伯朗特机械手手柄如何归原点

粉丝734获赞3141
相关视频
 11:55查看AI文稿AI文稿
11:55查看AI文稿AI文稿给你, 大家好,欢迎收看本期视频,本期视频我们主要介绍三五折机械手安全点设定功能里面的安全点设定,那么先登录权限, 进入功能,选择安全点设定的一个页面,然后这里有 各个轴的一个安全,一个安全位置的一个限定啊,我们可以设定他的一个安全位置, x 一轴,歪一轴这一轴。那么我们来看一下每一个轴的一个 位置的一个限定的一个意义,这里有一个,呃,最大移动就是 x 一轴,就是我们可以设定一个 x 一轴可以移动的最大的一个范围。假如说我们这里是五百五十五, 那 x 一轴可移动的范范围就是零到五百五十五啊。模类下降最小位置就是,呃,歪轴 弯一弯,轴下降到膜内了之后,弯一轴下降到膜内了之后,可在膜内移动到最小的距离是零, 就是最小的位置是零,就是他可以在模类下降了以后,他可以运行到远点的位置是零,那最大的位置五百五十二啊,这也是一个位置限定他下降的 国内取物的一个范围有,呃,假设说我不需要他在国内下降为止,是这么想防止他装的模具,那我对他进行限定,假设说我限定他最大只能 最小只能走到一百二的位置啊,一百二的位置那最大我也不需要他走到五百五,那我假设说让他走到四百 啊,确定,然后修改完了以后啊,修改完了以后就点保存, 那修改完了以后,保存了之后,他就会有万一轴在下降了以后,他所能在模具里面活动的范围就是一百二到四百的这一个区间里面,呃,他小于一百二走不了,大于四百也走不了啊,这 就是我们说,呃, x 轴的在模类下降的最小位置和最大位置的一个限定,那么我们讲一个 x 二轴也是一样的,那加上说我们最大移动啊, x 二轴最大移动只有四百五啊,四百五 啊,然后我们,哎,我的下降也是给他设定啊,也是给他设定一百一百二啊,确定啊?假如说,呃,最大的话也是设定为设定为三百 啊,设定为三百,这个时候我们点保存啊,点保存,有的时候我在模类下降最大位置,我是否可以设的更大,大于这个四百五,那我们可以测试一下啊,假如说我们设定四百六啊, 啊,或者说我们可以设定的更大啊,实际上我们是不能大于我们最大移动量的啊,实际上我们不能大于我们最大移动量的,我们一般设定要小于最大移动量,要是说四百就即可啊,即可。然后 我们看一下歪轴,歪一轴,歪一轴,最大移动就是我们能下降的,歪轴能下下降最底的一个高度。假如说我们是接手是九百的,那我们这里只能试到九百啊,九百 啊,例如我们的二零九,那这道下降,这这道下降九百或,那我们或者说我们说九百一十 啊,下降九百一十啊,这个时候我们就下降了,最大是一百九百一十,然后最大 待机位,哎,两二,假如说最大的机会,我们设定为一幺五零啊,幺五零,呃, 幺五零,那么这个最大待机位的意义是什么?就是说我们,呃接手在待机的时候, 他不一定是在零位待机,呃,也可以在小于等于一百五的位置待机,就是等等等,等待注数机开模的这个位置他不一定是在上升的零位只要是在一百五,而且是在 y 一轴原点信号 有信号的这个区间里面就可以待机,那么这个,这个多用在哪里?呃,普通的一些机器对住宿的一个 周期速度没有要求的时候,我们都一般选择在临位待机,像我们的高速机械手在 在运行的过程当中,他为了节省时间,那可能我们让他在取完产品回味的时候,在待机的时候歪轴就不会再临位待机了, 我们就会让他提前在下行到一百,就是最大可待机的一个位置进行待机。假如说是一百五,那我们就待机,万一的起点就是一百五,那这后面我们在程序教导的时候重点会说这一点啊, 那么这就是一百五的一个待机的一个一个作用。呃,下面离开原点的位置,呃,离开原点的位置,我们这里也一般都会设定是,呃跟最大待机,呃,我们说离开原点的位置,我们, 哎,假如说我们的最大是九百一,我们可以离开原点的位置,我们设定九百零五,就是说我们可以走到九百零五,预留五毫米的一个,呃, 空间,预留五毫米的一个空间啊,余量啊,这就是我们的 y 轴的,呃, y 二轴的设定方式也是一致的啊, y 二轴的方设定方式也是一致的,那么这种,呃,我们所有参数修改完了之后,我们都需要点保存按钮啊, 出现了保存成功参数才会被记忆,然后我们看一下这一轴,这一轴的最大移动量就是我们这一轴就是横行的轴,横行轴,这个轴从零从远点到我们放产放产品的最大的一个可移动的最大的这个位置, 呃,也就是我们行外外行外安全区的最大的,最外面的那个点啊,这一个线粒值,嗯, 然后行内安全,行内安全,我们,呃和行外安全,行内安全就是我们假如说是三百的话,那么行内安全区的区域就是零到三百,行外安全在安全区,行外安全的安全区就是 大于等于九百,小于等于我们最大的一个值加入我们这里设定的是两两千 啊,两千,那就是大于等于九百,小于等于两千就是我们行外安全区的一个范围,行外安全区的一个范围值,那我们,呃行外安全区这里有一个限定, 还有一个信号,就是行外安全区的一个感应信号是一个这个,这里是一个原体纤维,那么我们的感应信号啊,嗯,行外安全,这里行外安全,这里就是一个硬体纤维了, 那么一个这一个圆点,这一周的圆点,也就是我们说的洗内安全的话,就是我们的一个,呃,这里一个, 这里的一个硬体香味。