fanuc参数6058设置
今天有点忙,所以没有更新创作,放一个 fann 参考点建立的视频,大家学习一下吧。视频有点长,但是可以学到很多东西, 大家好 好,欢迎学习参考点建立与调整课程,本课程将为大家讲解参考点的建立,三种参考点回零的方式、参考点调整的相关内容。 今天小柯约了我,让我给他讲讲这方面的内容,正好他应该快到了,老师我来了,今天约您是有问题想请教您,你说老师我在使用机床时,参考 点总是建立不好,而且调整参考点的方式可能也有问题,您教教我吧。好,我现在正好有点时间,我们去车间吧,我教教你。首先 我们来学习参考点的建立,我们知道建立参考点就是为了确立机床原点,从而建立机床的加工基准。参考点建立首先要建立一个概念,就是山格。参考点的建立有两种,一种是任意位置建立,一种是以山格为基准建立。 老师,我想问问什么是三格信号?四伏电机旋转一圈,其后端的编码器会发出一个最像信号,即建立一个三格信号。老师,那您再说说返回参考点的方法都有哪 哪些?他们都有什么区别?好的参考点回零的方法主要有三种,有档快式、标记点式、无档快式。 其中有档快式必须有减速档快使用增量式和绝对式编码器都可以。标记点式必须使用绝对式编码器。五档块式通常也是使用绝对位置编码器。增量也可以用 五档快式以及有档快式都是以山格为基准建立参考点的,这就是返回参考点的方法和区别。 哦,我明白了,下面我给你详细介绍一下这三种参考点回零的方式,并且给你讲讲参考点怎么调。 先来给你讲一下档快式回零的过程。好的,使用减速档快回参考点使用 cnc 内部设计的山格进行停止,也称山格方式。首先把参数幺零零五第一位设为零,有档快式 一零零五参数第一位 dlz, 这个参数代表现在是有档块还是无档块,如果为零,则为有档块,唯一是无档块或标记点式 幺八幺五第五位设为零编码器的方式是增量式一八一五参数第五位 apc, 设置为零,则代表编码器的方式是增量式回零方式为有档快回零,如果 为一,则是绝对是是五。档块回零或标记点式参数一四二四,设为五千 一四二四参数是指有档快方式下碰压减速开关前的返回参考点速度按照参考点方向的反方向移动离开参考点,再选择 r、 e、 f 回零方式, 选择返回参考点的轴,按参数设定回零方向,轴以快速进给的速度移动,当接触到档块后,档块动作为参考点,减速信号变为零,轴,开始以参数一四二五的 fl 速度减速移动。 一四二五参数是指由档块方式下碰压减速开关减速开关弹起后减速的速度, 最后返回参考点,减速信号变为一后 x 九信号,这个信号是由档快回零方式减速开关的信号。如果没有档快,压到减速开关,信号显示为一。如果压到减速开关,信号变为零,弹起后信号又变为一 轴,继续移动,停在拖开减速档块后的第一个山格点。这里设计一个参数一零零六第五位。 一零零六参数第五位。 gmi 是工作台压到减速开关后回参考点的方向, 如果设置为零,则为压到减速开关后向正方向移动,建立参考点。设置为一,则为向反方向移动建立参考点。再查看下 f 九四信号 f 九四信号参考点返回完成。信号第零一二位分别代表 x 轴、外轴和 z 轴。如果参考点返回完成时,该信号则变为一。 当需要调整参考点位置时,使用参数一八五零将山格进行偏移。 一八五零参数是指各轴的山格偏移量,也是参考点偏移量。如果回零找到山格点后还需要偏移一些距离,则可以在这里进行设置。 偏移的量为参考计数器容量的设定值或一个螺距范围,然后重新执行以上操作,即可完成参考点的调整。 我们所说的一个山格的距离等于检测单位乘以参考计数器容量。哦,是这样。 接下来是标记点式回零的过程。对准标记设定参考点是一种使机床移动到标记的位置,从而简单设定参考点的方法。