会随着我们的刀架 x 轴的移动而产生变化, 这个呢是我们的零件,他在我们的主轴上都不会转动起来,当我们的刀移动到我们这个零件外缘的时候,如果说他是一千转的转速,我们再继续向前移动,我们的这个主轴转速会变快, 可能到一千两百转,一千三百转。我们的刀具他越往前,我们的这一个零件他转动的就越快,我们的刀具越往后呢,他转动的就越慢, 这就是我们这个 g 九六的作用,就是因为我们的刀具它会往前,我们的转速会变快。所以说我们一定要使用 g 五零来限制我们的这一个最高转速,它有可能 理论上会达到一万转、两万转,我们的机从达不到,我们必须要使用 g 五零把这个最高转速给它限制住,防止它转的太快。 他的这一个 g 九六就可以把我们的主轴他的单位设置成每每分钟。很多人对这个单位没有概念,我们来看一下这一个计算公式,我们的实际转速。什么叫实际转速?因为我们一般来说, 我们的这一个转速单位都是啊圈,每分钟就是我们这一分钟里面,我们这一个主轴转多少圈,我们平时叫五百转、六百转,都是这个单位,一分钟内我的主轴会转五百圈或者六百圈, 那这个每每分钟是什么东西呢?就是我们设置的速度乘以一千除以三点一四乘直径这一个设置速度,就是啊你每分钟的这一个单位, 那很多人听了可能很傲,那我们来看一下这一个例子吧。比如说 g 九六 m 零三 s 一 千,这里的 s 一 千,他设置的就不是我们这一个主轴每分钟转多少圈了,而是每分钟还要前进一百米, 那一百米我们就要有对应的转速,我们把这个一百乘以一千除以三点一四乘直径, 就可以计算出来我们的实际转速它是多少圈每分钟了,那我们再把它给限制掉,最高转速 s 两千转,那当我们的刀具移动到直径五十的时候, 我们的这个转速就会等于一百转乘一千除以这一个东西,最后等于六百三十六转,那这一个六百三十六就是我们的圈每分钟这一个单位了。 也就是说我们的刀具移动到直径五十的时候,它的这个机床实际转速会是按六百三十六转,那当我们的刀具移动到直径十的地方的时候呢?它的转速会等于三千一百八十四转, 那么这个转速我们很多机长已经达不到了,所以说我们就需要使用这个 g 五零来限制住我们的最高转速限制到两千转,这样他就不会过快,那他有什么作用呢? 他一般来说就是用来我们加空我们的盘类零件的时候使用。当我们的零件直径特别大的时候,我们就需要使用 g 九六来限制他的最高转速和最低转速了, 它在切削外面的时候转速要慢一点,然后呢再往前移动的时候,它的转速慢慢变快,这样有利于我们加工出更好质量的这一个端面和零件。 那学完了 g 九六,我们觉得很傲,那我们就来再学一下 g 九七,我们一般来说呢,用的也比较多的,就是我们的这一个很转速,也就是我们机床默认的大多数机床,有些机床可能会默认 g 九六, 它的意思就是不论我们的刀架 x 轴如何转动,它的转速都不会变。我们 x 轴,我们的刀不管向前移动,向后移动,它怎么移, 它的转速啊都是不变的,它会把我们的主轴转速设置成转每分钟,比如说我 m 零三 h 一 千,那它代表的意思就是我们的这一个主轴, 它每分钟会转一圈圈,这样子就是我们机器有七的这一个使用它呢,一般来说使用的比较多,除非我们在加工的软很大的零件,比如说轮毂啊,车轮这些东西的时候,才会使用 g 九六这一个指令。
1048数控猪哥 07:17查看AI文稿AI文稿
07:17查看AI文稿AI文稿我们加工这种盘类零件,也就是我们经常说的法兰类零件,我们看这里有一个二二的一个圆弧,呃,后面呢有一个零点五的一个倒角,这个台阶的长度呢是四毫米, 台阶的外圆是六十三,这个法兰的啊,这个盘力零件的大外圆是一百八十二,那么客户要求呢?这个表面缩度是一点六微米, 那么如何达到客户的一个要求啊?今天呢就给大家分享用 g 九六加 g 七二呃,编程加工啊,这种盘力零件的,呃,具体编程方法一起看一下这个 g 七二加横线速加工排列零件的一个程序的编程思路。