spc统计过程控制图如何制作

粉丝5.6万获赞15.5万
相关视频
 11:13查看AI文稿AI文稿
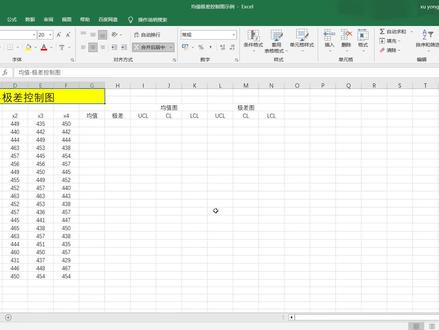
11:13查看AI文稿AI文稿大家好啊,今天我们来看一下 spc 里面的君子吉他控制图,然后君子吉他控制图呢,用途比较广泛, 上次呢,在一个 ppt 里面把这个公式呢总结了一下,就是说君子跟极差控制图的公式总结在这里。这回呢,我们今天呢,我们找了一个例子来看君子极差过程啊,君子极差控制住来怎么来构建?就说这里有几组编号,有二十个几组编号,然后呢, 每个子组取了四个样本,四个样本为一个子组,对吧?然后呢,总共呢是二十个子组,然后君子吉他控制住啊,先求出每个君子的啊,每个子组的君子, 每个子组的君子,然后求出每个子组的 g 叉 啊,即插在这里。然后呢,我们来计算君子图的上下控制线。首先首先来算中线,中线等于什么?中线等于君子的君子, 君子的君子跟君子的君子等于总体的君子,这个是根据大数定律得来的啊,求出他的君子 来固定住。 然后呢,我们来求上控制线。上控制线等于什么?公式在这里啊,瞄一眼公式啊, 上控制线的公式在这里啊,等于均值加上 a 二乘以个极差的均值, a 二是什么? a 二是控制图的长数,那我们前面样本数为四,那查表 a r 长数等于零点七二九,这个是君子的控制度长数 a r 来,跑到这里来计算,这个上控直线等于 均值固定住,加上刚才说零点七二九乘以极差的均值。 hey, 以及差君子。 好,我们找到上控制线等于四百六十一啊,中线四百四十九,下控制线呢?下控制线只有一个地方有变化,这里有个减号 啊,直接把它复制过来, 这里变成一个减号, 上下控制线计算出来了,然后把它拉下来啊,这个是上下控制线,然后呢? 然后呢?再来画极差控制图。极差控制图,瞄眼公式啊,先瞄眼公式,极差控制图,上控制线极差的均值乘以第四场数,第四在这里,第四场数。下控制线呢?乘以第三场数,第三场数在这里,第三场数等于零, 数量等于四,然后呢?上控制线呢?等于二点二八二,中线还是一样,中线等于君子, 你极差的君子啊, 它的均值,然后上空直线二点二二八二 二零二八二 立中线。 上控制线出来了,然后下控制线呢?下控制线等于第三的长数乘以吉他君子第三等于零,那我们的下控制线就为零了, 然后再把它拉下来。 好了,均值图和其他控制图的上下控制线都求出来了,那我们来做出控制图。控制图, 然后选定君子,然后选定上下控制线, 插入图标,君子记上。呃,君子图出来了, 我发现君子图上面有一个点超标了啊,啊,很明显的超过控制线了。来,再来看极差控制图啊,再来看极差控制图, 那我们来看极差控制图出来了,极差控制图,极差控制图啊,都在范围内,那我们来处理这个君子控制图上面的 异常。我们来看是十八号点超出了控制线,那,那你肯定要去现场去调查原因了,十八号点到底是什么问题?打个比方啊,你这前面二十个直组啊,它是一个阶段,一 是为了得到控制线,那你去调查第十八个点的时候,呃,到底是什么问题?去看一下现场到底是什么问题?人气料返还看看。假如说你找到了这个异常原因啊。假如说你找到了这个异常原因啊,可能什么温度不对或者什么发动机不对,你找到了这个异常原因,那我们 把十八号点删掉,那我们删掉的目的是什么?删掉的目的是为了重新计算控制线。假如说你找到了这个异常原因,然后呢?是为了重新计算控制线。注意啊,现在是上控制线是四百六十一, 看一下他的前后的变化啊。假如说现在你的控制线是 四百六十一,那我把十八个点一十八号异常点删掉的时候,再来看一下控制线的变化,你看到没有?控制线变为四百六十二了,对吧?这里刚才是四百六十一,那我们再来看有没有点出现, 那看。呃删,呃。删掉了这十八号点的时候,我们来看一下剩余的控制线,呃,剩余的点有没有出界啊?剩余的点没有发现出界,那我们假如说你这个地方, 假如说你以这,假如说你以这十九个点来建立阶段一的控制线, 然后转入阶段二的使用啊,控制线已经固定住了。四百六十二啊,控制线在这里,你已经固定住了,然后呢?然后呢?接下来你又收集了十个数据,哪一款数据在这里啊? 接下来你又收集了十个数据, 控制线不变,但是控制线呢?是不变的 啊。然后呢?我们来看到转入阶段二 控制图投入运行, 再把君子吉他图拉下来, 控制线呢?也继续拉下来,对呀,你这里的控制线,你这里的控制线还是按照前面第十九个,前面前十九个支柱来计算的啊, 上下控制线是没有变的,然后再来看你接着二的运行情况是什么样的, 到底是不是处于处于统计受控状态?把数据添加进去 来看,运行到二第二十九个点的时候,对吧?控制图因此还是在受控状态。其他控制图呢?也是一样的把数据添加进去 啊,这样就我们得到呃,阶段一、阶段二的控制图运行了。那,那 有人说你这个控制线什么时候来去更换呢?什么时候来更换你的控制线呢?到底是一周呢?还是一个月呢?还是还是一年呢?这个要根据你们实际情况啊,就说你们,你们看你公司的实际情况到底是怎样来定义这个控制线的?更新的, 有的公式是一个月换一次,就是说你在换控制线的时候,那还是要一样收集二十到二十五个支柱来做控制线。 那,那为什么要收集二十到二十五个支柱呢? 哎,书上是讲的什么?为什么要收集二十五个字组来来做你的控制线呢? 二十五收集二十五个字组是为了确保,确保估计你流程的均值和标准差, 这,这个是他的目的啊,是为了估计,是为了更好的估计你流程的均值跟标准差。 那有了流程的,有了流程的均值跟标准差,就可以计算你的均值和控制线 啊,这就是君子直插控制处的一个构建,包括包括了阶段一跟阶段二。