首先把参数幺零零五第一位设为一五档,快式 幺八幺五第五位设为一。编码器的方式是绝对是先向远离参考点的方向电机旋转一圈以上关机。开机后手动移动,工作台通过手轮微调,使之于机床的参考 点标记重合,手动设置参数一八一五第四位等于一,再次关机。一八一五参数第四位 apz 如果为一,说明参考点已经建立,如果为零,则会发生回参考点的报警。 开机后参考点建立,接着查看 f 九四信号,如果建立成功,则变为一。嗯,好的,我记住了,这种就是建立的。参考点不在山格上是吧?对,机床的任意位置不一定是山格。 最后是无档块回零的过程。具体过程是,首先把参数 幺零零五第一位设为一五档快式幺八幺五第五位设为一。编码器的方式是绝对是向参考点方向的反方向移动离开参考点,随后按照参数幺零零六第五位设定的回零方向手动移动机床, 把轴移动到预设定为参考点位置前大概二分之一山格的距离,最后切换到 r、 e、 f 回零方式,并选择对应的回零轴,选择回零加按钮。机床已参数一四二五,速度向零点方向移动,当到达山格位置时, 轴停止移动,返回参考点建立信号 f 九四信号变为一。参考点建立后,参数一八一五第四位 apc 自动变为一。当实际参考点位置不是要求的位置时, 同样设定参数幺八五零三格偏移量,再次执行参考点的建立操作。 老师,为什么有的时候档快式回零总有偏差呀?偏差两是不是都是一个罗居? 好像是的,那我就再说说关于参考点的调整,我们可以通过机械上的某一固定点安装减速开关,通过工作台上的档块进行碰压来确定参考点的位置。但是机械上不能保证每次对减速档块的碰压和弹起时间一致, 所以如何调整拖开档块距离远点的位置就变得非常关键,该调整不当时会发生参考点偏差在一个螺距的现象。这时我们就要进行参考点调整。首先我们假设参考计数器容量就是山格,间距是一万, 将参数 prm 一八五零,山格拼音量为零,随后返回参考点建立原点,最后观察诊断 dga 三零二的数值调整为五千,数值为加,至此就完成了参考点的调整。 这一部分的内容比较多,下面做个练习巩固一下吧。 老师,现在屏幕上出现的 ds 三百号必须返回参考点报警, 请问是怎么回事?这个报警说明参考点已经丢失了,有可能是绝对编码器,电池没电了,更换了四副放大器或绝对编码器,这时就需要重新建立参考点。 好的,下面我来执行返回参考点操作。老师,我的回零过程中出现了 ps, 九零号返回参考点异常,报警又怎么解决呢?这个报警的原因是编码器故障,机床离参考点太近, 回零速度太慢,或回零的方向与实际参数设定不一致。好的,明白了,非常感谢!到这里本课程的内容就全部结束了。本课程我们学习了参考点的建立,三种参考点回零的方式以及参考点的调整的相关内容。三、 考点的建立主要包括介绍参考点示意,包括参考点设定、简要说明、各种返回参考点的方法和区别。三种参考点回零的方式主要包括档快式回零的过程、标记点式回零的过程。 五、档快式回零的过程。参考点的调整我们主要介绍了档快式参考点位置调整方法,希望通过本课程的学习,你能掌握以上这些内容。再见! 如果你想学习更多发那科系统知识,请登录 e d 优点 bg 港发那科点 come on cn 进行了解。联系电话,零幺零六二九八四七二六幺八六八 关注带你了解更多数控维修小知识。

粉丝649获赞1200
相关视频
 02:02查看AI文稿AI文稿