首先呢,我加了一个备注啊,是 g 七二横线速的意思啊,横线速这个编程呢,首先啊, g 九九 g 二幺,每分钟晋级, 这要公制单位为毫米,然后 m 零三 s 四百横线横线速的主轴 初始转速为每分钟旋转四百转,然后一号刀是咱们一个横装的一个反偏刀来加工这个台阶, 呃, g 五零 s 一千,主轴限定最高转速,呃,是一千转, 然后 g 九六 s 二百二十八啊,这个非常重要,是我们横线速度的一个值,那么 g 九六呢,就是横线速控制 s 二百二十八是我们横线速度的一个值,那么这个值是怎么计算的呢? 这个 vc 就等于啊派 dn 除以一千啊,其中派是三点一四, n 是主轴初始转速四百,呃, d 是我们的一个毛坯直径一百八十二啊,然后除以一千就等于二百二十八, 然后我们开始定位 g 零零啊,由于这个外缘已经车到了一百八十二,这里定到一百八十三, z 一,然后 g 七二, w 一点五啊,然后 g 七二,它每次 z 向进刀一点五毫米,然后 z 向退刀零点五毫米,然后机器二 p e q 二, p 一是初始循环的初始段号, q 二是循环的终止段号 u 零点四, x 方向留的警车余量 w 零点一, z 方向留的警车余量 f 零点二三是咱们的一个走刀的速度,往下看, 呃, n 一对应 p 一啊, n 二对应 q 二。 好,那么我们看 n 一啊,首先 g 七二,它的编程呢,是倒着编,也就是从 v 向的终点往 v 向的起点啊,这样去编,因为我这个台阶长是四毫米,又倒了一个二二的 圆弧,所以说这里定到 z 负六,然后 g 零二 x 一百七十八, z 负四二二,这是什么意思呢啊?因为我们这里有一个 r 二的圆弧啊,那么大家注意啊,这个圆弧,如果你是正着边,他是 g 零三,那么你倒着边,他就是 g 零二 啊,然后 g 零二从一百八十二倒到一百七十八啊,也就是四毫米的一个情况。 z 负四啊,从负六走到负四, r 二就是圆弧半径是二。 f 零点一啊,是我们精车的时候它 走到的一个速度呢,是啊,零点一啊,毫米每转,然后他从一百七十八啊走到啊,六十二点九七,也就是我们这个台 接的最小直径啊,他要求呢减三道,所以说这里就是六十二点九七,然后呢,我们 z 项从负四走到负一,然后呢,又从负一倒角走到 z 零, 然后从六十二点九七走到六十一点零啊,然后 f 同样要走慢一点啊,走到速度是零点一, 然后 a 二就是退刀了哈,从啊 v 零退到 v 零点五,然后 g 七零是精车,我们的一个呃程序段,然后 g 九七取消横限速, g 零 z 十啊,刀具退到 z 十啊,我这样的编程习惯呢,他退到 z 十上之后呢,让他主轴停止冷却也关闭,然后刀具啊再退远一点,这样 呢会节约一部分咱们的电耗啊,这样还是比较合理的。一个先退到地石啊,退到地石上之后啊,再进行 这个主轴停止和冷却液关闭,然后退刀,程序结束啊,那我们给他什么一下啊,给他看一下,主要是这个这一块啊,好,我们点击这个调试啊,点击一一把这个空运行的给他打开 啊,然后我们点自动,然后点图形啊,我们把这个图形先擦掉啊,然后我们点这个快速图形,大家看一看这个机械横线速的一个刀路。 好,我们点这个单段执行,大家看一看道路哈,比较清晰,我们点一下,他就会一步一步的去执行啊,然后他首先呢是把前面的粗车出来,你看最后他是倒了这么一个圆弧角 啊,最后呢把这个咱们的刀具退出去,所以说我们编辑的这个程序 啊,是没有任何问题,那么通过加工也达到了客户的一个要求,就是咱们的表面缩度啊,整体端面是一点六微米啊,也提高了咱们的一个加工效率。 好,我是王老师啊,咱们如果想学习更多的一个数控车床编程知识,可以点击视频下方的 嗯,小程序来获得。好,咱们明天继续分享数控车床加工的其他精彩内容。好,再见, 点赞关注。
841德州数控达人 00:38查看AI文稿AI文稿
00:38查看AI文稿AI文稿如何用至九六横线速控制弓箭表面光洁度指令格式? 在此过程中,从 x 八百至 x 一百,主轴转速是一个变化的数值,随着 x 值减小,主轴转速增大其公式,主轴转速等于 s, 代表每分钟多少米的切削速度,比如说 s 两百。在切削一百的外援时,转速计算方法如下, 如果有洁面切削,要加 g 五零,否则切到 x 零的时候直接上最大转速了。 t 九七是横转速,我是男生,小豆带你玩耍无啾!
