台达as228t编程计数器教程

粉丝725获赞1314
相关视频
 04:1039台达一级代理商
04:1039台达一级代理商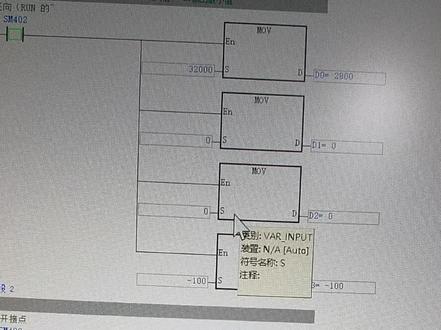 00:52查看AI文稿AI文稿
00:52查看AI文稿AI文稿台达新款 as 二八 tplc 这个模拟量的计算非常简单,不用像以前去 搞这个很多的运算公式,包括他的协律计算什么的,直接有一个指令就是 sclp, 然后是通过把他的这个满量成和最低量成这些数值输入到相应的计算器,然后是直接带入所有的数据全都一下出来了。 然后是可以在帮助里面看一下这个 fclp 的文件, 你看他有目的地装置来源啊,这些东西里面结实很详细,一般的看一遍就能完全胜任处理这个工作。
105youdian_auto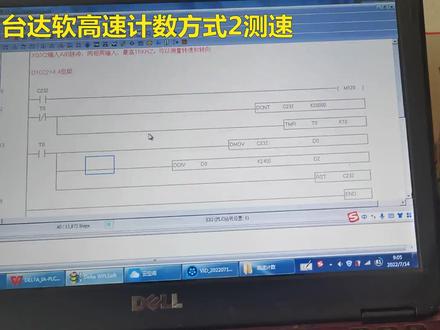 04:52查看AI文稿AI文稿
04:52查看AI文稿AI文稿大家好,我是地老师啊,这一次我们使用两项两输入 啊,高速技术器啊,软件技术器啊, c 二三二,对于面脉冲变码器输出的 ab 脉冲啊进行技术,这两路脉冲呢,还是从 ax 零和 x 二啊,断子输入的 啊,我们的硬件接线都没有改变啊,我们的这个打开的这个程序啊,已经下载了,这个程序跟我们上一次使用啊,一项一输入,软件高速计数器四一二三五进行技术啊,那个程序基本上是一样的 啊,基本上是一样的,关键在于两点,一个是一个一秒脉冲啊,再一个是转速计算一秒脉冲呢,我再重复一下啊,在提铃这个长臂啊,在一秒时间里 他是接通的,保证了 c 二十二对于俩 ab 脉冲啊进行技术啊,技术一秒时间到了的话呢,那么我们这个七零常开出点闭合 啊,是我们对二十二的技术时啊,传送到第零第一啊,三十二位数据,然后呢出于两千四,因为我们两项两输入 c 二十二啊,他是四倍频技术,也就是一个脉冲加四,所以说呢, 我们上一次这个一项一输入 c 二三五啊,这个这里对应的这个数是六百,我们这里就要变成两千四就成四了啊,才能正确计算出来 啊,这个卖房编码器转轴的转数啊,因为,呃,一个一个一个一一一转一圈啊,就编编码器转一圈啊, 一项一输入是记六百个脉冲,那么四倍频的情况下,嗯,每一个脉冲呢,是加四或减四,因此呢啊,一转计数时应该就是两千四了啊,是这么个道理,当然我们也是 啊,这个一秒之后的这个都有一个对二十二的这个复位啊,保证这个呃,下一秒进行记录值,记录值是从零开始的啊,记录值从零开始 啊, c 二十二这个常开出点的动作啊,我们是根据这个设定值两万来进行的, 由于二十二到达设定值啊,动作也不是我们的主要目标,所以说这个设定值可以随便设定啊,我们就不管他了啊,不管他了啊,接下来呢,我们啊这个这个 成语,因为已经下载完毕了,我们只要进入线上模式就可以了啊,进入线上模式,进入线上模式呢,就是 wplgoss 的这个软件啊,就和 plc 进行 联机通讯了啊,我们也可以看一下这个 plc 啊,上面这个靠木一这个指示灯啊,黄色灯啊,已经开始闪烁,表明 plc 和软件已经连接成功了 啊,这块呢,我们也写了一个啊,这个曲断注释,因为,哎,第幺零二二啊,他默认知等于四,我们这个成语里面也没有对第幺零二二进行操作,所以说就是采用默认知四倍频啊,因此才有这个 对于每秒记录值啊,除以两千四这么一个操作,而不是出六百啊,我们操作就比较简单了,我们就 就是把这个脉冲变马器,我们顺时针旋转,我们看一下这个第二的数值,因为第二装的还是那个瞄准数,我们可以把画面放大一点啊, 放大一点啊,我们看这个第二的数值,这是正转啊,一方面呢是我们这个看到这个数字啊,在十左右啊,影研还在是每秒十转, 另外你们发现啊,正转的时候,这个这个第二的数值啊,是大于是正数,因此通过这个就可以识别识别转向。