我们这里虽然说洗内安全是零到三百,但是如果说我们我们的圆点 这一轴远点只能感应到两百,零到两百的距离,那么我们即使说这里安全区设定了三百,那么我们我们的最大行内安全区也就是零到两百。呃,如果说加 说我们这里设定三百,那么他三三百有效的话,必须是原点感应开关的区域也是零百,零到三百的区域有效才是可以的, 那么行为安全也是一致的,就是行为安全。我这里设定的安全区是九百,那么我们继续继续接手,走到九百的时候,这个时候我们的新外安全区要那个感应信号 啊,感应器要有感,能感应到我们的行为安全区域的感应区,如果感应不到的话,即使说我们这里设定了九百,那也是非安全区 啊。然后这里就是我们的一个呃,所有轴的一个最大移动量和安全区域区域的一个限定的一个设置方式,最后这里会有一个限 限制,这里这里会有一个什么行内上升 x 一最最大位,最小位置和最大位置,一般情况下我们这里呃设定的话就是呃零和最大移动量,假如说四百我们就四百,五百我们就设定五百,刚才我们说的我们设定五百啊, 设定五百,确定这里设定五百,呃,一般情况下这个是如果说这里在模具上方没有限定的话,我们和这个最大移动位置和他最大移动量设定的呃一致即可 啊。这个我 x 一周在膜外上方啊,一个是膜内上方,一个是膜外上方,就是一个是在圆点一手臂没有下降的时候,他能前进的一个范围就是你 到五百,那么国外上升呃, x 一最小和最大位置就是我们在安全区,行外安全区的时候,他能移动的范围就是零到四百,加入我这里设定的是四百,就是零到四百 啊,这就是我们的一个限制的一个设定。呃,然后我们看一下这个每一个轴页面里面有一个电机正向正转测试和一个反转测试,那么这里有什么作用? 呃,当我们在判定某一个轴是否发生故障的时候,我们就可以通过这里的侧电机正转测试和电机反转测试来测试这个轴是否电,这个轴的电机旋转是否正确。那么我们点电机正转测试的时候,这里会有一个测试 值,测试值一般情况下都是会会显示的是一一万,那么反馈值也是一万, 那么定期反转的话,测试值是一万,返回值是五万五千五百三十六,那么我们通过这个返回值,呃,测试值和返回值的是否是否一致来判定这个轴是否正常 啊?这一期我们讲的那个安全点设定啊,就到这里。
 00:26查看AI文稿AI文稿
00:26查看AI文稿AI文稿机械手恢复原点与复规原点的区别?当我们按恢复原点时,机械手的各轴会按照我们设好的先后顺序恢复到零的位置,而复规原点是机械手复规到当前程序所在的起点位置。比如我现在的程序 x 一轴起点是四百, 那么富贵原点以后主币就会停留在四百的位置,而不是零。本期视频就到这里,感谢你的观看,再见!
739贰龙【专业夹治具】 10:15查看AI文稿AI文稿
10:15查看AI文稿AI文稿大家好,欢迎收看本期视频,在上一期的视频当中,我们介绍了数据指令,本期我们要介绍的是工具坐标的标定,看到手动 工具标定,这是他的一个啊设定的界面,那什么是工具坐标呢?工具坐标是对世界坐标系的一个啊,二次延伸, 因为有的情况下世界坐标系不能满足他的使用要求。那首什么是世界坐标系呢?我们先看到这个内容, 这个是机器人六轴的一个法兰中心,那么在世界坐标系的时候,他的姿态变化点就在六轴法兰的中心啊,比如我要 啊要保持姿态去走,那么这个姿态的基准点就在六轴的法兰中心面啊。在机器人上面没有安装任何东西的时候,这样子是可行的。 那有一种情况,比如我在他的六条法兰面上面安装了这么一个涂胶笔, 那么这时候我如果还是按照六轴的法兰中心点这个来走他的姿态的话,那显然就啊有一点 不符合他的一个规范了。那么这时候我们能不能把他这个六种法兰的中心点给他偏移到这个涂胶笔的尖端呢?那我们 要实现这么一个功能,就要建立一个坐标系啊,让系统自己计算出来,最后他就会把这个法兰中心点从这个中心偏移到这个图胶笔的尖端。这里 我们看到工具标定这个页面,这里有工具名称,就是你设要设定的工具作派系的名称,这个可以自定义。 那标定类型的话有两点法、三点法、六点法和二十点法, 这里的这些标定的方法的话,一种比一种更加精准。首先我们看到两点法,两点法这里摄入的话,他有一个末端摄入,还有一个啊工具偏差的 值得修改,那这个末端摄入摄入是哪个点呢?首先如果要使用两点法的话,必须将机器人回到原点,就是现在这个状态啊,每个轴就五轴,这里是回到了零度这个位置,那这个时候我们 回到两点法那个界面,点击末端摄入啊,就把这个世界坐标系的纸给他摄入下来,然后这里工具偏差是直接填的数据, 就是说从你这个法栏中心点到你这个笔尖这里,好,我们讲这个是 x 方向,那这个 s 方向,假如这个笔量下是一百的话,那我们直接在这里输入一百, 然后新建,然后加一个名字新建,那么这样就用两点法建立好的一个 工具坐标系,当然这种方法的话存在一定偏差,我们就有另外一种三点法,三点法叫准呢,就是记录三个点,然后机器人会自己计算出他的那个偏音量,就会形成一个坐标系。 那使用三点法的时候呢,就是寻找三个姿态变化 比较大的点,这个姿态变化了,每一个点的姿态变化尽量保持在三十度以上,就比如这次我要记录第第一个点,我找 一个啊很尖的东西,把它放在台面上给他固定好,然后机器人摆到这样的一个位置,然后点击摄入摄入,这时候就会记录第一个点, 然后机器人再改变姿态,比相比第一个姿态,他角度变化大概是超过三十度好,机器人运动到这个以后,同样是尖对尖,然后再点击摄入, 然后运动到第三个位置,同样的再改变姿态超过三十度,这时候再点击摄入。 