Spi设备cmk如何计算

粉丝1384获赞2733
相关视频
 02:52查看AI文稿AI文稿
02:52查看AI文稿AI文稿大家好,我是廖卫庆,今天来给大家分享一下如何做 c m k, 就是设备能力分析。 c m k 呢,我们叫设备能力指数,他仅考虑生产设备本身的影响,因此呢,在采样的时候呢,对其他影响因素呢,要赢家控制,尽量 避免其他因素的干扰。计算公式呢,与 ppk 的计算公式相同,只是体验的要求不一样。我们 cmt 的计算时机有以下十个,第一个新的产品,我们要去验证我们的设备能力,还有呢新的模具,我们新开的模具要去验证设备能力, 新的设备,比如说我们新采购的设备,那么我们在验收设备的时候呢,要做 c m k 研究。再来呢就是工差缩小,比如说我们的客户正在生产的产品,他要求工差缩小,那这个时候我们要去看我们设备能力够不够,如果设备能力不够,将会导 导致我们的 ppk、 cpk 都不能接受,会导致大量的产品返工返修甚至报废的风险。那再来呢就是我们的过程更改,如果过程发生了变更,那我们要诚心去验证我们的设备能力。还有呢就是设备大修之后对产品有影响,那这种情况下,我们诚心去验证我们的设备能力。 cmk 或者说机器,半天之后,比如说我们从一楼搬到二楼,或者是从 ad 搬到 bd 去生产,那这个时候呢,我们诚心验证我们的设备能力。那再来呢就是长期停产,比如说我停止十二个月之后,诚心启用这个设备来进行加工制造,那这个时候呢,我们诚心验证我们的设备能力。 再来的话呢,就是顾客有特殊要求的时候,比如客户要求我们必须要做 cmk 研究,那这个时候我们也是需要去做 cmk, 再来呢就是定期评价,比如说我们每年至少 做一次 c m k 研究。以上呢,就是十个我们在 c m k 分析和计算的时机,那 c m k 的起样跟 p p k 起样有什么不同呢?那我们这里主要从人机疗法、环测这些维度来给大家做一个说明,人呢,就必须是培训合格熟练的操作工人去加工制造这个产品, 那么把设备调试好之后呢,连续起样三十到五十件,也就是说我们这个期间呢,设备不允许调整任何的工艺参数, 然后呢,用同一批材料,也就是说这三十到五十件产品必是来自于同一批原材料。还有呢,采用标准的作业方法来进行加工制造,然后呢,在尽量短的时间内,也就是减少环境变化带来的影响。 还有呢,要符合要求的检验员,用符合要求的量距,也就 c g k 啊,要大一点,一点三三来进行测量,这些样 所获得的这测量的三十到五十个数据呢,就代表的是我们的设备的变差,从而呢去计算我们的设备的能力 cmk。 好,今天的分享就到这里,谢谢收看,我们下一期将给大家分享 c m k 的计算公式和接受标准,敬请期待,谢谢!