反过来呢,就是我们 反时针旋转啊,反时针旋转的时候,你再看看第二这个数值,他是一个负数,大约也是在十左右啊,因为用手转动这个转轴啊,速度都差不多,所以说根据这个 第二的数值的正负啊,可以轻轻松的就识别转向了,我们这个目的也就达到了,一方面是进行了测速啊,速度能测出来,再一个转向也识别了,这也是 两项两输入啊,高速技术器啊,软件高速技术器啊,使用 ab 脉冲啊,根据 ab 脉冲的这个特点啊,就是 ab 脉冲的这个向位差九十度啊,正转和反转来说啊,一个是 a 超前,一个是 b 超前,可以轻松的识别转向。 关于两项两输入,高速计数器十一二十二啊,进行测速和测方向啊和,或者说叫方向识别,就到这里,谢谢大家。
38电气D老师 03:53查看AI文稿AI文稿
03:53查看AI文稿AI文稿笨鸟先飞和陈老师学功控啊,上个视频我们讲了这一个四伏的一个光亮亮笔的一个调节,但是有些时候我们调了光亮笔之后,你看到他可能还会在抖, 他其实影响这个四伏抖动的他不单只是一个光亮笔的一个参数啊,可能我们这个四伏的一个速度还的一个增益啊,速度还增益的一个积分,他也会影响这个四伏的抖动。 那我们接下来来实际操作一下,看一下这个速度环的一些参数对这个是否抖动的一个影响。好,大家可以看到它抖动啊,那么我们接下来来看一下这个速度环的一个参数啊,比如说这个 p 二杠四就是速度环的一个争议, 那我们把把这个参数调一下,目前是八百,那我们把它调高,调到,比如说调到一千六,他调到一千六啊,看一下, 哎,你发现哎,他是稳了很多了,相比刚刚其实我们速度还的真真意的这一个参数也能够让他稳,那我们继续再调啊,一千六啊,我们再把调两千六看一下, 调了很大的时候,你会发现他嗯在那捏的很紧啊,他就他其实就是对速度的这个要求很高,他觉得他不在当前位置,然后来回的抖抖抖啊,那其实这个时候我们要把他的这个啊,不要调那么大啊,这个参数不要调那么大, 现在报警了。好,我们把这参数调回来,大概调到一千多啊,或者我们调到六百再来看一下啊,我们现在调到六百,好 好重启一下。好,再看看,现现在是稍微有点晃啊,那我们把这个速度环的争议给调大,他也能够去优化这样的一些抖动,还有一个参数叫速度环的一个 积分补偿。我们只如果你学了 pid 应该就知道啊,这个积分他是为了消除这个稳态的一些误差啊,这样的一些误差, 交出一些这样的漏洞,这样的这个有很明显的效果。那么这一个 p 二杠六这个参数,我们可以尝试一下把它调大,看它是否会啊,优化到这样的一个效控制好,我们把 p 二 杠六, p 二杠六 设置现在是一百 啊,我们把它设置到七百,你看一下啊,好,是确定很明显的,是不是效果其实很很显著,对不对 啊?这个这个速度积分补偿啊,他也能够纠正他的这个这个偏差啊。 所以我们其实现场遇到一些抖动情况下,我们主要是一个,是啊,如果是力,这个惯量不足,力力量不够,那我们其实要先把这个惯量比给调大 啊,那也不能说一味调惯量比啊,那有些时候我们还要再去调一调这一个速度还的一个增益,以及速度还的一个积分补偿这样的一些操作呢,我们需要在实际的 现场控制中啊,去调节啊,并不是说他绝对就调这参数啊,这是我们给出的一个方法。
56工控笨鸟 03:49查看AI文稿AI文稿