3039油焖茄子 04:40查看AI文稿AI文稿
04:40查看AI文稿AI文稿好,大家好,这个模块呢,我给大家介绍了 spc 统计过程控制的基本知识, 接下来我会给大家演示统计过程控制 spc 里面的几个图形,主要包括六个图形,第一个叫 imr 单值移动及插图, 第二个叫 x 八二,叫均值及插图。第三个是我们技术型里面的 p 图,第四个是我们技术里面的 n p 图,还有第五个是我们 技术里面的 u 图和 c 图,一共六个图。首先我们看计量型数据的两个,一个叫单值移动极差图,一个叫 x 八二,咱们看一下这组数据, caj 列呢是一个特性值, c 二这一列呢是他的资主大小,我们在做 imr 图的时候,可以不用去考虑资主大小,我们看他的单值移动极差。具体做法,在统计 控制图里面有个单值变量控制图里面的 im 二啊,我们可以把 cd 这些数据选进去 啊,当然这个 m 二的选项里面,我直接介绍一下后面的均值,其实他就不介绍了,有个检验,这个检验里面有八个原则,其实就是我们的判议原则啊,大家了解一下。 好,我们直接确定。这个时候我们就出现了一个图,这个图呢有两个,上面叫单值图,就是每一个数字数字的图,下面叫移动极差,记住就是相邻两 两个数的差值的绝对值啊,这个大家知道一下。好,这是第一个图的做法,那我们看第二个图的做法,同样的数据,我们把它做均值及差图。然后我们看统计控制图, 单直直组变量控制图里面有个 x 八二啊,这个时候呢,我们会把特性直接 c 一这一点选进去,直组大小呢,我们写五或者选 c 二都可以,因为 c 二是五个一组,五个一组, 所以呢我在这边写个五,其实跟写选 c 二进去是一个效果,我们确定 这个时候呈现给我们的这个图呢,就叫 x 八二,上面就是 x 八,就是每五个数的均值形成的控制图。下面这个图呢,其实就是什么?就是我 我们每五个数里面的最大值减最小值,所以呢他这个最小值是零,最大减最小的话,下线肯定是零了,所以呢大家看一下下面这个 控制下线就是零啊,这个是 x 八二,所以我们在做 x 八二的时候,其实把下面这个叫组内变异,上面这个叫组间变异。我在前面的内容已经讲过了,这边只是给大家做一个明太普的操作。 那第三个图呢,其实就是我们的基数形的图了,基数形图呢,我们看 p 图,因为 p 图和 u 图的做法基本类似,所以呢我只给大家演示 p 图和 n p 图的做法 啊,我现在在演示之后,大家看我在删这个二十六以后呢这数据,为什么呢?因为他这个数据里面没有什么,没有不良数,其实没太 他不会算的啊,所以呢,必须你的不良数和你的减一数是一一对应的,明天才可以去做。所以呢,统计这个时候控制图里面就要选什么属性控制图里面的 p 啊,这个时候 number 就是我们的变量,就是不良数,然后制度大小就成了什么,就是我们的检验数,也就是 c r 这一点,这个是我们直接确定我们出来的这个图呢,就叫 p 控制图 啊,这个 p 控制图呢,我们看到他的控制上下线是不是一条直线,是因为他的样本量在变化的时候,控制上下线会跟着样本量的变化而变化。 ok, 那 np 图呢?我们可以看一下优图,和 p 图的做法一样,我就不做演示了。那 np 图呢?其实他就给了一个不良数啊,简易数没有给你,所以呢,我们可以认 一竖一个减一数,就可以做出来这个属性控制图里面的 np 图。好,所以呢,我只要把 iro 选进去资助大小我就选一百。 哎,这个时候我们做出来这个图呢,就是什么图呢?就叫 np 图,因为 np 图他每天的减人数是一样的,所以他的控制上线线是一条直线。 好,以上就是 spc 统计过程控制的常见的图,等明天的操作。好,谢谢大家。
223BMC博瑞林 09:43查看AI文稿AI文稿
09:43查看AI文稿AI文稿啊,大家好,欢迎啊同学们进入讨教的直播间啊,今天这个直播啊啊 大家讲一讲这个控制 spc 啊。首先啊哦,我先简单做一下自我介绍啊,我叫刘金恒啊,在一家制冷行业的外企里面呢,做产品技术工作至今啊,已经有十八年了, 我平时的主要工作呢是产品质量问题的分析和解决,还有这个产品开发啊,以及产品改进等等。 可以说啊,虽然我名义上是设计部门的,但是呢却和这个质量工作是紧密联系的,那我平时的工作呢,对于 于六西格马统计分析,质量工具还有这个可靠性方面的知识啊,需求是比较多的, 那我本人也是对这些呢也很感兴趣,所以啊就跟随啊六西戈马黑带大师詹志伟先生进行了五年系统的学习,并且啊获得了中国制协的六西戈马注册认证。 