535赫德咨询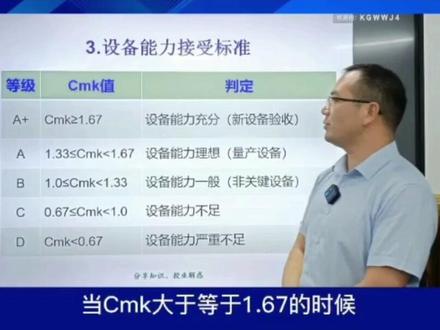 02:09查看AI文稿AI文稿
02:09查看AI文稿AI文稿大家好,我是廖卫庆,今天来给大家分享一下 cmk 的计算和接受标准。首先来看一下 cmk 的计算公式, cmk 呢等于我们上能力指数和下能力指数的较小者, 他跟 ppk 的计算公式是一样的,上能力指数和下能力指数谁更小谁代表 cmk? 上能力指数呢,等于 usl 减去平均准除以三倍标准差,下能力指数呢,等于平均值减 lsl 除以三倍标准差,这两个谁更小,谁代表 cmk? 那标准差呢,等于偏差平方和,就每一个单子减去平均平方和除以 n 减一再开平方根得到了,这个叫标准差。那么这里呢, usb 呢是指规格上行, lcl 呢是指规格下行,那么 s 八呢?我们叫样本的平均值, cmk 呢,要加工五十 零件,算到他的平均值啊,套路,我们这个公式还有呢,就是标准差,这五十个零件呢,会有差异,可以算出他的标准偏差,我们简称标准差,代表这个公式就可以求到我们的 cmk。 那 cmk 呢,我们也开发了一个仪式表,可以告诉我们质量特性是什么,规格值是多少,规格上限,规格下限是多少, 然后把我们五十个字输进去,我们就会自动计算这个 cmk。 而且呢我们这边呢还可以勾选,比如说我们这个是新磨具验收,那么就勾上新磨机的验收, 如果我们这个是新的设备验收,且勾上新的设备,那么算出来这个呢,我们可以看到 cmk 呢是二点二七啊,大一点六七,那么表示无尽能力是充分的。好,那我们的接受标准是什么呢?当 cmk 啊大于等一点六七的时候,表示设备能力充分。当 cmk 借一点三三到一 点六七之间的时候,表示我们设备能力是理想的。 cmk 呢,借一点零到一点三叉的时候呢,表示我们设备能力一般。当 cmk 呢,介于零点六到一点零之间的时候呢,表示设备能力不足。 当 cmk 小一零点六七的时候,表示设备能力严重不足,这个是我们设备能力的接受标准。好,今天的分享就到这里,谢谢收看,我们下一期将给大家分享什么是项目管理,敬请期待,谢谢!
31赫德咨询Anna 00:53查看AI文稿AI文稿
00:53查看AI文稿AI文稿上期我们了解了 c m c m k 与工具性能之间的关系,这期我们来看看 c m c m k 的计算方法。先列举他们两个的公式,其中 thi 代表公益扭矩上线, tlo 代表公益扭矩下线, t 代表扭矩。检测一、测试数据的平均值, ck 吗?代表牛局检测仪测试数据的标准差。举个例子,假设目标扭矩为零点八牛米,工艺要求偏差范围在正负百分之十以内。用一把工具在牛局检测仪上测试二十五组数据,平均值为零点八一牛米,标准偏差为零点零一牛米, 则这把工具的 cm 值通过公式计算得出,零点八乘以一点一减,零点八乘以零点九除以六乘以零点零一一等于二点四二,说明工具性能不错。 cmk 取消值零点八乘以一点一减零点八一除以三乘以零点零一一等于二点一二,说明工具标定能力不够,不需要再进行标定。怎么样,你学会了吗?
 01:23查看AI文稿AI文稿
01:23查看AI文稿AI文稿这个努力我们谈谈什么是设备能力?设备能力。 cnk, 考虑短期雨伞, 强调设备本身因素对质量的影响。简单的来说就是设备自身的精度对产品精度的影响的大小。一台设备越稳定, 其本身的制造的精度就越高,安装调试水平也越高,其自身的能力越强,对其生产的产品的质量呢,保证能力也就越强。 那如何计算设备能力呢?由于直接计衡量设备的精度啊,呃,超市水平、安装 等方面非常难,所以我们一般从产品的精度去间接衡量。也就是说我们用这台设备生产出一批产品,然后用产品的精度来间接衡量我们设备的 精度,也就是说设备的能力。那一这时候一般要什么?采取同一批材料,同一个人在短期内连续抽样五十个,这时候呢就扣除掉的人的影响、材料的影响, 方法的影响,测量的影响。我们这时候呢,只剩下的影响只有设备的影响。这时候我们计算出这个这一批产品的 ppk 值是多少?用 ppk 值去衡量我们设备的能力。