好,这时候新建啊,这是用三点法建立了一个工具坐标系, 那这个六点法又比这个三点法更加精确一点,那这个六点法呢?他是一样的,前面三个点是跟刚刚我们一样,三个点每个点变化超过三十度就可以了,但是 这里有姿态保持点 a, 姿态保持点 b, 姿态保持点 c, 这三个点设定有一定的要求, 那姿态保持点 a 的话,你必须让把这个工序的末端跟你下面标定的这个肩对肩,而且要保持尽量保持垂直 直好,然后就摄入。那当然你设定这三个点之间,你首先要把前面的三个点按照刚刚设三点法的方法一样设置好。好,我们设置保持点 a, 是这个 跟他肩对肩,而且要保持尽量保持跟他垂直,这是姿态保,保持点 a, 那姿态保持点 b 的话,就是啊向 x 轴方向进行运动,就设定他的这个工具坐标的 x 轴方向 啊,将就是刚刚的姿势保持点 a, 朝着世界坐标系啊 x 轴方向进行运动,运动一定 距离之后,然后再点击摄入。 好,这时候我们选择姿势保持点 a, 然后点击运行到点,让他回到这个点,回到这个点以后,还有一个点要设置,就是姿势保持点 c, 那姿势保持点 c, 就是在世界坐标系下面向歪走正方向运动一段距离之后 点击摄入,这时候六点法就把教准好了,然后我们再新建一个名字, 新建啊,这就是六点法的使用 啊,还有一个二十点法,那二十点法呢,就是通过建立二十个点进行工具标定,就比这个六点法要更还更精确一点。 前面的十七个点呢啊,就是每个点的变化要求是在十五度左右, 那同样的最后三个点,姿势保持点 a, 姿势保持点 b, 姿势保持点 c。 刚刚的那个设定方法是一样的, 那这里就啊不做过多的一个演示,那当我们这些工具坐标设定好了,在哪里把它调出来使用呢?同样是点击右上角的一个小键盘,然后这里有工具选择,这个里 就会出现默认的这个第一个零无的话就是没有工具啊,这里都是刚刚我们建立好的三个工具坐标系,我们选择他以后再选择啊世界坐标就可以了, 这时候我们就找一下工具啊,看看他偏差大不大,如果是啊发现有偏差,那就是啊第一个说明你的啊工具较准的角度有问题,或者是你找的物体不够尖啊,才会造成这种现象, 那就多试几次,这个就是工具坐标切换过来的一个手动的啊使用方法,那在程序当中怎么去体现呢?程序这 这里好,比如我编程的时候,我要让他在工具坐标的系的时候啊,走的那个词的话,首先你要将这个 工具给他切换成你想要的一个啊工具坐标,然后选择啊,在工具坐标系的情况下,点击摄入,然后插入,然后再选择动作菜单扩展,这里有一个切换工具。好, 那把这个命令加进去之后呢?这个命令之后的坐标都是按照工具坐标系的一个基准来走,如果不想用这个工具坐标系了,就把它切回来,把它切回五, 那么他就会变成正常的一个啊,事业坐标系了,这个就是工具坐标在程序当中的一个啊使用和体现。那本期关于工具坐标系的介绍就讲到这里。
 11:59
11:59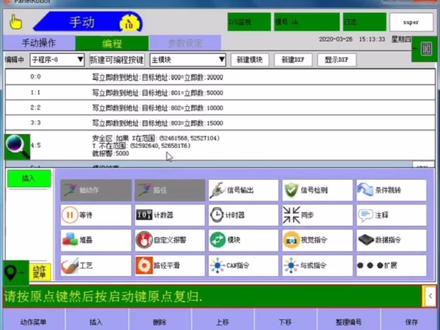 08:43查看AI文稿AI文稿
08:43查看AI文稿AI文稿大家好,欢迎收看本期视频,在上一期的视频当中,我们介绍了工具坐标的标定和使用,本期我们要讲的内容是安全区的设定。 首先先介绍一下安全区,安全区就是机器人在运动的时候,我们对他的一些轴或者是距离进行限定,当他超出这个距离要进行报警操作,或者是 将某些信号进行屏蔽,这功能就是安全区。我们看到编程 变成这里的话,它有两个安全区的类型,一种是对它的肘关节 进行限定,另一种是对他的一个距离进行限定。我们先看到第一种轴关节的限定,那轴关节呢?就是对他的关节坐标下面的数值进行限定, 看到动作菜单扩展选择安全区,这是他的一个设置界面,他默认是在范围的,如果你勾选了的话,那就这些数字就是不在范围了, 我们选用他默认的在范围被限制程度,就是说当我这个轴在什么什么什么数据下面的时候,我要限制另外一个轴的运动,这他们的一个因果关系, 这里的数值呢?不是说填的,是啊,他轴的具体的数值,这里需要填入的是计算器的地址, 我们之前在讲数据指令的时候,解释了这些基地址是什么东西, 我们这个安全区这里要填的内容就是地址啊,我们用八百到八百零一, 所以的话,你想要用这个安全区,必须先往这个地址里面去写入具具体的一个数值,我们把它放到此程序八里面。数据指令, 好,八百,我们写数值,那假设是三十,你要把这个数值乘以一千, 好,八百零一, 我写了五十, 好,那这时候我们再看到安全区这个功能, 就是说当我 x 轴在大于三十度小于五十度的时候,如果我的这个 y 轴关节坐标改变了,这时候就 触发报警,那就这个安全区就是这样子限定的,就是说保证 x 轴在三十度到五十度的时候, y 轴不能动,如果 y 轴动了就报警,那这下面还有一个范围, 这范围的话他也是填这个地址的值, 那跟上面的不同的,他就是 允许你歪轴动,但是你歪轴只能动一定的范围了。我们同样的要往歪轴的这个计算器下面去写数值,我们刚刚用的是八百零二跟八百零三,那先往 八百零二里面写数据 好,写好了之后将之前那个安全区的加进去。 那就跟刚刚不同的就是当 x 轴在三十度到五十度之间的时候,如果 y 轴不在十度到十五度之间,那这个机器人就会报警,就会动不了。 