892兰生学院CNC智能制造 01:26查看AI文稿AI文稿
01:26查看AI文稿AI文稿g 九六是使用横线数来切削的,在我们加工产品它端面效果不理想的情况下,我们可以选择用 g 九六来加工,下面我们来看一下如何使用 g 九六来进行编程吧。好,我们来看一下程序们假设我们这个产品外径是一百五的 好, g 九九每钻进给嗯诅咒正转,我们给他一个出使速度,左右五百五十五转啊,用二号刀,二号刀补就是 g 五零, s 一 千六是限制他最高转速,最高转速我们给他限制在一千六百转, g 九六是起用横限速开始,横限速 s 二百六十一是达限速,限速度要多少怎么算?就我们产品的外径 一百五好乘个达驶驶速度,这个驶速度你就要看搭到一百五的时候你要给他要搭多少转,我们一百,我们给到五百五十五转,乘个三点一次出一千,他算出来是二百六十一,他这个限速度我们就二百六十一, 下面就机灵 x 一 百五 v 零都正常的,它定位码基一就开着走道车下去机灵退刀退到三百三十三,那 g 九七我们取消一个横限速,就 m 三零程序结束。
73微胖(互) 07:21查看AI文稿AI文稿
07:21查看AI文稿AI文稿我今天在车床上试了 g 九六和 g 七幺循环,是可以可以放在一起用的, 我那天看到这个编程操作手册,他这个上面说说 g 七幺和 g 九六,呃,当中如果如果放在 g 七幺的循环里面, g 七幺循环里面 里面他那个 g 九六是无效的,你 g 七零才有效, 但是你如果放在前面的话,放在程序的最前面,呃,在循环的前面,他就他都会有效。我今天确实有事了,刚好车了一个弓箭,就像这样子,是开粗的,外 近一百八,然后车到八十。呃,车到八十,然后这里有个台阶吗?车到八十,这里的深度是也是八十,然后这个是三十。 我车了一个障碍,弓箭也是用用 g 九,用 g 九六, g 九六, g 九六车的话,他他第一个好处呢?就是就是效率高吗?效率高 啊,那个刀片耐用啊,刀片耐用,而且三车出来的弓箭光洁度好。粗糙度吧? 粗糙度,粗糙度高,好吧,因为你你洗了 一个 sg 九六, s 一百五或者 s 两百,他这个电脑都会自动算。然后我们刀在这个位置的时候,这个位置的时候是多少转啊?假设是三百转吧,三百转, 三百转,你往下车,车到这里的时候就变成四百五百,然后走到中心的时候要限速,要限速一千转或者一千五百转,这样子他的效率就会高。走到若走到中心的时候, 转速就会越高,然后你的 f 是零点一或者 f 零点二,他走到就会越来越快,走到越来越快的话效率就高。而且 刀片更耐用啊,因为上面外径大,外径大,你的速度转速慢不伤刀片,如果你上来就是六百转,那你的刀片很快就会 对就会坏掉,他会有那个火花出来,把那个刀都打的有火花,像这个用机器要应该怎么车呢?我,我演示一下吧,然后 g 九六带上 g 九六是怎么怎么用的,你看一下, 首先就编了 g 九九吧,前面有个 g 九九,然后 g 九九 g 九六 s 一百五吧, s 一百五,它这个是限速度,限速度就是一百五十米每分钟 每分钟的限速度,他车长会根据你你你所设定的这个限速度来来测出那个刀在这个位置当前这个位置的转速是多少,不用我们自己去算, 它系统会自动自动算出来,然后呢 t 幺零幺 m 三, m 三就可以了, m 三这个时候是就转出来了,转起来了,系统根据你的刀在哪个位置,他就转速不同的转速,然后 g 零 x 一百零一百八十,一百八十二吧,二点零 z 零点零 m 八,然后 g e x 负一点零 a, 呃, f 零点零点二吧,然后这个位置也要一定要加一个限速,因为你过中心了,它的速度会无限大,然后这个位置需要加一个 g 