 07:08查看AI文稿AI文稿
07:08查看AI文稿AI文稿好,我们今天呢讲解一下啊,谭老师写的这本 itf 幺六九四九质量管理体系落地及全道文件废边 啊,这本书呢啊,比较厚,总共有七百多页,他设计的内容呢啊,设计内容就包括了,呃,幺六九四九的这个整个标准啊,标整个标准的一个理解, 还有一些全套的文件,一级文件、二级文件,三级文件、四级文件,全套的文件都有,所有的表格全部有 啊,就比如王措清单啊,这个,呃, ntf 零件啊, ntf 零件,还有呃各种管制图,比如破坏性的计量的啊,重复性和在线性的啊,这个, 呃,文西表格啊,还有针对破坏性的啊,这种,比如拉力啊,如何做管制图,用一般用单子移动击杀管制图,这里面都有讲解和相应的表格, 还有我们的 cmk 啊, cmk 什什么时候做 cmk 啊,怎么做 cmk 啊,那么 cmk 的表格啊,整个这本书呢啊,都写的很全面,因为七百多页嘛。然后这个书还有一个亮点就是什么呢? 有大量的这个企业改善的成功案例,比如这个原材料整胶力的啊,这个改善方案, 现场可实化的这个整改方案,仓库藏物卡一致地的这个改善方案啊,这里面有大量的案例啊,讲解这个企业中小企业如何去进行 一个现场的管理提升啊。呃,这是这本书的一个亮点,就是基本上买了这本书的话啊,企业做这个幺六九四九的认证啊,基本上没什么问题,然后你也可以摸索做一些什么的啊,经营管理的一些改善。那么我们今天重点看一下这本书的 啊,第四十一页啊,这本书的第四十一页,还有这本书的七百零五页啊,七百零五页啊,这两页是专门讲解这个 cmk 的啊, cmk, 那么这什么时候做 cmk 了?一般来讲 先要识别你的关键设备啊,比如,呃,这个住宿啊,住宿行业,皮革行业,他一般来讲关键设备就是住宿机啊,住宿机第一步要识别你的关键设备,然后关键设备里面 你要去选择你的关键的特性。为啥叫特殊特性来进行 cmk 温系啊?并不是说所有的特性都拿来做 cmk 温系就是代表性的啊,那么一两个特性,比如尺寸,他这个尺寸是会影响到张佩的,或者是会影响到你的这个, 呃,成品主张的漏水啊,漏气的这种啊,重要的几个特特性会影响到张佩啊,像这种啊,就可以拿那么一两个尺寸作为代表啊,来做 cmk 分析,比如一个一个零件有二三十个尺寸,你每个尺寸作业做 cmk 就没有这个必要了啊,你这个可以选一些 代表性的这个尺寸啊,那么这什么时候做呢?一般来讲在我们市场的时候要做啊,市场的时候做,那么起的数据的话,一般来讲至少有二十五个以上的数据 啊,数据太少了的话是没有代表性的啊,二十五到一百二十五左右啊,就是这个数据的就是比较科学,然后数据起的太多的话成本就比较高啊。 啊,那一百多个数据,这个车辆的时间是会比较长的啊,一般都是二十五到这个四十五,好吧啊?到一百二十五,一般数据的起样就是起起这个, 那么这个设备要是连续生产啊,连续生产,同时比如做了两个小时或者三个小时,连续生产啊,连续生产就起样啊,起样, 那么这个测试的话,一般都是我们品质部门来测试啊,这针对这个测试的数据,品质部跟我们的设备管理部门啊,针对这些数据的共同的温馨,输入到我们这个 cmk 那个表格里面去啊,看一下这个 cmk 的值是多少,一般来讲 要大一点六七啊,大一点六七,证明这个东西设备是稳定的,是可以投入啊,量产的,这是在市场阶段,那么在量产阶段的话,我们每年啊要选一个,呃,一个时间啊,每年选一个时间,一般不能超过十二个月,比如上次市场也是,呃,三月一号,那么下一次量产的是 mk 啊,应该不能超过第二年的三月一号,或者是我们在二月底二月中下行啊。