呃,我平时呢也很愿意把自己啊学到的知识呢,还有总结的经验啊,分享给大家,通过教学乡长来提升自己。 所以啊,我这个近几年在公司也举办了很多的相关的培训啊,被公司呢聘认为特约讲师,主要在中国区啊,培训六习哥马统计分析啊,质量公 剧还有这个可靠性等课程。那么今天啊这次主播直播的主题呢,我准备啊给大家先介绍一下啊 spc 以及相关的基本统计概念。 好,首先啊,我们要了解什么是 s p c, 为什么要学习 s p c s p c 啊,它在很多公司啊都有不同程度的应用 啊。首先呢我们来看一下这个 s p c 的概念啊, s p c 啊,它的英文叫 statistical process control, 哎,我的英语比较蹩脚 啊。嗯,中文就叫统计过程控制,他是使用统计的方法来监控过程的状态, 确定生产过程啊,在主动管制的状态下啊,从而达到控制产品变异的目的啊。这里呢,有四个关键词, 分别是统计、监控过程,主动管制,还有控制变异 好这四关键词统计,它是表示用了什么方法理论监控过程呢?表示啊,做了什么? 主动管制,表示使过程处于什么状态, 这个控制变异表示达到什么目标。其中啊,这个主动管制大家要特别注意, 他起到了一个承上启下的作用,也是最容易被大家疏忽的因素啊。很多工程师啊,甚至管理层,他们认为啊,只要把方法建立起来啊,工具用起来就万事大吉了,根本不去管过程怎么样。 其实啊,以后产线上到底是怎么做的,可能就和我们坐在办公室里面一想的他就不一样了, 是吧,你知道操作工质检员啊,他们是怎么做的吗?啊,他们有没有呃,随机化检测啊,数据异常后有没有记录啊?还有这个人有没有偷懒 是吧,这些都是不清楚的。现场生产过程,这个主动管制啊,是非常重要的,而有些人搞 spc 啊,完全交给操作工、质检员,他自己就坐在办公室里面啊,等着他们来汇报 啊,他们以为这样做 s p c 呢,就能够做出突出的成绩了啊,恐怕最后啊,这个成绩突出不了啊,腰间盘反倒突出了是吧。那么统计过程控制他的 主要表现形式啊,就是各种控制图以及相应的过程能力分析。 这个做控制图的目的啊,是要控制过程稳定啊,而过程能力分析呢,是检验过程啊,是否满足客户需求。 那好多人对于这个过程能力分析啊,他比较了解,但是对控制图呢啊,他不太清楚。其实啊,常规控制图的主要目的就是确保过程稳定, 而这个过程稳定是过程能力分析的前提之一。你说这个如果过程不稳定的话,你计算出来的 p p k, 它就只能针对啊,这个抽样涉及到的批次啊,它不能涵盖说未来的批次怎样啊,你能保证以后每批产品的 p p k 都一样吗? 啊,如果过程稳定的话呢,而且数据呢,也正态啊,这种情况下啊, c b k 是约等于 p p k 的,所以啊,我们在做过程能力分析之前啊,需要先做常规控制图。 好,那么下面啊,我们把 s p c 和常用的这个全检和抽检来进行一下比较啊,以此来说明 s p c 的特点。 首先这个全检和抽检它都是针对啊,事后检验,而 s s p c 呢,它是针对啊,事前预防。哎呀, 它是针对事前预防啊,这个 s p c, 它是针对当前的生产状态和即将生产出来的产品,所以啊,是事前。 而这个全检和抽检呢,他都是针对啊已经生产出来的产品,所以是事后 啊。另外啊,这个全检啊,他的特点可能大家啊都比较了解了,因为他要对所有的部件进行检测, 所以他的管理成本很高,效率呢,也很低啊。但是他有一个啊,非常好,非常大的一个好处就是什么?就是漏出风险小啊, 而这个抽样检验啊,正好相反,他的管理成本很低,效率呢,也很高啊,但是缺点就是漏出风险比较大啊,这个全检和抽样检验啊,这三点呢,正好相反 啊,唯独这个 spc 啊,它结合了全检和抽检的优点, 他的管理成本啊,属于一个中等状态啊,漏出风险呢,也很小 啊,效率还很高啊。咱们说 s p c 啊,有这么多优点啊,它没有缺点吗啊,缺点当然有,那就是 s p c 啊,它需要用到比较多的统一学知识 啊,这是 spc 一个明显的缺点,它相当于啊,设置了一个门槛 啊。而这个全检和抽检呢,就不需要学很多的统计学知识啊,同时 s p c 啊,它因为涉及到统计计算, 所以计算工作量比较大啊,当然,现在啊,我们已经有了 mietap 统计统计分析软件了啊,这个问题呢啊,也是可以解决的 啊。另外,全检和抽检它是基于公差界限啊,来进行质量控制的啊,而这个 s s p c 呢,它是基于控制界限, 这个控制界限啊,他是要严于公差界限的啊,也就是虽然他还没有超过公差界限,但是只要超了控制界限,他就报警了。
 13:37查看AI文稿AI文稿