这个就是啊肘关节的安全区设置,如果你觉得这个功能啊比较麻烦,那就可以用跳转, 也可以实现类似的功能。我们看到条件跳转,先定义好标签, 这里数据比较,这里有一个坐标,当我的关节坐标啊,我直接填数字,我关节坐标啊大于二十度,我就跳到标签一, 没有就跳上去, 然后标签一这里加一个报警就可以了。这就是比较简单的 安全系的限定,就是当 x o 关节坐标器一大于二十度啊,你就动不了,那你这个关节坐标的话,只能是 啊小于二十度以下的那个范围,他就可以运动,一旦超过二十度,他自己就停下来动不了了。然后你想解除这个,你在只能去帮里面用跳转来这样子编的话,首先 你想让机器人重新动的,手动可以动,你要先把这个报警给他屏蔽掉,点击保存,然后再按操作器上面的停止键来解除这个报警,然后将机器人移动小于关节坐标二十度的位置, 那你才再重新把这个屏蔽取消,那你就可以正常使用了。这第一个啊,对肘关节进行一个限定,那条件跳转,这里也可以选择世界坐标,这个就是 距离的一个设置了。我想机器人啊,假设那里有一个门啊,我从那个门穿过去的时候,我就要把那些信号给他屏蔽掉, 假设这个值是两百, 看他在线一,那把这个信号输出一直持续输出,他断, 那么就会有这么一个逻辑,当我 x 轴世界坐标超过两百的时候,这个信号就要一直断掉,他就那边把一些重要的信号给他,比如启动啊,这种把他屏蔽掉, 启动不了,这就是一个安全信号。那除了这个啊,安全区呢?我们再打到停止界面, 我们这里有一个安全区参数,这里就直接输入那个值了。比如你 x 轴你只能让他在两百到三百之间, 那机器人世界坐标一旦超出这个值,他就动不了了,如果你 不想用它,就把它设成零,然后这里啊把这个打接打勾给他取消掉就可以了。这个就是关于啊视野坐标走的一个限制。那这个安全区呢? 他在我们使用的时候用的比较多,正确的使用这个安全区可以啊,避免一些工伤事故, 可以让我们的操作员更加安全。那今天关于安全区的介绍就讲到这里。
 10:11查看AI文稿AI文稿
10:11查看AI文稿AI文稿大家好,欢迎收看本期视频,今天我们继续讲机器人工艺的部分。 本期要介绍的功能是取片工艺,它主要是针对于一些产品是薄厚不均, 用常规的堆叠无法完成正常取料的成品。比如有一叠纸板, 他有的纸板这种东西很难去控制他的一个厚度,我们用常规的堆叠的话,如果这个纸板突然中间有一两张是变形的,那么你就取不到,这时候我们就用的到取片工艺。 首先将机器人切换到停止状态,选择参数设定产品设 点击工艺设定,将机器人的工艺类型切换为曲片,然后回到手动状态,选择编程动作菜单,再点击工艺, 就把曲片工艺的设置界面给他打开了设置界面,这里有一些参数。首先第一个是起点的摄入, 这个起点呢就是我们设置的抓取第一片料的位置,我们将机器人运动到抓取第一一片料的起点,然后点击摄入,把这个位置记住就可以了。 接下来要设定的是堆数,堆数呢就是 x 的堆数乘以 y 的堆数,就是他的一个 总归数,比如说他默认的话,这里是一,那就说明两个都是一的话,就表明只有一堆料,如果你的 x 归数这里写了二,那就表明 x 方向还有一堆料, 这就是堆数的设定。接下来的是探料方向,探料方向总共有三个, j 轴方向, y 轴方向和 x 方向,就确定的是你机器人要往哪个方向去进行探料。 碳料距离就是每次允许的最大碳料距离,比你的那个物体的实际厚度更厚一些 就可以了,就比如说这个产品是厚度是十,那我设个十五,这样就差不多了。就是这个碳调距离,那最大深度就是从当前的第一片 到最后一片的一个绝对距离,就说这碟料有多厚,如果是 z 轴方向的,那量一下它的厚度是多少就可以了,然后把这个距离输进去。 就比如说我这个料他的是三百,然后我每次探料 它是负十五,就是往 z 轴的负方向进行探料,然后最大的深度是 三百毫米。这里有一个顺序设定,顺序的设定的话,他就有两个顺序,就是先把 x 方向的 物体取完,然后再取 y 方向的。反过来就是先讲先把 y 方向的料取完,然后再取 x 方向的。啊,这个是因为我的探疗方向是 j 方向,那就只有 x 跟 y 了,如果你是其他的就有,就是 x、 j, 然后 y、 j 这些方向的设定。 这个起点速度就是指运行到这堆料的时候的起始点,他的速度是多少,我们可以把这个速度尽量射的快一些,然后快探速度 也是一样的。快碳速度是指从运行到这个这堆料的一个起点,他到开始碳料的时候,这一个过程的速度就称之为快碳速度。 还有一个慢探速度就是你开始探料的时候他的一个速度,这个慢探速度的话实际中就不用射的那么快,因为为什么呢?因为我们是通过感应器来感应他到底是不是 吸取到了物体,那么感应器他是要一定的响应时间的,所以这个探料的时候他速度不能过快,但是我从起点到开始探料,这个距离他是可以加快, 所以这里也就是为什么会有一个快碳速度跟一个慢碳速度,那这个台面偏差呢? 这是指的是第一块料跟最后一块料的一个高度差了,如果你是啊这轴方向探料的话,那显然这个就不用设这个台面的一个偏差。 还有一个输出的设定,输出的设定呢就是当我机器人运动到 可以开始探料的距离的时候,就会把这个阀提前打开,就比如是息,这个时候他就可以把息先打开了,然后就开始探料, 那么吸到了就停下来,就我们可以把这个输出给他加进去,假设是 y 二十,好绑定一下,然后勾选探险开罚。