针对这个量产的关键设备呢,要做一次 cmk 啊,做 cmk, 那么取样的方法也是一样的,一般二十五到一百二十五个数据 啊,那么我们品质部来检测,然后设备管理部门和品质部共同的对这数据进行温馨,那么温馨,如果是数据比较低的情况下啊,要对这个设备做一个排查啊,保养啊、维修啊,就是说假设是有一点零一点二,这个设备就说不定很不稳定, 这个尺寸突然间偏大偏小啊,尺寸突然间偏大偏小,可能跟我们的模具也有关系,跟我们的设备本身也有关系,比如这个啊,设备的一些啊,这个呃水平度啊,啊,设备的水平度,或者设备呃模呃一些关键的零件啊,一些 发现零件已经磨损了,已经老化了啊,还有磨具的本身啊,可能呃制造和设计都有问题,会导致我们这个尺寸的偏差的波动为特别大啊,波动特别大,那么我们要对这个是磨具,磨具和设备做一个排查啊,我 做我们做这个 cmk 也好,做这个 x 管这种也好,目的是为了发现问题和解决问题啊,而不是应付做一些资料。现在我们大部分中小企业啊,那个 cmk 的数据都是什么呢啊?都是 很多都是编的啊,基本上发现不了什么问题啊,这个就意义不是很大啊,整个幺六九四九的呃,一套东西都是非常先进的啊,非常科学的一套东西。 呃,我们不论被那个 cmk 的一点六七把它什么了,把它捆绑死了,让我们可以根据工厂的实际情感 啊,定我们的自己的一个目标,为的是一点三三啊,一点三三,但是这个一点三三呢是认真的时候呢,可能就通过不了,因为这些省委老师呢, 就卡这个东西呢,卡的比较古板啊,那一定要一点六七啊,一点六七这个所以对我们中小企业推行幺六九四九 也带来了很大的一个困,困难啊,很大的困难啊,逼得没办法就要做一些假的数据啊,假的数据世上这个是不可取的啊,不可取的是是我们也希望有一些认证机构呢啊,对这个也进行啊,适当的一些灵活处 处理啊,灵活处理啊啊,那么这是我们呃今天讲一下讲的我们这个 itf 幺六九四九的这本书籍啊,希望大家呢有需要的啊,可以在我们的这个 啊,京东上面啊,淘宝上面啊啊购买也可以直接联系到我们啊,我们公司啊,我们咨询公司,那么我们公司也有部分数据啊,数据不是特别多,也有主板是送的啊,主板是送的,那么我们今天呢就讲到这里。
51博思管理咨询 03:19查看AI文稿AI文稿
03:19查看AI文稿AI文稿哈喽,大家好,今天带大家了解一下 spc 中的 cmkppk 还有 cpk 之间的区别,那 cmk 呢是设备能力指数, ppk 是性能过程性能指数,嗯,那 cpk 呢是过程能力指数,他们之间到底有什么区别呢?我们从下面这张图可以呃详细的了解一下。 首先呢,我们可以看到这三种指数的取样方式是不同的,那 cmk 呢?是连续取样啊,通常是五十件,我们 ppk 取件的时候是 无特别限制,通常一百二十五斤。那计算 cpk 的时候,我们通常是分组取样,呃是二十五组,每组五件。那么第二个是是否允许进行调整,是指我们设备加工过程中是否可以调整,例如调换人呢?或者是呃做其他的动作是不允许的, 必须保证人机料把环相同的情况下进行取件。那么计算我们 ppk 的时候是允许调整的,还有计算 cpk 的时候也是允许调整,这也是与 cmk 不同的地方。 第三个就是我计算 cmkppkcpk 的前提,那 cmk 和 ppk 的前提是必须做 msa 对两减距进行分析,计算 cpk, 那 还有一个就是必须保证我数据是独立的,独立意味着我数据之间是没有有相互影响的。那我计算 cpk 的时候除了要保证啊刚刚说的那两个前提,还要确定确保我这个过程是稳定的情况下才能计算 cpk。 也就是说在我计算 cpk 的之前一定要做常规控制图来确保我过程是稳定的。