03:49查看AI文稿AI文稿好,笨鸟先飞和陈老师学功控啊,今天我们来玩一玩这个四伏的参数调试啊,大家可以看到这边我拿了一台这个四伏电机啊,四伏电机上面我带了一个一个小副载啊, 那我们今天来调一调它的一个其中一个参数啊,叫电机的一个惯量比啊。好,大家现在可以可以看到这个这个负荷,这电机是不是一直在这左右的稍微有点晃动,对不对? 其实这个这种晃动情况,我们调这个电机的一个惯量比,或者说调这个射入环的一个增益,其实也能够去优化啊, 那我们来看这个面积的光量比,它的参数,现在是一个 p 一 杠三七。好,那我们只能是上了啊,那我就调这个 p 一 杠三七,来看看它的一个影响,那比如说我,我们现在是一个十一,是吧?好,那我把这个光量比,我把它调到 调成一嘛,调成一吧,我们变小,你看一下啊,看它的动作情况,确定 你,你会发现它是不是比刚晃晃动的越厉害了?其实罐量比这个参数呢,就是电机的这个罐量比上负荷的一个罐量, 就是你调太小了,那电机的罐量就就小了,是吧?小了它,它受这么大的一个负荷,那它就会晃,那我们调大看一下它又会有什么影响啊?这样这个参数是可以调的,那我们是不是一直调大就可以? 那肯定显然也是,不是说一直调大啊,就就可以啊,我们把,比如说我把它调到这个十一啊,调到十一,我们再来看一下啊, 我们一开始其实调的就是这个十一,你看他现在晃动就很小,对不对啊?很小,那我们再来再来调一下,再把这个冠量笔再调一调, 我在调档啊,哎,我,我调到二十吧,调到二十来看一下, 这这二十你可以发,嗯,他他,他现在使劲捏在那里啊,啊,使使劲, 基本上不会,怎么怎么有,他晃动会会会更小啊,晃动会更小,但是你,你可以明显,你摸到电机上的时候,你可以感觉到他明显的明显的这个有点发质啊,所以说说明我们这灌量比其实不能调那么大啊,不能调到这么大 哎, 哦,我们调到大概是十四吧,看一下 啊,现在是十四,哎,你们看一下现在这个情况是不是很很稳定啊?很稳定啊,那这这个就是我们一个这一个电机的一个惯量比的一个调节。 那其实他现场的四部抖动啊,他不只是说像这种啊,来回晃,还有可能有另外一种啊,另外一种,那我们可能就要调那个这个速度环的一些这个参数了。 好,那我们今天这节课就主要是讲这个观量比这个参数啊,就到这里结束啊,如果大家有什么其他想了解的可以在评论区进行留言。
55工控笨鸟 02:43查看AI文稿AI文稿
02:43查看AI文稿AI文稿好,咱们上课了,这就来讲一下台达四负驱动器的这个面板啊,从正面看到的这些东西,如何去理解它啊? 最上面这个五位数码管是它的状态指示以及它的异常故障代码显示出,比如说他在报警的时候,我们首先看这里在报什么代码,然后在说明书里面去查报这个代码是什么意思 啊?根据这个固故障代码去维修啊。那这个左上角这里有个指示灯, 这个电源指示灯,若指示灯亮,就表示它内部有高压,我们不能随便去摸到里面的电路板上去,这个灯亮的时候,那直到这个灯不亮了,就表示内部的电压就很低了啊。 然后再看这里控制回路, l e c l 二 c l e c l 二 c 是 给它内部的负电源供电的啊?供多少伏呢? 它可以供给一百到二百三十伏 a c, 也就是说一百一十伏也可以,二百二十伏也可以,按照这个说明是吧? 然后这个 r s t。 是 它的主回路供电啊,在没有确定它是好还是坏的情况下,我们首先可以只给副电源供电, 也就是说可以只给 l e c l c 供一个单向二百二十伏的电,看它显示。呃,什么样的故障,它能不能亮,能不能显示, 如果都不能显示,那表示它内部的开关电源坏了啊, 能显示它就会显示是正常还是显示故障代码。 r s t 是 给它内部的主回路供电的啊,这是它的动力,动力线主要是整流滤波之后通过逆变再输出给电机供电的,这个主回路 r s t 是 吧? 再看 u v w 是 接是否电机输出的与电机电源接头的 u v w 连接, 不可以与主回路电源连接,不要去接到 r s t 了啊,不要接错了,连接错误时易造成驱动器损坏,不要接错了地方。