这个输入设定的就是我们的检测了, 我们检测到有,那么就这个位置就会停下来绑定一个输入。 这里探拜换堆指的是有两堆料的时候, 当第一堆料取了,当第一堆料他运行到最大的深度的时候,他还是感应器还是无效的,这说明这堆料取完了,他要开始取第二堆, 然后就勾选这个探拜换推,然后这里保存,保存的话就是把这个程序给他保存到一个模块里面,然后点击保存,他这里会 你如果有没有模块的话,他就会强行让你建一个模块,如果是你之前建好了模块,就不用 这里我们直接点确定好,我们会发现他已经给我们建立好了一个模块,然后他的程序是 这样的,就是已经设定好了,不需要你再去进行更改,那这时候我们只需要在主模块里把这个模块调出来就可以了,我们 建立其他的程序, 就比如这个位置是取料的一个准备的点,或者说取料的一个安全点。 好,我们运行完这一步以后就要开始取料了,这时候我们就使用调用模块的功能,好把这个模块调用出来, 然后这时候他就会进入这个模块里面去运行这里面的程序,他如果取掉料了,就会跳出这个模块去执行一个放料。 放料的话我们就把放料的步骤给他加进去, 放料上方这个是放料点, 这是放料完成点, 那这个曲片的一个程序就这样编完了。 我们打开这个模块会发现这里有一些我们以前使用过的指令, 过了这个程序自己去编的话比较复杂,所以我们把它 整合在一起,做了一个专门的曲片工艺来进行,方便操作。那本期关于曲片工艺的介绍就讲到这里。
 13:34查看AI文稿AI文稿
13:34查看AI文稿AI文稿家好,欢迎收看本期视频,今天我们继续讲机器人工艺,今天要讲的工艺是马舵,我们首先切换到停止状态, 选择参数设定,点击产品设定,选择机器人工艺, 工艺类型,选择最后一个码多。选完了之后,我们回到手动界面, 在建立马舵程序之前,我们要首先建立一个工作台坐标,选择工作台标定, 这是他标定的一个页面,之前我们介绍堆叠的时候就已经讲 过了,这个工作台是怎么标的,我们利用三点法,在使用马度的时候,我们那个料盘,我们选择两条边来建立他的 xyj, 其中一个角设定 p 零,另外的两条边上面的边缘的点分别设定 px 跟 py, 要注意他的 x 跟 y 的方向,尽量保持跟机器人的 x 就世界坐标的 x 头跟 y 轴的方向一致,这样就可以保证这一轴不会反过来了。我们按照这个方法设定好了之后,再创建一个名称,选择新建 好,这时候看到编程界面,点击动作菜单,选择堆叠,定义堆叠新建, 选择马舵,进入编辑界面,这是他要求你绑定一个工作台,就选择我们刚刚建好的那个工作台坐标选择绑定。 这里呢,他要新建一个样式,首先要做的是 样式零,这个样式是起到什么作用呢?假设你要堆一个四层的一个舵,他的第一层跟第二层是不一样 样的,就说他的基数层是一种样式,然后偶数层又是另一种样式,那么这时候我们就要新建两个样式,我们看到样式零,这时候要记录的第一个位置是过渡点, 过度点是什么呢?就是我们假设有一条输入带,那边会有箱子过来,然后感应到了之后,输送带就停下来了,这时候我们机器人过去取料, 取完料之后我们要准备过去放对。进行马舵的时候,那运行的第一个点就是过渡点,这个过渡点的位置呢是在马舵区域的上方, 他的位置呢大概是比你最高层的那个位置还要再高那么一些就可以了。就是这个过渡点我们要摄入,摄入的时候他会记录他的一个所有走的姿态, 这 x y 这一次距离就是他单位是毫米,然后 uvw 就是角度了,就计就计算他的一个姿态,这里要注意再进行啊。过渡点之后运行下面的那些点位, 他是只有 xyj 和 w 轴的角度, u 轴和 v 轴的角度是没有的,所以的话你在进行啊位置设置的时候,就不要去动 第四头跟第五头了,就只要动 xyz 还有 w 轴就行了。我们运行到第一个位置好,点击摄入,然后这里就会爬 那个位置的 xyj 跟第六楼的角度给他记录下来,然后点击新建,这里就会出现一个位置,然后如果你四个位置他的角度各不相同,就说每个都是啊,转了九十度, 那么你就继续转动 w 走,然后移动到第二个位置,然后再点摄入新建,那依次类推建好了四个位置,这时候我就要设的本位置是准备点和 离开点了,准备点和离开点怎么理解呢?我们要进行马舵的时候,我们取完了料,首先运用到过度点,过度点,然后再过去马舵,这样是可以的,但是会有一个问题, 我们一般是要直上直下,或者是要斜斜的靠过去,这样子才能保证我们马的箱子啊比较紧密,这时候就要那两个辅助点, 准备点和离开点。我们准备点呢是相对于这个物品的位置偏移多少的距离,我们先运行到过度点,再运行到准备点,然后再运行到他的一个实际位置,这时候我们就要输入他的一个偏移位置了, 假设我想往上偏一百的距离,好,我们先运动到他正上方一百,然后再下去,这样就可以了。那如果你是要 要他的 x 跟 y 也发生偏移的话,那你另外再设这个位置,就根据你现场的实际情况了。 好,我们设定好了之后呢,要点击保存样式他才可以, 那我们现在看到样式一,这是第二个样式,他设定方法也是一样的啊,设定跟刚刚我们的啊这个样式领一样的,先摄入过度点,然后再 在设定他的一个物品的物品的设计位置好,建立了四个之后,再继续设好准备点,离开点,还有他的一个偏移位置。 