然后第四个就是我的数据要是正太的,要做 正态性检验,可以用魅力态度去做正态性检验。那第四个就是我们计算这三个能力指数的评估能力范围,那 gmk 只是评估设备的能力,而不能用于评估其他的。那么 ppk 呢?只评估取样范围的能力怎么理解呢? 例如十个箱子,你取的一三五七九基数的箱啊,进行计算, ppk, 那他覆盖的这个呃性能能力呢?只包括这个基数基数范围,不包括整个十个箱。那我过程能力指数呢?只评估过程的稳定的能力。 ok, 这就是我这三个能力指数的区别。那有些人还是对 ppk 和 cpk 之间的区别不是很清楚啊。什么叫性能能力?什么叫过程能力?我们先从字面意思上面理解一下过程性能和过程能力之间的区别。 过程能力是指你产线建设之后啊,生产产品能达到的最高水平。那过程能力是什么?过程能力 cpk 啊,能达到一点六七或者多少,这是你的最高水平。那过程性能呢?是指你能维持这个最高水平的能力,就是说 不是短期,而是说你经过一段时间之后,你做你的过程性能指数研究的时候,发现你这个 ppk 还能达到一点六七,那证明你的这过程性能是比较稳定的,不会,呃,不会与过程能力有较大的偏差, 是指为。这就是为什么有人说 ppk 是长期, cpk 是短期。呃,那样理解虽说是有些片面,但是呃,从某一方面会反映出长期和短期,但具体区别呢?还是我刚刚讲的那些。
496质量工程师 凯哥哥 01:01查看AI文稿AI文稿
01:01查看AI文稿AI文稿上期我们列举了很多不同工具的精度,本期我们来聊聊如何比较这些工具的性能。性能的高低可不是拍脑袋凭感觉的严谨的德国人,他们提出了 cm 和 cmk 两个重要的评判指标, cm 代表无偏疑的设备能力指数, cmk 代表有偏移的设备能力指数。先说结论,假设扭矩精度要求正负百分之七点五, cm 大于等于一点六七,且 cmk 大于等于一点三三,就表示这把工具性能不错。 举一个例子,在同等精度要求下,一号选手和二号选手的参加打把比赛。第一轮看稳定性, 他们飞镖都集中在一个区域,看来稳定性都差不多。第二轮比较准确性,二号选手更靠近靶心。总结一下,也就是说要算 cm 稳定性的话,一和二号选手差不多,要算 cmk 稳定 定性加准确性,二号选手比一号选手要好。所以我们可以通过计算 cm 和 cmk 来比较不同工具的性能。下期我们来聊聊如何计算这些值。
 06:52查看AI文稿AI文稿
06:52查看AI文稿AI文稿大家好,我这个视频主要是为了啊,我先讲一下我视频干了什么哈,防止你们后面看了能喷我。 我这边主要是呃,对于我的一个遇到这个问题,就是我们可以,我们我们一般呃或者从这里之后我们都会看到水域图,但是水域图中我们这边默认是低电瓶,然后第第一边采取,就是 呃,商城也采取数据吧,但是当我配置这个这个东西的时候,我发现我的数据并没有呃,我的我的 lcd 屏幕并没有正常的一个显示,就是当我下来的时候我可以正常显示,但是当我对这个 lcd 进行一个电源的插拔时,他那个 lcd 并不可以正常的一个显示。 我要我要做的就是解决这个问题,然后我解决的问题,这个方法就是通过对于呃我的一个 呃 lcd 使用前,我会先对于他的一个呃复位,并且进行一个他的一个串口的一个初始化的一个啊,对,串口初始化,对于这样的一个操作来解决了我这样插拔他不能正常显示的这个问题。好了,总结完了,好,现在就就随便扯了, 来,我们先看一下啊啊,先看 s b i 这一对一,然后用四个菱角,大家应该都知道 s s 选择,然后 s c k 是我们的一个时钟信号 啊,每个时钟就可能代表我们的一个发送数据或者接收数据或等待数据什么的乱七八糟的。