 01:29查看AI文稿AI文稿
01:29查看AI文稿AI文稿台达 plc 输出点故障导致液压系统异常断电重启,怎么解决?今天过来看看这个案例。设备情况,内轮洗床采用台达 plc 控制液压泵,由 plc 输出点外十三控制, 经中间集电器接触器驱动油泵电机。故障现象,设备运行中液压系统自动断电,约一分钟内有自动恢复上电。 客户已更换过中间继电器和接触器,故障未解决。排查思路,一、确认外围硬件继电器、接触器已更换,排除触点粘连或线圈老化问题。二、初步判断故障点可能在 plc 输出点外十三, 该点可能存在内部触点接触不良或输出不稳定,导致控制信号短暂中断。解决方案,一、连接 plc 通讯线,进入编程软件,查看程序,确认 y 二十维未使用的备用输出点。 二、在程序中使用全部替换功能,将输出点 y 十三统一更换为 y 二十,确保程序逻辑完整无遗漏。三、修改硬件接线,将原接在 y 十三端子上的控制线移至 y 二十对应输出端子。四、完成修改后,上电测试, 液压系统启停恢复正常。故障消除。处理结果,更换 plc 输出点后,液压系统运行稳定,未在出现自动断电,有重启的现象。
 05:55查看AI文稿AI文稿
05:55查看AI文稿AI文稿今天给大家讲一下这个计数器的用法, 我们现在我现在已经把这个计数器已经写成这段程序,已经写好了,就是这样子的,现在已经把它写到一个, 已经写到 ps 里面去了,就是这里面,这里面程序已经写好,也已经在运行了。 我们先来看一下这个程序,这个是起始点,是 m 八零零零是一个运行的监视的常快触点,只要 ps 一运行这个点就会接通,然后过来我们就弄用一个辅助继电器, m 七零八,这个是随便写,随便可以写,然后这一个一毫秒的通断的计时器,通断的一个触点就是他的一毫秒啊,一秒钟,一秒钟,就是 半秒,半秒开,半秒关,半秒开半秒关的这样子,用它来实现一个计数功能,这个就是一个计数器的一个指令, 这个指令的这里的这里的 c c 二就是呃技术器的一个编号,我现在用的是 c c 二,你可以用 c c 三, c c 四都可以,还有有有技技术 七的编号,然后这一个是,嗯,你你需要计数的输入值,比如我要计入,我要计时两百个数数量,我们这里这里用的是一个局部一个变量, 你也在这里可以写,可以选择第十,第十一、第十二啊,数据计算器也可以在在这里,我现在这里数弄了一个变量,在这里是一样的,我们现在这里是二十,设定两百, 然后这一个 s c c s, 这一个就是就是这个 c c 二,这个 计数器线圈的一个触点,敞开触点,然后 c n 二 是他的一个当前的一个技术值的监测。我们现在来说一下,说一下他的整个过程。 当我 ps 一启动的时候,这里会闭合,这个蓝色的就是已经闭合了,然后 m 七零八是没有闭合的,没有闭合他这就算是他在这里有信号输入, 但是他这里还是还是不会结束。 那我们必须得把它闭合之后,我们看一下七七零八,把它闭合一次, 在这里 m 七零八,我们把它接通看一下,看一下是什么现象 啊?