五零 s 一千五百转吧,一千五百转,其实让大弓箭尽量不要转这么高,一千转就可以了,我就设定了一千转,然后呢 拆到底 w 零点五,然后 g 零 s 一百八十点零,这个时候就可以用循环了,然后 g 七幺,右二点零二,零点五, g 七幺 p e q 二 u 零点零 w 零点零,因为我是出车,所以就就直接 w 零点 f 零点二,然后呢后面跟这个 n e g 零 x, 它那个台阶呢是一八十,那么我们我们要倒角,倒一下 c 一的倒角吧, s 七十八点零,然后 gez 零点零, gez 零点零, 然后 x 八十点零, w 负一点零,然后 z 负的八十点零,然后把这个台阶撤完之后,我们就可以退刀了吧,然后 in off g e x x 多少呢?一百八十一点零吧,然后就可以了。 g 零 z 一百点零 m 三零,这个程序就就变完了,其实很简单啊,其实很简单,就是你这根那个就放在外面了嘛,就放在外 外面循环外面了,然后加一个 g 九九啊, g 九六 s 一百五,后面跟个限速啊, g 五零 s g 五零 s 一千五百转限速,然后 t 幺零幺 m 三 m 三 g 零 s 一百八十二 z 零点 m 八,然后走到过了中心之后呢,就直接定位到一百八, 然后把那个把这个台阶走一遍就可以了,很简单。但是你如果如果把这个 g 九六放在这里呢? g 九六 s 一百五十, 放在这里,前面加一个限速的话,他这个粗车是没有用的,这个在在机器腰当中是没有用的,必须要放在前面,一般我们用的时候都放在前面,不要放在这中间,然后呃 呃,走到这里的时候尽量再加个 g 七零吧,不是 gg 九七吧, g 九七多少? g 九七,然后 s 五 s 五百就可以了, s 五百, 然后这个 s 呢?就是就是转速了,你加也可以,不加也可以,尽量加一下吧,因为 g 九六跟 g 九七是是那个一组的,我们的车床一般都是开机默认 g 九七,因为 g 九七是初泰系代码, 然后 g 九六用起来有好几个好处,有这几个好处。好了,今天视频就到这里了,谢谢大家,拜拜。
481福州阿牛 01:51查看AI文稿AI文稿
01:51查看AI文稿AI文稿大家好,今天呢我们给大家分享一下数控编程 g 九六横线数的编程格式以及算法,我们经常加工一些大的盘类啊会用到, 那么我们来看一下这个程序啊。首先 g 九六开启横限速 s 一百二,在 g 九六后面的 s 一百二呢,代表的不是我们转速一百二,而是指限速度一百二,每分钟一百二十米的一个限速度,下面 g 五零 s 一千二, g 五零呢是设置最高转速, 那 s 一千二就是最高一千两百转。下面是我们正常的一个编程,用机器二加工一个端, 那加工完成以后,如果我们后续还有产品加工,我们加一个 g 九七取消横限速,那么后面的 s 八百就是我们以后加工的转速,是以八百转作为记准来进行加工。 那么我们再看一下这个横线速的计算公式,限速度等于三点一四,也就是派乘以转速,乘以直径,再除以一千,那这里除以一千是把我们的毫米 转换成以米为单位的啊。那也有小伙伴在问啊,我们在使用横线速的过程当中啊,为什么还没有加工到小径,他已经达到了最高转速呢? 在这里面我们主要来给大家看一下这个公式啊,这个公式里面的直径代表的是当前加工的一个直径,那随着加工直径会越来越小,我们要保证限速度不变的情况下,直径越来越小,那他的 三点一四是固定值,只有转速才会越来越大。由于我们程序当中啊设置了近五零的速度上限,当我们的直径啊小到某一个数值以后,他的转速就已经 达到了上限,这也是为什么没有加工到位,他就直接达到了速度的一个上限。关注保洁学数控,每天分享数控小知识,谢谢大家!