13:37查看AI文稿AI文稿在核心原理啊,他核心原理呢,也就是我们这个正态分布的一个核心原理啊,那么我们正负三七个码是我们的控制界限, 那在外面的就是零点二三啊,百分之零点二三,那么它是一个小概率事件, 所以呢,如果我们认为当我们的测量值如果跑到这外面去了 啊,跑到这外面去了,我们认为这个小概率事件发生了,那么我们认为可能系统里面是存在着这种特殊的变异, 或者说是这种特殊的波动,造成了我们整个系统出现这种情况啊,这是 整个控制图的一个核心的原因,一个模型就是我们的正态分布图啊,那么他是怎么来的?就是把我们的正态分布图,哎,转九十度 啊,转九十度之后,那么把我们的负三个系列码放在下面,正三个系列码放在上面,哎,这样延长啊, 就得到了我们的整个这个控制图,他就是这样来的啊,那么他的这个基础理论呢?还是基于我们的这个概率学啊?概率学, 那他,哎,我们前面讲到他的这个基本图,上键啊下键,这是这个中 中间的这个均值中心线,然后我们的这些测量的这些值呢,他就是通过我们作图,哎,在这个上下界之间啊,随机的出现,这就是整个这个控制图的原理。那么 这里就跟大家分享一个这个,哎,我们这个出现在三个西格码以外的小概率小概率事件, 为什么我们说当我们的这个控制点跑到外面去了之后,我们认为,哎有特殊原因,或者说我们认为我们的系统失控了呢? 大家可以看一下这个公式啊,就是我们跑到我们的空 控制上下线之外的概率是百分之零点,这个二七,那么就是零点零零二七, 那么一除以零点零二七就是三百七十个点,这个是什么意思呢?就是我们的测量只要跑到我们的这个控制上线或者控制下线之外的时候, 必然发生的这个点数要达到三百七十个,要有这么多个点数, 这个是什么意思?就是只有我们的测量的数据足够大,比如说我们的测量的值已经超过三百七十个了,那么才有可能啊,就是我们大概率,我们的这个会有一个点啊, 有一个点会超出我们的界限啊,这就是一个大概率事件。那么如果说我们只是测量了一二十五个数据,或者说测量了少量的数据,我们就跑出去了 啊,跑到这两个区域来了,那么说明什么?说明我们小概率事件发生啊,说明我们过程失控,那么在没有达到小概率出现小概率的事件出现的机会之前出现了,就是说没有,我们当我们的测量的点 这个没有达到三百七十个以上,我们就出现了,这说明什么啊?说明我们的这个原来稳稳定的状态可能已经被破坏 坏了,就出现了一些特殊的原因啊,这个时候呢,我们就要停下生长线来这个找找原因,否则可能就会出现批量的这个不良品。好,我们接着继续啊,那么控制图分成两类啊,分成两类, 一类是用来分析的啊,那么另外一类呢?是用来控制的,分析主要就是分析我们的这个过程是不是处于稳定状态啊, 分析我们的过程是不是处于稳定状态, 主要是确定状态是不是稳定。那么控制呢?就是我们在连续生产过程的时候呢, 我们要通过控制图一直监控整个系统,看他有没有这个异常点出现啊,来控制我们整个生产过程他是不是稳定的啊?这是控制图的两类 控制图常用的类型啊,这里主要分成两大类啊,分成两大类,一类呢是剂量型的,一类是技术型的。那么什么是剂量型的?就是连续型的,比如说我们 测量长度啊,啊,测量重量啊,他是有无限的小数点的啊,这些就是这个 剂量型的。那么什么是技术型的?比如说像我们的这个不合格品 减速啊,啊,这个缺陷速啊这些,他就是技术型的这两类。那么控制图 最常用的一些控制图,就是我们这个表上列的一些啊,一个均值极差控制图,它主要是用来干什么?主要是用来控制一些尺寸、重量啊、时间、强度、成分等等这些。那么平均值标准差控制图 啊,他主要是当我们的测量的曲子是来源于小组的时候啊,我们一般用这个。还有一个就是中位值极差控制图啊,还有一个是这个单值移动极差控制图。然后呢下面是不 不合格频率啊,不合格率,合格率啊,材料利用率、切群率这些,一般是用这个,不用这个技术型的控制图。还有一个是这个什么呢?不合格品数啊,不合格品数,出勤人数, 然后就是这个单位切线数,比如说用于单位面积或者长度上的切线数的控制,然后是这个切线数控制图,比如说气孔、沙眼啊这种瑕疵这些点数, 大概我们的整个控制图比较常见的就是这两大类啊,两大类。那么第一阶段我们控制图的一些基本概念就跟大家分享这些, 嗯,主要就是两大类,一类是我们整个控制图它是基于什么原理 来这个制作的,然后呢他到底是为什么能够发现这个我们的过程稳不稳定 啊?他主要是基于一个正态分布一个这个我们的这种概率学啊,小概率事件是不是发生这么一个概念来对我们的这个,呃,普通变异和这种特殊变异进行区分来识别,我们的这个 过程是不是失控啊?是不是出现了异常?这是控制图的一些基本概念啊。那么我们接下来跟大家分享的是控制图的 一个判稳和一个判一的准则,就是我们做出控制图之后,哎, 我们怎么确定我们整个系统他是稳定的?或者说怎么确定我们的整个系统他是有异常的?他的一个标准是什么样啊?首先跟大家分享的是一个判稳的一个准则, 就是我们控制图做出来之后,我们怎么认为他是稳定的,那么这里面有三条准则啊,有三条准则就是连续二十五个点都在我们的控制键内 啊,那么我们认为我们的这个控整个控制的过程它是稳定的。那么第二种情况呢?就是连续 三十五个点,至少有一个点落在控制最多啊,这里是最多有一个点落在我们的控制界限外,那么我们认为这个我们的系统他是稳定的,就是三十五个点 只能有一个落在控制界外,就是跑到我们的正负三个细格码之外啊。第三呢就是连续一百个点啊,最多有两个点落在我们的这个控制界限外, 那么我们认为我们整个系统是稳定的啊,那么这就是我们判断稳定的三个准则,那他到底记忆的原理是什么啊?记忆的原理是 什么?