我们现在啊这个数字已经 egs 已经完成了,我们要要把它复位,这里有个复位 啊,这里我这里是设置了两个,我们也把它复位一下,然后这样子啊,他又是成零,然后我们再把它关掉, 关掉之后我们来在在这里把它启动一次,看一下看到 没有?一启动他这里开始计时,半秒钟一次,半秒钟一次,半秒钟一次啊,他这里十十一、十二、十三、十四、十五,他一直到两百的时候, 当他计数值到两百的时候,这个 c s 二就会接通,这个一接通就会把 m 七零九接通,就会带动一个电机运行, 然后同时这里有一个复位,这是个复位指令,他有复位七零八,又可以把这个七零八把它复位掉,然后断掉,然后这里也断掉,他就不让,他现在就是不让他接触 这边这个七幺零就是一个复位的,复位的,他复位有这个线圈,现在已经已经, 嗯计数到八十六、八十七、八十八,那我现在不想让他,不想让他继续走了,我在这里就可以把这一个启动,他又,他又变回零关掉, 他又开始计数,看没有?当他到了,到了,到了的时候他这里就会断断开,断开了之后这里就不会,这里就不会再计数了。
 02:55查看AI文稿AI文稿
02:55查看AI文稿AI文稿追踪,看它到哪里去了?我们看一下这个 l 二,它通过这个铜箔往这边走了,是不是 l 一 在这里?这一面我们没有看到有铜箔,反面有没有呢?反面 l 一 这里有个铜箔,看到了整条桥里面去了,有没有看到这个铜箔?是不是到整条桥了? 那么也就是 l 一 与 l 二就直接到了整流桥的交流输入,是不是那哪个是正,哪个是负呢?看他有没有标一半有个缺角的,这里是正啊,对面就是负,我们来看一下。 好,那哪个有缺角呢?这个是有缺角的,那那个是正, 这是负。哎,他三向整流桥,那负电源应该是不是到这个整流桥,到另外一个整流桥,是不是这里还有一个整流桥?看到没有? 那你负电源是这个整流桥,你的五个角呢?是主电源的整流桥,负电源到这里,这个整流桥看到没有?这是不是写的正和负? 这个有缺角呢?就是整流桥的正,这里另外一边就是负,中间就是交流输入,我们从 l 一 l 二来看一下,你看这里这个不是整流桥的四个角吗?你看这是不是有两个铜箔?这个铜箔来自哪里? 你看看这个铜箔走到了这一个点,是不是 然后另外一个同胞呢?走走走,哎,走到了这里,这两个之间,也就是说两个交流电,交流电之间接了一个什么东西?这两个角是什么东西?看一下,翻过来看一下,是不是一个雅明?还是安危? 看一下啊?这里从这里到这里一个安规,从这里到这里有一个安规啊,然后这里他有一个东西没装,没有装好, 这里到地之间有一个压闵,这里到地之间有个压闵压闵列表,也就是说 相当于是你 l 一 接一个这个安国地龙, l 二接个安国地龙,你看是不是写的 c c 就是 安贵吗? d c 五零九一半这种一半是 y 安贵,这个是安国地龙还是也是安国地龙? d c 五零九不是雅米安贵,看到没有?也是安贵,那么这个呃 l 一。
 06:41查看AI文稿AI文稿
06:41查看AI文稿AI文稿经常有我们的台达用户朋友问我们台达作为厂商能不能给我们提供一个最佳的产品组合呢?特别是在设备应用上,产线上的运动控制。巧了,今天是二零二零年新品发布,我们特别提出了一个甄选四件套给到大家。 今天为大家带来的第一件套是我手上的这款台达新一代的储物屏,首先来讲我手上拿的是一个七寸的屏, 提供幺零二四乘六百的分辨率,第二规格它的颜色是二十四比特,所以整个的显示效果会更加的层次感非常的丰富。那第三个呢?在这款入门级的触摸屏上, 我们提供了一百二十八兆的内存,并且提供了双核一点二 g 的 cpu, 可以 保证程序运行的更加流畅。