1731保洁大师兄数控编程 03:20查看AI文稿AI文稿
03:20查看AI文稿AI文稿各位机加工的朋友们,今天咱们来聊聊数控车床上两个特别重要的主轴控制指令, g 九六和 g 九七,这俩可是直接影响你零件加工质量的关键哦。很多新手朋友搞不清他们的区别,今天我就用大白话给你讲明白。先说 g 九六,它叫横线速度控制, 啥意思呢?就是不管你车的弓箭直径是大是小,刀具切削点的速度始终保持不变,单位是米每分钟。打个比方,就像咱们骑自行车,不管路面是宽是窄,咱们灯的速度保持一样,这样车子跑起来就均匀在车床上。这就意味着车大直径时主轴转的慢, 车小直径时转得快,这样加工出来的表面光洁度就能保持一致,切削效率也均匀。所以像端面车削、锥面车削或者外缘从大到小变化的时候,用 g 九六就对了。 不过用 g 九六有个非常重要的安全点,必须配合 g 五十 s 来限定最高转速,不然当刀具靠近弓箭中心,直径快接近零的时候,理论转速会变得无穷大,那弓箭就可能甩出来,太危险了。 比如 g 五零 s 三千,就是把最高转速限制在三千转每分钟,然后 g 九六 s 一 五零 m 零三,就是启动横线速度一百五十米每分钟,主轴正转。那 g 九七呢?它正好相反,叫横转速控制, 就是主轴转速固定不变,单位是转每分钟。不管弓键直径怎么变,主轴就按你设定的转速转。这就像咱们开定速巡航,速度表上的数字是固定的。 g 九七一般用在什么地方呢? 比如螺纹切削,因为螺纹的螺距是固定的,需要主轴转速稳定,还有钻孔、绞孔这些孔加工或者弓箭直径变化不大,对表面要求不太高的场合, 而且多数车床开机默认就是 g 九七模式,这个要记一下,总结一下它们的关键区别。 g 九六追求的是横定的切削线速度,转速会随之变化,适合精车端面、圆锥圈面这些需要均匀表面质量的活儿。 g 九七则是保持横定的主轴转速, 转速固定,适合螺纹、钻孔、定心以及横直径外圆加工。给大家看个简单的编程示意,你就更清楚了。比如先 g 五零 s 二五零零设定最高转速两千五百转, 然后 g 九六 s 一 八零 m 零三启动横线,速度一百八十米每分钟,主轴正转,接着快速移动车外圆车端面, 这时候转速会根据直径自动调整。等这些工序做完,要断孔了,就用 g 九七 s 八零零 m 零三切换到横转速八百转每分钟,然后移动到中心,准备钻孔之后,如果还需要精加工,也可以再切回 g 九六。最后再强调几个安全提醒, 使用 g 九六时, g 五零限速这一步必须写,否则小直径时转速过高真的很危险。从 g 九六切换到 g 九七时,主轴会立即调整到你指定的转速,要注意可能的冲击。另外,不同数控系统,像发纳科、西门子、广树,基本语法差不多,但限速指令可能有差异, 比如发纳科部分早期车床用 g 九二限速,所以一定要以你机床的说明书为准。简而言之,记住这句话, 需要均匀表面质量,用 g 九六,需要固定转速用 g 九七怎么样?现在你搞清楚 g 九六和 g 九七的用法了吗?你平时在加工中更喜欢用哪种模式呢?欢迎在评论区交流讨论。
32CNC不加班 01:17查看AI文稿AI文稿
01:17查看AI文稿AI文稿呃,大家好啊,这个呢是我们用横线速编程加工出来的一个产品啊,那么今天我们跟大家讲一下横线速是如何编程的啊,那我们来看一下啊,这个 g 九六是我们这个限速度, s 一百二是代表的我们的一个限速度啊,不是主轴转速,那 那么限速度我们根据什么来取决呢?其实是根据我们刀具盒当中的一个切削参数啊,我们可以适当的一个去取决。 p 呢是代表我们一个钢键啊, m 呢是不锈钢, k 呢可能是我们一个铸铁键,这个大家可以看一下这个刀具盒上的一个切削参数啊, 然后我们再看下一个 g 五零, g 五零是限制我们主轴的最高转速,因为如果我们不限制最高转速的话,随着一个 x 旗下汽销逐渐的一个减小,到最后可能他的数值是无限大的,所以我们要有一个 g 五零, s 一千二代表的是我们主轴最高转速一千二,当我们这一段程序加工完了以后,可能说我们还要再加工其他的一个程序,其他的一个刀,当我们要取消横线数呢,我们就用 g 九七 s 八百啊, g 九七 s 八百 就是我们的一个横转速,关注保洁不迷路啊,每天分享收工小知识,谢谢大家。