比如说我们以这个三十五个点最多有一个点落在控制界限外为例来举例子,为什么只要有三十五个点,里面最多有一个点弄在控制界限外的时候,我们认为系统是稳定的啊,那么连续三十五个点, 他出现的这个有一个点跑到外面去,他出现的概率是零点九九五九啊,那么有连续三十五个点, 有两个以上的点跑到外面去,他的这个发生的概率是零点零零四一, 就是有两大于一个点跑到外面去的概率是零点零零四一。那么跟我 我们这个我们三个 c 格码的这个概率啊,零点零零二七,它是同样一个数量级的,它同样都是什么呢?都是小概率事件 啊,都是小概率事件。所以呢,这个我们认为啊,只要连续三十五个点,有一个点,最多有一个点跑到外面去,我们认为他还是稳定的 啊。有一个网友问到,我们这个为什么是三十五个点啊?就是当我们有三十五个点的时候,我们计算出来的概率是这个 它跟我们的这个,呃,最后三个系统码,这个概率它是同样一个数量级啊,这是 通过概率计算反推出来的,大家如果要详细了解呢?这个需要去学习这个大学的课程啊,概率学里面怎么计算?连续三十五个点,有一个点落到外面去,这个概率怎么计算的? 嗯,那么我们今天呢,就不给大家讲那么细啊,因为这个概率计算还是比较复杂, 大家知道这个连续三十五个点,有一个点,最多一个点落在外面,那么他的概率是零点零零四一,就是百分之零点四一,他是一个很小的概率啊,大家记住这个概念就可以了, 这是这个我们为什么是三十五个点来判断稳定?那么三十 这个点啊,原则上来说也不是不可以,就是说三十个点他计算出来的概率 可能他就会大一点啊,他就会就可能就大于这个零点零零四一了,可能会大很多啊,大家可以去这个计算一下啊,计算一下, 这个时候呢,如果我们的发生的概率很大了,如果大家按照这个准则来判断稳定呢?可能我们的这个控制住他是不准确的啊,不准确的。 那么我们控制用的控制图啊,你是连续监控的,那你的这个控制图上是有很多点的啊,就不止二十五个点的,那么只有我们做实验进行分析的时候,哎,我们一般是至少取二十五个点 来做,所以呢,比如说我们连续生产啊,每天都在取样,都在这个抽样来进行检验,这个时候我们的这个点他是会有很多的,这是这个关于这个数据怎么来的?
 11:24查看AI文稿AI文稿
11:24查看AI文稿AI文稿呃我们这一讲的内容基本上也就是这些内容了。 最后有一个总结啊,这个总结非常重要啊,这是我给你们的总结啊,你可以把这一页截屏一下。 呃,也就是说修哈特控制图,我们这次讲的叫修哈特控制图啊。呃,其实这是英文的直译方法 sharewellcomet。 我,我们国内翻译过来就叫常规控制图啊。 呃,我们的国家标准呢是标准化翻译呢,把 sheldacottat 呢翻译为常规控制图啊。但是我们还是习惯叫修图或者叫修哈特控制图。修图呢,它从数据类型上呢分为计量和计数。那计量呢?我的括号里面写了一个 要基于正太啊。呃,计数呢又分为计件和计点。计件呢就是基于二项分布来绘图,计点呢是利用坡松分布来绘图啊。哦,不好意思, 好,那这个计量型的呢,我们又分为,当 n 等于一的时候,我们做 i 杠 m r n 等于二到八的时候, x 八 r 或者 x 八 s 都可以,而 n 超过八大概等于九,要做 x 八 s。 对于计件的,哎,分为 n 恒定和 n 变化。同样对于 g 点的也分为这两个,如果 n 是恒定的, p 或者 n p 呢都可以,而如果 n 是变化的,那就要做 p 控制图。同样的,如果 n 是恒定的,那就是优 图和 c 图都可以,而对 n 是变化的就要做优图。大家只要记住优图是监控的,是 dpu, 所以它的英文叫单位产品。缺点是控制图 ok? 呃,这里有一个练习,大家来自己做一下啊。呃,这个是?嗯,长度啊, 重量,自组大小,然后他要选用什么控制图啊?自己做一下啊。呃下节课呢我们来对一下这个答案。好吧,这个比较简单了啊, 这边呢有一些控制图的计算公式啊。呃关于这个计算公式呢就是,呃我课程中不讲啊。这个呃大家呢,呃也不需要记啊呃因为现在有软件呢都可以绘制出来啊。呃我这边 呢稍微说一下,说不讲又要讲了,还是跟你们讲一下这个部分啊,当然我介绍的比较简单。呃我就以这个 x 半 r 的这个控制图为例子来跟你们讲一下其他的都类似。这边呢是 x 半 r 的控制图的公式啊,上下线和中心线的公式。 ok 我们来介绍一下。这样为了介绍这个鬼玩意呢,我们用一组数据,我们就用 x 八二,就用这组数据啊,我用 mini tab 来讲, ok 呃我这边呢求出 x 八这边呢求出他的 r 啊,那我们把这五个数据的平均值算了,放这里标呃吉他算了,放这里啊 呃你可以点计算计算器来写公式当然其实这块完全没必要,我可以用行统计量,我愿意的话也可以跟我操作啊。计算行统计量,然后呢点出他的均值,那输入的变量呢?是 x 一到 x 五,那结果存储再放到 c 七 x 八,然后我们点确定好均值就算出来了。 ctrl 加字母 e, 点它的极差,然后这块放到 c 八 啊,点确定好放过来了啊,那这样的话我们把这一列 c 七 x 八,我再给他这一列求平均值,那我就不再算了啊,就是把这一列的 x 八再算平均值就是 x 突 八, x 图八九 x 头顶上两个横杠,那把 c 八列这二十个 r 求平均值就是 r 八。