我们看一看这个触摸屏的背后的接口,大家可以来看我们整个的设计啊, 整个的接线都是向下,为什么会是这样子的?因为经常有用户朋友,他的整个的控制箱的箱体重身非常的窄,所以呢背后垂直出现, 更加有利于节约整个的空间。整个的触摸屏设计我们是全部的是全贴合设计,也就是说在整个的前面的保护层和后面液晶之间是没有这种空隙感的,所以整个的手感更加的流畅,触控更加的精准。那我们注意到我们这款液晶它采用的是一个 ips 液晶, 那他的视角呢?可以达到一百七十八度。我们这边有一款上电的十点一寸的触摸屏,可以看到,目前从这款触摸屏和我们摄像机位的夹角差不多,几乎已经水平了,基本就是一百七十八度左右,所以可以看到我们的整个显示画面还是非常的清晰。 好了再看这款冲屏的背面,我们是整个在机智款全部集成了我们的移开网,更方便大家做整个的数据的交换和跟上位机的一个互联。下面出场呢是我们甄选四代到的第二件产品,也就是我们的运动控制器 a 叉三 c。 我 们先来看一下哈,外观设计非常的小巧, 我拿一个名片给大家来比较一下,大家有一个直观的感觉,可以看到啊,非常的小小,特别适合对尺寸有要求的三 c 电子啊,半导体啊, 呃,各种的一个产业。里边,在整个的正面面板上,我们提供了一个 sd 的 插槽,我们可以做一些的参数更新程序的上下载。同国时也提供了一个 type c 的 usb 接口。下面呢是两个标准的网口,一个是标准的 ethernet, 另外一个就是 ethernet。 我们再来看整个我们的控制器的背面,背面的整个像导轨的卡锁付设计使用,是一个抬达专利,可以看到它阻尼性非常的好,那这样 一掐,那整个就锁伏到我们便面上来讲,那从整个的 a 叉三 c 给大家的功能上,它是一个标准的运动控制器嘛,那所以它可以做到十六周一个毫秒的同步周期,并且各种对运动控制有高速高性能场 合都比较适合它应用,我们提供了飞剪、追剪、电子突轮等通用的场景应用, 对这款运动控制器非常适合,比如说像三 c 电子啊,包装产业啊,电光软相机这些对速度、精度有要求的常遇,我们甄选四件套给大家带来的第三款产品是我们新一代的远程 i o 刀片型的 i o, 可以看到哈真的非常的轻薄,那整个的它宽度只有十二个毫米,那在整个的 i o 设计上,我们采用的是一个可脱落式的端子,并且它采用的是无所负的一个设计,可方便的可以做接线, 那这里边是一整套的组合给大家来感受一下。从整个外观的设计上来讲,我们其实对整个 i o 装在电控柜里的时候呢, 由于电控柜的纵深和光线的原因,我们工人做替换呢,或者做安装的时候啊,可以方便的从颜色上就可以知道每个 i o 的 一个功能,每一片是装在什么样的位置。 从整个设计上来讲,我我们跟我们前面讲到的 a 叉三 c 做一些匹配,可以看到我们很方便的就组合在一起,我们为了安装的稳定性,可以看到我们向下推的时候到这个位置,我们这里边有个阶梯, 那所以呢我们还要再用力一点把它推进来,这样的话整个的摩擦力非常的好,那有别于我们市面上一般的产品安装会出现一个不稳定性, 整个从我们盗变型 i o 提供的一些特性来讲,我们提供了一百兆的通讯速度,并且整个我们加强了它的抗干扰性,同时在整个的使用场合里边,它可以达到满载的额定电流,要知道随着温度的升高,我们很多的 市面 i o 实际上要降规格,不能达到满载使用,那这款我们的 r 三 c 的 i o 是 可以在满载使用的,我们甄选四件套出场的最后一个重量级的选手就是我们今天给大家带来的我们新一代的四伏产品 