1941保洁大师兄数控编程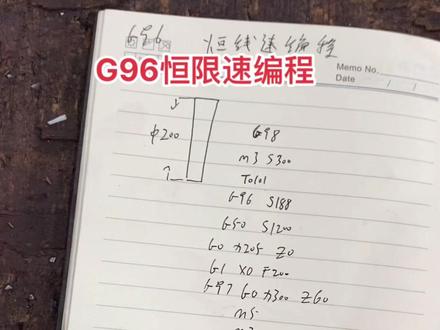 01:59查看AI文稿AI文稿
01:59查看AI文稿AI文稿今天教大家 g 九六横线竖编程,好,我变成 g 九八啊,这个毛胚外沿两百,我们初始转速的话, m 三打到三百转 啊,就是这个两百的九万元打了三百转,初始转速啊,七零幺零幺一号到 g 九六 s 一百八十八转,一百八十八啊, g 五零是最高速度 s 一千二百转啊, g 零 x 两百零五,任您定位 d 幺 x 零 f 两百就拆个平面啊,拆好过后, g 九七取消零像素机灵 x 三百 d 六十,定位 m 五,光卡盘 m 三零乘以结束 啊,这个 g 九六 s 一百八十八,这个是算出来的啊,怎么算的嘞?三点一四乘以毛坯, 毛坯两百三零四乘以两百,再乘以你这个两百的外援的初始转数,三百转乘以三百啊,然后除以一千 就等于一百八十八点四啊,这个点四后面可以取消啊,等于 g 九六 s 一百八十八,就这样出来的啊,下面都有公司的啊。三点一 乘以毛坯外径乘以初始转速,然后除以一千,都等于等于一九六的速度啊。 g 五零是小径的最高速度啊,最快是一千二百转一五零 s 一千二啊,我们看这个是怎么走的啊?
450我本善良(重庆 ) 00:37查看AI文稿AI文稿
00:37查看AI文稿AI文稿大家好,欢迎收看大三数控今日分享!今日加工三零四不锈钢排类零件加工中,主要编程运用回 g 五零 g 九六横线速切削编程 m 九八调子程序,车盲孔子口编程盲孔子口车削刀具选用三十五度内孔偏刀程序中 g 五零 g 九六意思是切削过程中主轴最高转速是五百横,限速九十六米。 车盲孔子口 m 九八调子程序 m 九八 p 十六幺三零五意思是调幺三零五子程序,十六次子程序也呈现给大家,所有程序均在这里,新手朋友想参考学习可以点赞收藏,有何疑问,评论区留言交流,也欢迎高手朋友能够沟通交流,指点一二,让我们相互交流,相互学习,共同进步。
273大三数控 12:28查看AI文稿AI文稿
12:28查看AI文稿AI文稿第十七课,各位同行老铁大家好,那么这节课呢,跟大家来讲一下横线竖的一个应用,一九六横线竖到他的一个基带码是一九六 啊,取消横线数的一个加工的一个车代码的话是 g 九七,那么一般情况下我们的一个横线数的一个车代码呢,是配合一个 g 五零啊, s 多少的一个限制主轴的一个最高转速来使用。 那么我们的一个七九六横线速一般是应用在加工什么上面,上面呢?我们来看一下以这三个弓箭为例哈,假设我们这个弓箭的话,应用我们的一个横转速来加工的话, 比如说我们就按一个每分钟五百转来转,对啊,每分钟五百转的一个转速来加工这个锥面,或者说这个端面,或者说这个球面, 对吧?当然我们不管我这个直径,不管我这个刀在加工哪个位置的话,他那个转速他都是五百转,每分钟五百转没有变化,对吧?但是随着我们弓箭的一个 使用我们刀具的一个移动啊,我们这个空间呢,是由小到大,或者说由大到小, 那么他加工出来的一个表面质量的话,就是说啊,我这个弓箭靠近我这个弓箭外面啊,直径较大的地方的话,关节度的话就会相对来说会比较好,对吧?那靠近我们这个弓箭的一个中 中心轴,中心轴位置啊,中心轴位置的一个靠近这个中心轴位置的一个地方,由于他的一个转速的话是太太慢了,对吧?太慢了,所以他加工出来的一个表面的话,粗糙度啊都就会比较那个比较粗厚, 所以说类似这种情况呢,我们就可以运用到我们的一个横线竖的一个编程来解决这个问题啊,也就是说我这个刀具在加工这个 我的刀具哈,假设我现在叫车这个端面的,然后刀从这个这里,然后进刀进来,车到这个中心位置吗?