好,我们来看我们的公式, 公式里面的 x two 霸和 r 霸就算出来了,那控制上限和控制下限怎么算呢?这里有一个 x 突霸加 a 二乘以 r 霸,这个是 x 突霸减 a 二乘以 r 霸,那关键是 a 二这边还有 d 三 d 四啊,那这个怎么出来呢 啊?我们这一页呢,大家自己可以截屏一下啊。呃,就是我们的控制图的长数 啊。呃,关于呃这个东西呢,我也给大家放到我们的数据包里面啊。呃,大家愿意的话也可以打开它啊。好,我们来查一下这个 a 二啊, a 二, 呃,我们这个案例呢,小 n 呢是等于五的啊,小 n 等于五, a 二呢,查出来是零点五七七啊。 ok, 那我们查一下第三第三他杠掉了,我们就可以认为这个杠掉呢,你就认为是零就可以啊,零,那第四呢是二点幺幺四。好,我们就可以代入到这块的公式,刚刚 x 八有了 a 二 第三第四都可以查表求得,也就是说他的这些数据呢,是跟小恩有关的统计量 啊,就可以查出来,然后呢我们就可以来算出来。好吧,那以上呢就是我们跟大家介绍的这块啊,另外呢就是说,呃,我记得是在 上节课程内容啊,在之前的课程内容里面呢,我们跟大家介绍过这块呢,有一个,呃,就是过程能力的时候的 c 个码的算法,它这里呢是阿坝处于第二 s 八除以 c 四,那这个第二和 c 四也是一样查表求得的啊,那这个第二和 c 四呢,也是查我们刚刚的那个表 啊,也就是这张表啊,他的这个这里也有 d 二和 c 四,比如说我们查一下 n 等于五的 d 二和 c 四啊,就在这里, 嗯, ok, 如果你是挨杠挨码,我们默认是两两做其差的话,你就要查 n 等于二的啊, n 等于二,因为不存在 n 等于一啊,如果你 n 等一就是两两做齐查,你就查 n 等于二的就可以了, ok, 以上呢是我们跟大家介绍的控制图的长数啊,这个指导一下,嗯,这个是投出平的。 好,我们最后呢把第三啊,啊,最后我们这块也说一下,就是,呃计量型和技术型的控制图呢,一般来说呢,就是,呃,我们更主张大家使用呃,尽可能的去使用计量型的控制图来做啊。 如果说,譬如说,呃我的一个产品呢?呃现场呢?测量呢?我既有用通知规测的数据,也有用有标卡尺测的数据啊,比如说我, 我的通知规呢是全检啊,判断他合格不合格,那,呃有标开始呢,是间隔两小时抽取连续的五千啊,或者怎么样?那这个时候呢,呃,两种控制度都能做啊,但是我们更主张大家呢去看这个计量性的控制度, 但是这块我们写了他的一些优缺点啊,呃,因为计量型控制图呢,他的这个 呃测量呢,他会慢一些,比如说我油标卡只测一个产品的外镜,和我通知归测一个产品的外镜, 这个时候呢,如果我们,呃只是判断他合格不合格,其实通知会测的会更快,如果说你的所有的数据,每一个产品都要测的话,那这个时候呢,你来不及啊,所以呢,呃,这就是他的主要的优缺点。 呃这块呢有一个链接有一个讨论题目啊,这个呢就你们自己下去讨论讨论就是根据你们公司的呃 qc 工程表或者是控制计划 cp 啊,不同的企业的用的不一样啊,一般来说用的 cp 会更多一些。控制计划啊,然后讨论呢。呃 哎你们工厂有哪些控制点呢,需要做控制图以及你们目前呢使用了哪一张啊?如果贵公司目前还没有呃现场没有控制图这一项呢也就没法讨论了啊。主要就是你们工厂呢目前做了哪些控制图 好最后呢我们简单做一个总结啊。呃这一讲呢就介绍了控制图的概数的部分,其实就介绍了控制图的一个行程七里,就是利用正态分布正负三 c 的脉来制定他的 控制上线、中心线和控制下线啊。呃那就是控制图的绘制呢,我们有一张总结图啊,我快速给你翻一下,就在附近啊,就这张。这个大家要知道一下。 好自己把那个复习一下那。呃啊就是绘制啊以及控制图的分类和选择啊。我们最后还布置了一个练习题目啊,这个练习题目大家记一下就是这一页啊。对对这一页的啊。呃讲一二十五页。 呃这个大家可以截屏一下。那除此之外呢我们也布置一下数据练习啊。呃这个练习题一呢我就不解释了哈。这个图层啊,他有一卷啊呃一个图层呢,测了三个就是呃这个是一个什么东西? 是一个呃一卷一卷的钢呃钢卷这里面呢他会在上面涂一层东西啊。然后呢我们来看一下他这个图层的厚度啊。 ok, 每一个,每一卷上取三个位置,可能是这个卷的刚开始和中间和最后啊,就是一卷上找三个测量位置。 呃,这个呢是连续生产五十件产品,测量产品的外径啊,这块规格写在这里,它的规格是小于等于六十啊,刚刚这个规格是五十,正范啊,这个我们讲一下,这个上面都有规格啊, 那练习三呢?是我们对于不良品啊。呃,每次呢抽二十个产品,我们看他不良品有多少个啊?第四个数据呢是。 呃,每次抽一件产品,这是产品的序号啊,间隔一定时间抽一件,我们看这个产品上有多少个气泡啊? ok, 假如说是生产的是玻璃啊,看一个玻璃上有多少个气泡,或者是其他。这个我也不不太清楚这个什么产品了,反正一次抽一件啊,看这个产品上有多少个气泡啊。那这里有四个数据,那请大家绘制一下控制图啊。 好,以上就是本节课程的内容啊,那我们下节课程再见。