e 三 s, 这款四伏我们提供了二点五 k 的 一个平宽,最高转速呢可以达到六千转二十二比特的编码器 精度是非常的高,所以使用场景的也更更加的宽泛,那这款伺服我们来看一下它的外观哈,那这边呢是我们有一些方便的一些按键可以调制参数用,这边同样提供了一个 type c 的 一个 usb 的 接口,方便更新固件和上下载参数, 那这里边也是一个不用锁付的非常方便接线的一个钻子,在它的上方我们提供了 ezcat 的 一个接口,所以整个的四伏的设计也是非常的轻薄,可以看到它的宽度我们只有 四个厘米这样宽,所以在对空间要求的场合里边,这款四伏在多四伏安装的时候,可以大大的节省现场安装空间。 这款四伏适合非常多的应用场景,比如说我们锂电、光伏,半导体,传统的包装,食品、制药等等,几乎是一个全能型的选手,从人际界的 到 p l c 的 控制到四伏产品,是我们为大家今天带来的甄选四件套,如果大家对我们今天的产品感兴趣的话,请随时和我们联系,谢谢。
17台达-中达电通 03:55查看AI文稿AI文稿
03:55查看AI文稿AI文稿大家好,我们将向大家介绍 dvpplc 编程技巧大全。本视频我们介绍的是三个计数器构成的二十四小时时钟应用范例。本视频主要分为四大部分,范例描述,产品清单、硬件接线及软件配置。 首先我们先了解一下此范例的控制要求,利用三个计数器配合一秒时钟外充标志 m 一零一三,构成一个标准的二十四小时时钟。 下面看一下本视频中使用的产品清单, dvp ps 零二电源一个, dvp 二八 svplc 一个, dvp 零八 st 模组一个, rs 二三二下载线一根。第三部分,看一下具体的硬件接线, plc 端称 二 s 二三二下载线,另一端接入电脑,最后插上 plc 电源线,接线完成后给设备通电。 第四部分,软件配置主要有以下四个方面介绍,一、指令介绍二、通讯配置三、程序编写及下载四、程序监视及说明 指令介绍,当 cnt 指令由 ouf 到 on 执行,表示所指定的技术器线圈由失电到受电,则该技术器技术值加一。 当技术到达所指定的定数值,其接点动作。当技术到达之后,若再有技术卖报输入,其接点及技术值均保持不变。若要重新技术或做清除的动作, 请利用 r s t 指令。通讯配置本视频需要使用两个软件, ispie soft 编程软件和 command 者通讯配置软件。首先打开 command 者软件,进行电脑与 p l c 之间的通讯设置, 设置完成,打开 sp soft 软件,进入 sp soft 的具体的操作界面,选择刚刚建立的电脑与 plc 的通讯通道。本范例中已事先将程序编辑完成,此处对 plc 的软元键进一步说明, c 零为秒技术, c 一为分技术, c 二为十技术 m 一零一三是一秒时钟脉冲标志 进行程序下载,点击编辑并下载 程序,下载完成,点击连接模式按钮,在线监控程序,程序开始执行 程序监视及说明。实现二十四小时时钟的关键在于一秒钟时钟脉冲 m 一零一三的利用。 当程序开始执行每秒钟西零技术一次,当技术到六十次及一分钟后,西零为二,西一技术一次同时复位。西零同理,当 c 一技术 数到六十次及一小时, c 一为奥, c 二技术一次同时复位 c 一,当完成二十四次技术 复位, c 二又开始新的二十四小时的技术过程。通过用 c 零来记免, c 一来记分, c 二来记时,可以组成一个二十四小时的时钟。 以上为三个计数器构成的二十四小时时钟返利。感谢您的聆听!
13蘇長春