啊?刀从这个位置进来,一直抽到我们的一个中心的位置,那我们运用我们的一个机 九六横线竖的一个编程的话,也是说我刚开始刀具在这个最大劲的地方,他是一个每分钟五百装, 每分钟五百转,那么随着我的一个刀具越往里面的话,它的一个转速的话,它就会越来越高啊,越来越高。比如说我现在把它一个限速,它是限的这个 g 五零限速是限一千转的话,限一千转, 现每分钟一千钻的话,那么他从从这个, 从这个大镜这里,然后到往里面走的过程中,他会从五百转啊,一直变到我们的一个一千转啊,一直变到他的一个最高的一个转速啊,一直变到他的一个最高的转速一千转。那么这样只要他加工出的一个 表面质量的话,就是说相对来说会比较均匀,而且在这个靠近这中间部分的一个关节度啊,也有一个比较好的一个保证,那么这个的话就是一个很限速的他的一个优势哈。 那我讲完这个横线数的他一个优势的话,我们再来讲一下这个横线速度的话是怎么样来计算的啊?讲一下这个线速度是怎么样来计算的? 同样我们以中间这个图为例哈,那么中间这个图他的一个直径的话,他是六十六十毫米,对吧?直径是六十毫米,那么这里的一个线速度,他就等于逐轴的 转数乘以直径,再乘以三点一四,然后再除以一个一千,那这个是除啊,再除一个一, 先等出了一个啊,等出了一个转转速的话,就是他的一个限速度啊,就是他一个限速度, 这个就是他的一个限速度的一个计算的一个公式。那么以这个六十为例的话,我在这下面也做了一个计算哈。假设我这个弓箭,我想让他是以每分钟, 因为我的初始速度就只有他以他这个最大劲为这个点,这个速度啊,作为一个初属的 初始的一个转速啊,五百转来算的话,你要说我从这里最大劲这个地方去让他是五百转,每分钟五百转的一个转速来往里面加工的话,来计算他的一个 呃,来保证他的一个限速度啊,限速度是一样,他那我们要给的一个限速度是多少, 对吧?要给的一个限速度是多少的话,我们就可以用这个公式把它算出来,那么它的一个限速度的话,就是等于五百,对吧?因为我们车刀定在这个最大的直径,这里是一个初始的一个转速吧,就每分钟五百转, 就录这里啊,我就给一个五百,那么他的一个直径是六十吗?这里直径乘以三点一四,那么就是六十乘以三点一四, 再除以一千吗?再除一千,对吧?那我们这里也除以一千,这样子算出来的话,得出来的话,一个限速度的话就是九十四点二,那么九十四点二呢?我们就大概给到九十四左右就可以了。所以说我下面 的一个边墙案例上,我给的一个呃,横线数哈,给了一个横线数的话,那么我给的就是一个 s 四九, 是对不对?那么这个就是一个很限速的一个计算的一个公式,各位老铁的话是可以这样子来理解的哈,就说假设 这样子讲,可能老铁更加容易明白一点啊,假设我这个弓箭的一个外沿是现在是直径是六十吗?对吧?如果我的弓箭每分钟 五百转,每分钟五百转,对吧?但我这弓箭外面他转一周的一个时间和我弓箭的一个中心,对吧? 转一周的一个时间,他是不是一样的?他时间是一样的,对不对?大家可以理解,他的一个时间是一样的,那么我弓箭外面这个外圆的话,他是 是不是比较大?那中间这个,中间这里面这个小点啊?他是不是这个啊?比较小,对不对?那我时间一样,但是我时间一样,但是我大家的一个每分钟转的一个 啊,一个次数的话都是一样的,所以说他外面的一个速度他是比较快的,对吧?外面的一个速度啊,肯定是比较快一点的,就是像我们的一个车子嘛,对吧?你的车子的一个车轮的一个转速啊,车轮的一个车子 就车子的一个车笼哈,一个车笼大,一个车笼一个车笼小,一个车笼大吗?对吧?但你两个车笼的一个转速是一样的话,转速一样,时间一样的话, 但他们两个车移动的一个距离可能是不一样的,对吧?因为你这个小车容让你转一周年,可能移动的距离的话是比较短的, 移动的距离是比较短的,我大车轮移动一圈,他的距离是比较长的嘛,对吧?