 10:18查看AI文稿AI文稿
10:18查看AI文稿AI文稿今天我们来介绍一下现场 s p c 控制要求。首先来看看 s p c 的一个正态分布, 这里是正态分布图,这里是正态分布的一个控制图。我们先看这个是一个 cigma 的一个分布范围, 有百分之六十八点二七的数据会落在这个区域里面, 这个是两个 sigma 的分布范围,有百分之九十五点四五的数据会落在这个区,这个是三个 sigma 的一个范围,百分之九十九点七三会在 这个区。那我们那个 spc 上下控制线就是用三个 c 个码来定义的, 大家要注意点就是上下控制线跟我们规格的上下线是不一样的,上下控制线是根据我们收集的样品数据进行统计分析计算的出来的 控制线号。下面是 s p c 的异常判定原则, 后面我们再逐个来讲第一个原则,任意点落在 在 a 区外,超出我们的控制线了,我们看一下这个点啊,落在控制线以外,这个点也是落在控制线以外,那是什么原因呢?一般是操作方法不正确、 检验方法不正确、测量误差、机器故障等,造成数据突然出现比较大的变差。 第二个是连续九个点,落在中心线的同一侧, 这个是中心线啊,这连续九个点,这是什么原因呢?这个也跟上面的原因也相类似,导致数据出现比 较大的偏离,如果说啊我们不及时的纠正的话,他会根据我们收集的数据会在这里又产生一个新的一个中心线, 那后面的控制线越变越远,就很容易超出我们的规格了。 第三个是连续六个点,递增或者递减,我们看一下这个,如果说我们在不 分析改善,他就会超出我们的控制线了,这个也是一样的,那是什么原因呢?一般都是我们的工具或刀具磨损了,比如说越我们的刀磨损了啊,加工转来的尺寸啊,就 越来越大,越来越大,或者说越来越小,或者过程发生变化了啊,变化越来越严重。比如说我们住宿生产过程当中磨温机出问题了,导致磨温越来越高,那尺寸就越来越小, 或者说是操作员的技能啊提升了,他越做越好,越做越好,原来可能是做的比较差的在这啊,越做越好啊。 第四个是连续十四个点, 两个乡邻上下错位的,这个上下 这个道 话啊,也是不符合要求的啊,不符合我们这个正态分布规律啊。那是什么原因呢?一般是轮流使用两台设备, 或者说两个操作员同时轮流作业,导致数据不符合不规律。比如说这台机大,做的大一点,这台机做的小一点啊,又到这台机,又到这台机,而人也是一样的。 第五,三个点中有两个点超出 b 区, 你看这个 b 区的范围是这个是 c 区,这个 b 区三个点里面有两个点超出这个 b 区,这个也是不符合的。为什么是不 符合呢?我们看我们正太分布的规律,应该是有百分之九十五点四五啊,要落在 b 区以内。 那你现在是啊,三个点里面都有两个点落在 b 区外面了,那就不符合这个规律。这个的原因是什么呢?一般也是因为方法不正确啊等等啊,造成 数据出现比大的偏差。 第六个原则,五个点当中有四个点超出 c 区 啊,你看这个是五个点,五个点有四个点,这个是 c 区,有四个点都超出 这个 c 区的啊,这下面这个也是啊,这个是六个点啊,有四个点超出 c 区的啊, 那为什么这个也是异常的呢?我们正在分布应该是有百分之六十八点二七是分布在 c 区里面的啊, 那现在你这个这么多点超出这样的,这个不符啊,这个正态分布的一个规律呢啊,这个也是跟原因也跟上面是一样的。 第七个,连续十五个点,分部在中心县两侧的 c 区内啊, 你看这个都是在 c 区里面,他这个也是不 符合规律的啊,因为我们正太分布的规律应该是啊,在 c 区里只有百分之六十八点二七会在 c 区里面啊,也就说有百分之三十一点七三啊,是在 c 区外面, 你看现在他全部都是在 c 区里面啊,那这个是什么原因呢啊?这个是明显的是数据不真实啊,明显人为的去调整数据。 那个调整数据的人啊,他又不太了解这个, 不太了解 spc 的分布规律,所以他觉得波动越小越好。实际上啊,内行的人一眼就能看出来他的数据是有问题的, 而且是不真实的。第八,连续八个点分布在中心线两侧,但没有一个点在 c 区内,你看这个是八个点, 但是没有一个点在 c 区里面啊,这个也是不符合要求的,因为正太分布的话,应该有百分之六十八点二级的点会落在这个 c 区里面。 那这个的话啊,是什么原因呢?一个有可能是数据不真实啊, 就跟刚才说的一样,人为的去调整数据,但是又不知道 spc 的分布规律, 或者说是没有按间隔的时间去随机取样啊,他这样板取样就不符合要求,也有可能会出现这样的一个情况啊,这个上面就是 spc 异常判定的八个原则,但出现异常了,我们一定要去分析,找到原因以后去改善啊。 我们 spc 的表格里面啊,我们通常会有看到我们有那个 cpk 的一个数字, 那我们简单了解一下啊,什么样的 cpk 数值倒是比较好的呢啊?这里有一个等级,比如说 cpk 大于 于 2 0 的啊,这个是特别好的啊,这个有点能力过剩啊, 可以适当的可以降低一下成本。这个是大 1 67 啊,这个是比较好的啊, 可以保持。这个是大 1 33, 这个是良好。这个是大 1 0, 这个只是一般的啊,这个是很危险啊,一旦有变化就很容易超出规格。 这个是大 0 67 啊,这个是就比较差了啊, 这个生产中会有很多不良的产生,这个应该小于 0 67, 小于 0 67 就是不能接受。 这个就是今天要跟大家讲的啊, spc 的控制要求,希望对大家的工作有帮助。