然后是我们主要做的是配置它的一个 s p i, s p i 发生的速度位数和高位先发和低的先发还有一个 s p i 的一个时机,然后我们这里有问题,就是它的一个 s p i 的一个时机,我们这边可以看到 s p i 有四种手机,一种是默认低 电瓶或者说默认高电瓶,然后是第一瓶或第二瓶,采取这样一个二乘二,然后是四格的一个模式。 我们这边然后看一下,我这边学到了一个 l c d, 然后 s t 七七八九这个芯片,可以看一下这边它的一个实际图给的是默认低电频,然后上升研采取,然后 c s d 呃, c s 低电频有效, 然后它会有一个等待时间,也就是一个 t s d s, 就这边它就是纳米的一个等待时间,它可以进行一个上方沿着采取, 然后关于数据所做到,这边第五十六页有一句话是串形接口处被处呃,在 c s 高电瓶期间,串型接口被处处化,在 c s 下降,呃,后面的不重要。然后来引出我们的问题,关于 s d 使用默认低电瓶, 第一变音读取无法正常的一个插拔使用,使用默认高配屏,第二变音读取可以正常的一个使用的一个问题,视频没有录制,呃,自己想象吧。 然后这是他的一个程序,就是案例程序,他会先对这个 lcd 进行一个复位,然后等待,然后复位完成,然后去打开背光,就开始一个发送一个数据了,发送我们的一个处罚数据, 然后关于这个问题的话,嗯,我同事讲了一下,可能是关于第一遍读取的一个时间不够,这个一个数据稳定时间不够,但是我使用慢速,然后看了一下,我发现一个数据这边可以看到这个时间是够的,这下面就是他的一个数据位,然后我们第一个边读取,然后他这边你看 他会,他会拉高的,他会拉高这么长时间的,然后这边启动时就不用看,这是我之前我做的记录,然后我就开始去问商家了 啊,专家说是经验所得,推荐大法为高点评有效而低调人员读取。嗯,在后续的一个学习中,我的确发现了一个 呃,一个文档还是什么会讲到,就是如果你是一个上升研读取的话,你就尝试一下默认机电瓶第一遍读取,或者默认高电瓶第二遍读取,这样两种上升研模式看哪一种是你可以去使用的,可以使用的很舒服的就是你,你如果我需要插拔的话,那我在呃 末日高利平第二遍读取就可以正常的一个插排操作的话,那就是这个就可以了,就不用往下面继续看了,但我不想,反正我没事,我可以往下看看。然后过程三是我看数据手册,然后可以看到了一个当 cs 为高使,然后 s c u 呃被互除啊啊就不动了,就主要是在 csv 高电瓶时,串形接口被处处呃被处处化,也就是上面说的那个,然后我这边就是为呃,根据这个绿色这句话,我测试了一下,在我瑞赛特前,我对 cs 进行一个拉高,然后对串形接口进行一个处处化,然后等待瑞赛特这屏幕处处化后,再进行一个瑞赛特 再拉高, reset 就表示我已经 result 完了,然后再拉 p c s, 表示我们进行一个连接,开始发送数据了, 然后就可以就可以呃完成,我要想要去呃完成那个操作,就是对于我已经下载完的一个数据进行一个插拔,之后屏幕也可以正常的一个刷新,那么我就已经完成了。然后在后面我查询了一下,就是关于 它的一个 c, 呃,嗯,它的一个复位和它的一个创口助的话是两个操作,好像是,呃, 我查了小号是两个操作,也不确定对不对,大家可以如果有问题可以可以指出。然后就是呃当我 进行一个惹下的后,他会对他进行初始化,但是对于我 spi 已经发送的数据他不会进行一个初始化的,所以这边就需要我们使用那个 cs 去拉勾去对我们的一个串口的接接口进行一个初始化,这样的话我们数据将它将于是重新开始发送了, 就我们数据已经发送完成了,发送结束了,然后再去拉低,就表示我们开始新一轮的一个数据发送了。 这是我的一个操作,先 c s 拉高,然后处处处话这个串口,串口接口,然后再说实话我们的,然后再复位我们那个 l、 c、 d, 然后再继续对他的一个拉高,拉高之后再去对 c s 进行一个连接。 