也可以这样子来理解,也是说我们这个外径比较大的地方,他的一个限速度他是比较快的,对啊,限速度要比较快,要靠运中心,他的一个 一个速度还是比较慢的,所以说我们要通过提高刀具往里面通过,提高了我们一个转速,要保证他的一个限速度,他是一样的,是这个样的一个意思。哦, 好,我们来看一下下面的一个编选的一个案例啊,同样是以这个六十直径六十这个弓箭为例,同第一行的话是一个基酒吧,基酒吧呢?就是说,呃,是一个 呃,每分钟晋级的一个编程啊,对啊,每分钟晋级一个编程是九九八,然后是七零一,然后 m 三,那是五百, 在这里的话还是每分钟五百转吗?对吧?我刚开始的话掉一把刀,然后给他一个五百的转速,那么我快速定位到这个点来车这个端面的时候了,我就定到了一个六十二,比他的一个直径稍微大一点,然后一零吗?对啊,定到这个点这这里来, 然后在这里看,我们首先是要给他限一个速度,用这个 g 五零啊,这个 g 五零限制他的一个主轴的最高转速,也要说我不想让他因为我们主轴的话如果 过于高的话,他的一个积损的会抖动啊,对吧?所以说我就给他现了一千的一个转速,是作为一个最高的一个转速,比如说他主轴达到一千转以后的话,他再往里面车,他也是保持一个一千转的一个转速往里面车的, 他不会再高了,对吧?好,那么他的一个线, 一个他的一个转速以后的话,对吧?一五零,现了一个最高的转速以后,接着我们就给他一个限速度,限速度啊,就是七九六 s 多少?对啊,七九六后面加一个转速, g 九六后面加这个转速啊,就是我们算出来这个限速度啊,算出来这个限速度,然后再加一个 gas 零吗?对啊,应该从这个位置,然后到中间这个啊,中间这个点的话就是 s 零了,对吧?直接变成零了,这 f 的话是三十,就每分钟的话三十个毫米往里面进刀吗?对吧? 然后抽到这个点以后的话,就在一个七零啊,这一个七零 s 一百 s 一百一,一百,然后退到安全一个位置,然后再加一个七九七啊,再加一个七九七,一九七的话,他就取消的这个 横线速吗?对,机九七取消这个横线速。来,我们再给他一个 s 五百转,那么这里到这个位置他又变成了,因为他取消了这个横线速吗?到这了这个位置以后,他就变成了我们的一个横转速啊,横转速哈,就是说这个横转速,横转速 啊,很转速啊,啊,很转速,那么这里的话到这个位置他就变成了每分钟五百转了,因为你取消了他这个限速度的话,他就变成这个,呃,每分钟的一个,就说每 分钟多少转了,这个转速啊,就变成这个横转速了。所以说你要后 g 九七取消这个横线速以后啊,你要给他一个转速啊,就要回这样,这样他回到我们初始的这个转速上面来,为什么要加这个 g 九七来取消 他的一个,取消他的一个很很迅速的一个加工呢?对吧?因为你在加工这个锥面或者说这个砖面的时候,你加工完以后,你吊用下一把刀,比如说我们是吊用下一把刀要进行一个螺纹的一个加工啊, 或者说其他的一个加工的话,我们肯定是不能用这个横啊横线数来加工的吧,对吧?像我们螺纹的加工或者说其他的一些加工的话,就用这个 很限速了,就就不太合理啊,对吧?所以说我们要加,一般来说我们用完这个很限速,然后我们要加一个呃,急酒器,然后取消他的一个很限速,再给他一个固定的一个很转速啊,是这样的一个意思, 因为这里的话我们是讲的是车这个端面啊,其实我们类似就是我们这个追度哈,我们假设我们要把追度的这一块的一个 材料去除,用我们机器一的一个循环程去把这一块料来一个去除的话,也可以啊,加在机器一的一个前面啊,来来来,车的哈,就开出的时候也可以用我们这个很很迅速来车,真实的话它的一个效果就排泄的效果了,可能刚会更好一点啊, 好,那么这个的话就是一个整个横线竖横线竖编程的一个理解和格式哈,感谢各位同行的一个支持哈, 那么这个视频呢,就录到这里,那么下个视频呢,我们来讲一下他的一个呃,就说每分钟晋级和那个美钻晋级是怎么样来编程的啊?好,谢谢。
816自学智造