 03:59查看AI文稿AI文稿
03:59查看AI文稿AI文稿大家好,最近有一些同学在问控制图中怎么可以显示日期或者时间, 以及分割正负一,正负二,正负三个标准叉的这个线条,同时还能变换数据点上的颜色和这个形状啊。接下来呢,我会继续录制 mit 从入门到精通的进阶级的所有课程,这些课程包括五大模块,二十二个小技巧,大家可以看到这个思维导图, 接下来我会一个一个给大家去录制。今天呢先给大家解释一下刚刚 最近大家问的这个问题,也就是现在屏幕上显示的这个 imr, 这个控制图里面的这个显示。首先我们打开明天看他的数据, 数据的第一列就是年度,第二列就是时间,就每一个小时我们收集一个年度的数据。 ok, 那我们开始做这个艾玛控制图,在统计 控制图单值变量控制图里面有个 im r, 打开以后我们把粘度双击到变量里面, 然后首先我们看这个横坐标如何显示这个日期,我们这个尺度里面有一个时间,这个 时间里面通常明太普的默认是默认是这样的,所以所以我们必须把它点成标记。然后呢把 c 二这一列呢给选进去, 然后确定啊,这是红色标显示时间和日期的一种方法。那另外一个显示正负一二三这三个标准差的线的在哪?在 m 二的这个选项里面,然后我们有一个这个线值, 这个线纸里面,在这个标准差的这些倍数里面写一空格二,空格三啊,这样的话我们就可以显示出来,呃,三条,一个码,两个码和三个码的三条这个线, ok, 然后我们就可以确定, ok, 这个时候我们出来的这个图呢,基本上跟我刚才那个样子就很像了,还有人说,哎,老师上面那个点还没有变,这个形状和颜色没有关系,现在还还可以来得及。 我们双击这个图形,然后在这个图形里面点到这些线以后呢,我们双击双击这个线里面会有一个属性,我们自定义 颜色,我们可以自己选,比如我们把它选成红色,然后呢线条的粗细呢?我们也可以选,比如我们选三对数, 第三个有类型,类型里面我们就可以选这个圆形或者方形或者三角形,我们选一个圆形吧, ok, 这样确定, 这个时候你看我们这个数据上这个点就全部变成圆形了,红色的啊,然后这个正负三个标准差的这三条线呢,我们也可以双击,他就根据我们的自定义选择不同的颜色,比如我们选择蓝色,然后把它变成三, 然后呢这个类型呢我们可以变成这个虚线,这样的话我们的图形就会变成现在这个图形, ok, 这就是一个单值控制图的一个几个小的小技巧,你学会了吗?
341BMC博瑞林 06:28
06:28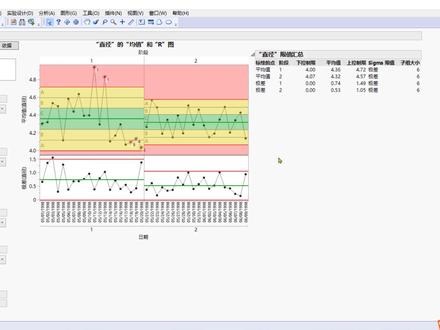 03:09查看AI文稿AI文稿
03:09查看AI文稿AI文稿欢迎观看账三分钟,玩转数据分析系列。本期我们的主题是绘制控制图。控制图是统计过程控制的两大核心之一,绘制控制图可以帮助我们分辨过程中的异常是偶然因素还是特殊因素, 并帮助我们对特殊事件展开调查。通常我们绘制的统计量符合正态分布,因此仅有百分之零点二七的数据会落在控制线外。根据小概率原则,控制线外的点被判定为异常点。 控制图的类型有很多种,按照数据的类型被分为计数型控制图和计量型控制图。现在我们来到账,我们可以通过分析质量和过程下的控制图生成器来绘制控制图, 也可以通过控制图下的此处来选择我们想绘制的控制图类型。下面我们来看一个例子,这组数据是典型的计量型数据,数据中记录了某工厂生产螺母的日期,螺母的直径以及不同的生产阶段。 打开控制图生成器,把螺母的直径拖拽到绘图区域当中,这样就会根据数据的类型自动生成相应的控制图。 我们也可以把日期纳入到词组当中,并生成不同类型的控制图。选中图中的点,点击右键警告检验,选择所有检验 就可以轻松的看到异常点违背了哪种判议原则。同时我们也可以通过定制检验来设置个性化的判议规则。如果把 阶段也纳入到控制图当中,我们可以轻松的锁定异常来源于制造的第一个阶段。在面板的左上方,我们可以看到数据中所有的变量。在面板的左下方,我们可以对控制图进行调整,例如添加镶嵌图、 加入警戒线以及对警戒线所示的区域进行着色等。在面板的中央下方的控制图用于确定控制线,上方的控制图用于根据控制线打点并发现过程中的异常。 在面板右侧的线值汇总报表中,记录了控制图的红色控制线和绿色均值所对应的具体数值等信息。下面我们来看另一个例子,这组数据是典型的计数型数据, 数据中记录了某工厂生产二极管的工作日不合格品数量以及当日抽样的样本量。由于每日抽样的样本量相同,我们既可以选择绘制 p 图,也可以选择绘制 np 图, 选择质量和过程平台控制图。下拉菜单下的批控制图子醋,将工作日纳入子组,将不合格品数量纳入 y, 将每日抽取的样本数量纳入 n 次实验, 我们就可以得到不合格品数量的批控制图。需要试用账或想要了解更多,欢迎联系我们,谢谢!
361JMP数据分析