我们设定好了之后呢,就点击保存,保存之后再关闭, 关闭了这里就有样式编辑了,我们陈述这四层。 好,四层的话,这里我们要设设置的是每一层的高度,这里有一个基友排列,就是说选择他的话,我基数层是样式零,饱数层是样式一, 然后再设置每一层的高度,我们选择样式零,就第一层他高度那就是零了,然后过度点偏移,如果过度点不需要偏移的话,你就零。 嗯,如果是使用了过渡点偏移的话,你输入这个值,他就会相对于原来的过渡点往下啊,多少的距离?就是这个过渡点的偏移功能。那第一层是高度是零,那第二层或假设他高度是一百 啊,我们第三层,我假设他高度是变成相对于第一层呢,是两百,那第三层啊,第四这里是第四层了,他说三百。好,我们设置好了这个高度,每一层的啊,就是这个高度是 相当于是你的箱子高度,设置了这个高度的话,他每一层就会啊持续往上加了。 还有一个激素器的选择,如果你用他的这个自身的激素器的话,也是没有问题的,只不过呢,你运行程序的时候,你切个手动,再切回自动,或者说你断电之后,他就不知道你走的是哪一个位置了,他会从第一个开始记。 那为了避免这种情况呢,我们就加一个计数器了,我们是每层是四个,然后有四层,那四乘十六新建一个计数器, 目标只是十六。好,新建好了以后再回到对联那里, 好,回到这个界面,我们再勾选计时器,再点击保存就可以了。那我们关于对碟的设置就设置完了,这时候我们要使用把这个工艺给他加到程序里面去,选择使用对碟, 选择对叠零号,这里有选择堆舵还是拆座,堆舵呢?就是从底层到最高层,那拆座就是从最高层到最低层了,就根据你的现场实际情况 在推动,然后再选择工艺,这里对叠,选择对叠零运行, 我们首先运动到他的过渡点,然后是准备点, 然后是马舵点,最后才是离开点,到了离开点之后,你也可以再加一步,回到过头点, 拿价钱的更安全一些。在马路结束之后呢,再加一个计数器,加一好,然后再加入其他的一些,比如信号输出啊,还有其他的一些常规路径,就比如 再加入一个取料, 假设这个点是取料的上方, 然后这个是取料点, 然后取完料之后又是回到水疗上方, 完了之后就是开始运行这个马舵程序了,读取这个马舵对这里面的数据,然后再走过渡点,准备点马舵点,再回到过渡点,再加一,完了以后再加一个计算器的判断 好,我们大于等于目标值的时候,就跳转到这个标签里,然后让它自动清空, 如果不满足的时候,他就啊直接往下走,那这样程序就可以循环起来了。但是在实际中码头的时候要注意哪些问题呢? 第一个是他料盘那里最好是加一个感应器,就是我码多过程中,当我感我要进行码舵的话,这个料盘是一定要存在的。如果是料盘啊突然被人拉走了,那我就不能去进行码舵了,这是要做安全检测, 而且我码完了之后,你没有人把这个亮盘拉走之前,是不可以继续进行码多的,这就是一个数量的判断。另外的话, 那边疏通在那里是要加两个对色的,就是说要防止那边箱子 机器人没有过去取箱子的时候,那个箱子一定不能去积累起来, 积累起来的话超过两个,那就要将信用袋停掉啊,这就是常见的一些啊,现场情况啊,关于马多的介绍我们就讲到这里。
 10:07查看AI文稿AI文稿
10:07查看AI文稿AI文稿这一节我们来讲一下功能里面的一个机械差速设定,我们继续进行差速设定,然后机械差速设定实际上跟我们的安全点设定了有一定的 呃相似,但是来讲到机械参数里面限定的东西,呃主要是,呃一些机械长度,呃最大移动位置 和模特下降,这里跟安全点设定里面都差不多,唯独就多了一个接长度,然后这里没卷的距离, 也就是说我们,呃就是我们的一个皮带轮呢,每转一周的一个线线距离啊,线,呃直线长度啊,直线长度 啊,这里实际上没有这么大啊,实际上没有这么大,没有这么大的参数啊,而且只是说,比如说我们正常说一个三十二啊,三十二,每转一周的扬州长度是三十二啊, a 不 m 啊。如果说我们在这里,呃正常情况下这些参数出厂了之后是设定好的,不需要我们做修改,一旦修改了之后,我们横出的实际位置就实际位置和显示位置这里的一个一个显示的下面的一个坐标位置就不一致了 啊,就不一致了,就是实际位置和坐标位置就就不一致。那么歪轴的话也是一样啊,歪折的歪折的也是一样,然后这里吸轴跟安全点设定的差别不大啊差别不大。然后就吸 吸走,这里最大旋转三百六十度啊,三百六十度啊,圆点偏字啊,圆点偏字,就是说我们在调整吸走的时候不垂直,我们可以调到,呃,就是说我们 需要睡觉,不,不是保持垂直状态,我需要保持在六十度这样子啊,需要保持在六十度的时候,那么我们选择六十度,设定为六十度,然后保存就可以了啊, 然后这里是电机每转一圈的度数,而这里我们看到连 x 轴,这里是没卷的距离啊,没卷的距离这里有区别, 然后这里有个结构,结构就是选择我们一个轴定义啊,像我们五轴的话, x 一 x 二, y 一 y 二 z 都是四负轴,都是四负轴,然后我们的 去翻转轴啊,如果说没有四负轴的话,我们选择气动轴,那么 ab 轴没有的话就选择五。