之所以说它可能没有效果,是因为我在数据手册当中看到的一句话就是 cs 可以为一直为低电频,并且 reset 优先级高于 cs, 那我就感觉如果 reset 之后就表示了我这个呃,可能我的一个数据什么的全部都一个处理化了, 嗯,我觉得是这样的,所以 reset 之后全部的数据都处处化,不管 v、 l、 c、 d 什么乱七八糟全部都处处化。 但是我刚刚切呃 gpt 了一下,发现好像是呃它的一个串口,雷发动和这个 gigatat 是两码事。 决赛的值只表示呃复位决赛的呃复位 l c d 里面的东西。但 s p r 只是负责它的一个窗口的一个发送接收,还是需要对 g t s 进行一个操作的。比如说好像问题解决了,就是说呃 呃在我们发送数据前需要对这个串口进行一个初始化,表示我们的串口上呃前面的数据都不重要,后面才是我真的要发的数据。 ok, 没了,结束了。
 09:34查看AI文稿AI文稿
09:34查看AI文稿AI文稿斯派克 spi 型号 s, 八零八零三个编程软件,第一个,第二个,第三个,然后先打开,第一步 打开之后是这个功能画面,把胳膊网导入, 一定要这种类型的文件, gbr 文件,然后导入, 导入完之后就是这个板子按盘的一个形状,点击 wi, 然后烟花都是不要, 我这个钢网是零点一二的跟零点二的洁癖钢网 来把这个剪掉,这一圈不要了,这个剪掉,然后这里 点击放盘 t 恤,因为我们这个是单拼版,单拼版的话不需要去做拼版吗?直接点辅,然后点击输出,保存一个文件夹里面去, 不该掉,那这这一个软件就算用完了。第一个第一 要打开,第二个把我们刚才那个文件给导进来, 导入之后我们先全选 检测焊盘,他会变成白色,这圆孔就是马卡点,我们先上马卡点,第一个点 八点,第一个记忆啊,第二个先点一下, 全部全景抹点,做好了,他的多的抹了点就可以给他改成不检测,不检测汗化他就叫灰色了。 然后我们开始分组, 分组就是把这种电容电阻 ic 跟那个接替的,这两个是接替的,给他分类, 先选中 ic 类型的,这个选好 之后,这里给他起个名字,爱心,让这里保存一下,他就会出来一个,这文件两方算类似于, 然后选不选,再选阶梯的,这两个是阶梯的, 这里再起个名字,输好名字之后再保存一下,下面又出来一个文件夹,类似于,然后全部选,把其他的全部给框住, 其他都是一样的了。全部选好之后再起个名字,我再抱枕一下这个,这个 按完成了,只分了三个组,一个是 ic, 一个是容组类的,然后一个是接批的, 接着给大家设置参数, 零点一二的厚度全选, 这个高度上 现在两百,如果你的要求比较严的话,你可以往下往下下降, 下线是六十,高度面积体积都是一样的,偏移量是误差,只是上下左右都是三十。 然后保存退出, 解体的是也要去设置 解题,零点一二全选参数都是一样的。 保存爱心 跟这里有没有一样? 然后这里给他扫描一下,显示给他录镜, 来这里保存,保存一下文件退出,打开第三个, 打开之后我们打开这个程序,点击开始测试,他会先到八个点, 然后会让你去找抹点关闭确定,然后这个地方点击基准点设定,点击, 先找第一个抹点导航一下看看,就这个位置,确定是这一个, 骂好了再去做看这里因为是造的这么火,要把这个勾掉吗? 跟着屋那把亮度调一调, 让黑白明显一点就好了。放一下, 点击模板更新 全选能点击, ok, 测试一下, ok, 保存,点击加号移动第二个码点那个,这个跟第一个他就有点不一样,还得调调亮, 大概只能调成这样子把点击识别, 因为他两个抹点的光度不一样,只能转到单个的去照,这一个是两个同时下面这个这个是单个的,那我们就点单个的啊,应用 照了,可以保存能完成,那这个时候再去测试, 嗯, ok 了,就可以正常去侧板的了。
957SMT(老四)