如果说我们这里 ab a 轴啊, b 轴 c 轴全部都是师傅轴的话,我们就选择师傅轴啊,选择师傅轴,那么我们保存了之后啊,就是会显示一个师傅轴,保证成功,然后我们看可以看到这里 a 轴角度, b 轴角度,四轴角度啊,如果我们这里反着无 啊,正常没有,这都是选择无啊,这是选择无,这里系统选择气动轴,气动轴保存啊,确定,那么然后这里显示啊,就马上会变化了啊,马上会发生变化, 然后这个预留定义啊,预留定义,这里的话都是一个调味 位置啊,就是说我们在做一个轴的时候,电动调位啊,端到五轴是没有的啊,端到五轴没有的,如果说我们是选择一个三轴的话哈,我们选择一个三轴的,那我们自己走定义啊,走定义,我们三轴, x 一 x 一 y 一 z, 那么我们这个 x 二,我选择气动轴啊, v 二选择气动轴,这个时候我们需要加电动调位啊,那么这里我保存一下,哎,保存了之后,我这里预留,我需要电动调位, 那么调味我们就是选择歪多少多少做做调味调味动作啊,啊, y 幺七到 y 二 y 零二啊, y 零二二, y 零三幺啊,去做前进后退和上前进调味和上下调味,去选择这个调味啊,选择这个调味啊, 然后限位定义,限位定义,如果说我们选择呃一个呃双臂的话,双臂的话,这个时候我们的一个呃,刚才我们说了一个上 x 二 v 二轴是一个气动轴,气动轴,这个时候我们就要选择线位 啊,然后这个腹壁的一个下降线或者是后退线前进线,我们这里也可以去做选择啊,我们需要确认这个手臂是不是下降了啊,有的到下降到位,后退也没到位,前进也没到位啊,然后呃这个圆点设置, 呃原点顺序,使人就是是个使人的顺序,如果说我们有选择的时候,我们去选择这里的就可以了,一般这里出场的时候都是设定好的,不需要我们做修改啊。 然后其他定义的话,呃这个安全门的模式,关门继续啊,关门复归,关门停止,呃关门继续啊, 呃继续确认啊,就是继续确认。就是一如果我们选定这个功能了之后关门,选择这个功能的之后,那么一关上门了之后屏幕会确认啊,有个确认的一个选项出来 啊,要么就是官方富贵。这个是用在什么情况下?就是说我们在机械手在取物的时候有发生警报了,那么我们这个时候打开安全门的这个机械手停止动作,如果说我们是选择关门继续的话,把门一关到机械手过继续完, 完成这一个周期当前周期的动作啊。关门富贵的话就是说我们就是关门,那之后就是他自动, 然后我们打开门的时候再关门的时候它自动会回到原点位待机啊。放弃当前这一个周期,然后关门停止的话,那么它是放弃当前的这个周期,而且停止在当前的一个状态啊,需要我们重新啊。 打自动启动了之后他就会回到两点待机,那么关门继续确认,就是我们关上门了之后啊,会提示有个有个确认是否继续啊?是否继续, 然后这里我们刚才说的一个调味,那么这里我们是是不是使用它都不使用,如果说有调味的话才会使用,没有的话就不使用 啊。运动刚性,这里运动刚性的话就是我们调整呃,凝视远哈,就是说我们的柔性的问题,我们调到越数值越大,就是说停机的时候 啊,呃,就是说动作比较呃呃比较生硬啊,因为我们一般调到的是最低等级啊,最低等级, 然后行外下装安下降安全距离啊。行外下降安全距离这里我们也可以选择这里,选择了之后就是说可以限定一个,我在成调试程序的时候最大限手臂可以下降多下多少是一个安全的一个距离啊。模类侧肢 我的设置就是我们的限制,就是说模类啊,不测资,如果说不限制的话,在模类也可以自己进行翻屏垂直动作啊,如果说模具开幕空间足够大的话,我们可以进行这个操作,如果不是足够大的话,我们一定要限制,防止自己误操作。 呃,是自己在磨砺翻转的时候刮到磨具面啊,刮上磨具啊,然后这一个是画这一个的时候,这个绝对是师傅, 呃,是这样子的,就是说我们这个,呃呃,所有的去呃核对原点,核对原点位,就是说我们把所有轴的 位置师傅走的动作啊,调试到原点位了以后开始原点,然后我们打勾,然后开始原点啊,基督原点,这个时候就是记录原点的时候,好吧,如果说不是绝对是师傅的话,你不需要选这个选项 啊,最后一个我们设定完了之后要选择保存啊,保存啊,选择一个提示,一个保存成功就 ok 了。然后最后一个是时间,时间 这里是一个垂直水平,垂直一,垂直二,这是相当于为什么有个垂直一垂直二,有的时候有的时候是双阻力,就主负力都是带车子组的啊,有的垂直垂直一垂直二。那么这个时间是起到什么样的作用?包括这里的时间都是起到一个什么样的作用啊? 都是我们限定这个当前动作的一个限定时间,因因为有些时候机械发生故障,超过这个时间了之后他会爆这个警报,动作超时啊,动作超时之类的警报,我们可以在这里限定, 好吧,然后这里,呃,这就是我们一个系统设定的一些内容啊,我们就先介绍到这里,好吧。
 08:40查看AI文稿AI文稿
08:40查看AI文稿AI文稿大家好,欢迎收看本期视频,在上一期的视频当中,我们介绍了信号检测和条件跳转两个功能,今天我们要介绍的是计数器和计时器, 是对上期的条件跳转的一个延伸和补充。那我们看到编程界面中文菜单,找到上期的条件跳转这里的话,他有两个东西是没有出来的,就是对 计时跟计数的一个判断,那为什么这里没有呢?是因为我们没有创建,那看到计数器这里新建啊,新建的名字我假设就是零,他就创建了一个名字叫零的技术,技术器 能看到这里计时器也是一样的好,建立了之后回到脚尖跳转这里,他就有这个选项了,这就是啊,脚尖跳转回到这个计时器的 界面记录器这里的话,他有两个种类,一种是啊,有目标词的技术器,一种就是纯技术。 那什么叫有目标值的计数器呢?我们假设这个目标值射程五,把它加进去到了这里之后呢,这个值就会一直加,他每次到这里他都会加,一,加到五之后他就不动了,就是说这个计数器 他最多只能加到五啊,这种技术系的话,我们就可以对他进行一个判断了,像我们的堆叠码头啊,都是用这种累加技术器的。另一种是 纯计数器,就是没有目标值的他,他的唯一的作用就只是计数啊,就这个数据到了这里,这程序运行了多少次?你把一个累计数器加进去之后,你看那个值就知道了,这个程序一天啊运行了多少,就是这里会有只出现这种就是单纯的计数器,那这里就是 哎,加的计数器下面有一个计数器减一就是递减的了,这是里部标尺当前值,你要设一个当前值加进去, 拿到了这里运行到那一行的话,他就会往下递减,一直减到零,这种就是递减的减速器。那个计计数器下面的话,有一个计数器清零的功能,满足的这个条件呢,你要让他重新计数,那你就要选择计数器清零了,把它加进去之后呢?到了这一行,他就会当天时就会变成零 啊,他就重新开始循环了。下面有一个设定,当前值就是运行到这一行之后,你想要把这个当前值给他变成多少 啊?不就是不管他之前多少次,就是强行把他设定成某一个字啊。如果你设成了零的话,那就跟之前的这个清空计数器的功能是一样的了。那这个 使用地址的话,这个地址我们放到后期讲数据指令的时候,再来说明这个地址到底是有什么用的。那现在我们编一个程序, 假设我要一个程序循环五次了,再跳到其他程序,那我编辑三个自由路径, 好,这三个自由路径再编一个直线加进去,再使用跳转,这里加一个标签,这里再加一个标签,然后把输气给他加进去, 到了这里之后,运行完了这三行就作为这道程序循环了一次加一。好,我们把它移下去, 那现在就要用跳转了,进行一个数量判断,如果我这个这个词大于等于五,我就清空这个技术器,然后跳到标线一去执行下面那个姿势直线,如果没有我就跳回去。 好,那么这个程序他只有上面这三条自由路径循环五次了之后,他才会执行这个直线,自行 到了五次之后,执行这个姿势直线,然后又是清零,又是重新开始循环,就是进行这个往复的一个运动,就是这个计时器,那这里呢,还有一个计时器的功能,刚我们建好了一个假设,我们也是 设定目标五,然后我们选择类型启动功能,选择这个 l 版输出,假设就是 y 二十四这功能,把它勾选加进去之后,那么我如果选择这个启动的话,那保持动第一模,到了该行的时候就开始计时, 计时器到达目标时以后啊,不再计时也不清零,就是说到这个计时器运行到了这里,他这个五就一直有了,但是他这时间就下次来了,他也不会清零,就这个启动计时器,你必须要后面加一个啊清零才可以。 那如果是选择这个复位启动器,他有一个选项复位启动,那到了这里之后,他加到五, 他不会再计时,那下次再循环的时候,他就会啊清零,并重新开始计时,因为我们一直选的都是这个自动复位否,如果你选择了四的话,那他每次到了五,他就会 自动清零了,就是这个啊计时器这个功能。这个计时器呢,其实跟我们之前的有两个功能比较像,一个是我们输出 歪十五延迟五秒,那到了这里的话,跟计时器呢有点不同的,就是输出歪十五通延时五秒,他会在这里停下来,五秒钟啊,才会输出,这程序会在这里停下来,但是如果你用计时器的话,他等于在后台在这里计时, 过了五秒钟他就自己会输出了,然后输出他是一时通,然后这个时间输出啊,时间输出呢, 就是他他会马上输出,但是过了五秒钟以后他自己会断开,就根据你自己的选择了,看一下你是要选择哪种功能, 就选择对应的一个啊啊,选择到底是用这个计时器呢,还是用这个时间输出啊,还是用这个啊?输出歪十五痛这三个功能。 一般来说的话,你都是选择这个自动复位会比较好,因为他啊自动到了这个五秒钟,他就会重新开始计时,就把它清零了,他下次过来的时候,他就直接从零开始计时,这样就用起来比较方便。 像这里下面的这功能,这里单点输出、整版输出、 eu 输出、 m 点输出,就针对你的啊,要选择是哪几种呢? 你要选择一个点,那就是单点输出了,你整版输出的话就选择很多个点,那这个 eo 输出是针对于那种住宿 io 扩充版,就跟我们啊,这种扩充版的话,跟我们的机器人这里进行连接了之后啊,你接住机上面的信号,就跟接机手那些信号是一样的呢,就这个 eu 输出 还有个按摩点输出,按摩点输出就你控制那个按摩点了,下面还有一个 啊,检测输入,检测输入这个功能呢,就是计时器中计时时间到达了你设定的值,比如这个五秒之后就开始 检测,那你五秒钟都没有检测到那个时,他就会触发报警了,这就是啊另外一种检测方法,这还有一个啊,复位计时器,这 复位计时器的话,运行到这一行之后就开始复位,那就是针对于上面这个啊,如果你没有,没有这个啊,自动复位,那你就手动复位的话,就加一个复位计时器进去,那么程序到了这里就跟我们那个啊计时器清零这功能是 一样的。那这个下面这个暂停计时器呢,就是运行到这一行之后呢,再就是计时会暂停,只有继续,你在前面再加一个启动,那就会接着你把刚刚暂停的那个时间去 开始计时了,这就是计时器里面的一个功能,那这个计时器呢,他同样可以条件判断,就是你开始计时了,那这里进行一个条件判断,就是当你这个计时器条件满足啊,你就跳出去,如果在那个时间内他没有满足的话,没有收到那个信号, 你又跳上去又重新让他开始计时,这样的话就可以啊,在一段时间内去监控那个信号了,那么这也是一种啊监控的一个方法。那今天关于计数器跟计时器的内容就讲到这里,那如果对我们的这个使用功能。