02:02查看AI文稿AI文稿凡达科系统如何在 bot 画面恢复整机参数?当控制器电池电压过低导致系统参数丢失时,需要我们恢复参数后设备才能正常运转。 上期视频我们分享了 bot 画面整级参数的辈分,本期视频我们分享 bot 画面下恢复整级参数 进入不同画面的方法和备份参数的方法相同。首先把 cf 卡插入设备卡槽, 同时按住控制器屏幕右下方的两个键不松,然后按下电源按钮开启系统, 系统开启后会自动进入 bot 画面系统,进入 bot 画面后就可以松开右侧的两个按键了。在 bot 画面下可以通过图中 按键进行光标的移动,移动光标到第七项 sirim 数据功能后,点击选择按键进入 sirim 功能画面。 在 strame 功能画面中选择第二项 stram 数据恢复,由 cf 卡到 cnc, 然后点击选择。系统提示阿优硕师傅进行参数恢复,点击是, 此时系统提示赛特 marry 卡的因骷髅顶,点击 yes, 开始执行 stram 数据恢复, 系统开始恢复 sirim 数据恢复完成后,系统提示 sirimrise 动 ctrit, sirim 数据恢复完成。点击选择系统自动退出当前画面 到 boty 主画面移动光标到并的后,点击 stlex 退出 bot 画面, 此时系统会提示阿尤硕是否确认退出 bot 画面,点击 yes, 此时系统退出 bot 画面开始正常启动。
502老陕木木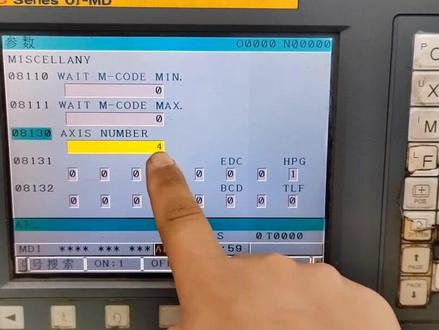 01:25查看AI文稿AI文稿
01:25查看AI文稿AI文稿大家好,有朋友问我,他说开通这个第四轴的参数是哪个参数?在这里我给大家说一下这个 md 系统呢,他是八幺 八幺三零号参数,把这里啊由三改为四就可以改为四以后我们需要 断一下电,给它关下机,重启一下,看一下这个第四轴是不是会出现,当然还要去设置别的参数。再添加四轴的时候 看到没有,我们这个第四楼已经出现了这个 mf 系统的,就是 我们要找到这个九八七号参数,九百八十七号参数是设置我们这个啊第四轴的, 还有朋友问我,他说这个我们第四轴这个旋转轴的度数在哪里设置?其实这也是有参数的,是幺二六零号参数, 这个我们幺二六零号参数,在这里可以改修改我们的旋转的一个旋转轴的一个度数。以上是今天的分享,希望大家能够喜欢。
1626数控设备维修(达通数控)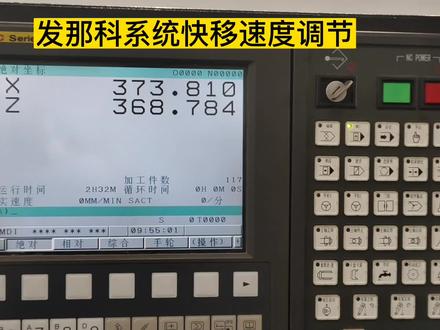 03:10查看AI文稿AI文稿
03:10查看AI文稿AI文稿今天给大家演示法纳克系统啊,我们的个轴啊快移速度,也就是 g 零零的方式下啊快移速度的一个调整。首先呢我们点击呃 offset 这个键,我们点击设定按键, 然后呢我们将写参数啊由零改为一 好,然后呢我们点击呃 system 这个键,就是参数键,然后呢输入呃幺四二零这个点击号搜索。 那我们现在看到呢幺四二零啊, x 轴呢,最大的这个快移速度是呃六千毫米啊每分钟,也就是说每分钟最大的快移速度是 六米,那么 z 轴每分钟啊最大的快移速度呢?是啊十米啊,就是一万啊,一万毫米 啊是十米啊,这样呢,我们如果想去调节的话,直接调节这两个 啊快速移动的速度就可以实现 g 零零方式下啊他的一个快移的快慢。第二个呢我们看一下这个幺四二幺号参数, 这个参数呢就是我们在这个快速啊,我们的快速倍率在百分之零的时候 啊,他的一个速度啊,相当于我们达到百分之零之后啊,这个快速他是以一米的呃一米每分钟的速度啊,向前移动啊,而这轴呢 是以两米呃每分钟的速度呢向前移动。这里呢可以根据你的需要啊进行一个合理的调节。好。第三个我们看一下幺四二三号参数,那么这个参数呢指的是我们呃这个在实际切确的过程当中啊,他的最快的一个 f 的快移速度呃 x 轴呢是三百毫米每分钟, z 轴呢是三百毫米每分钟,也就是说我们在编程的时候如果超过 f 三百, 那么系统呢就会产生报警,这个呢也是根据我们现场实际的需要啊,大家呢做一个合理的调整。好。第四个我们看一下幺四二五号参数啊,这个指的是呢,我们在开机回零的时候,他的一个回零的 速度是三千呃毫米每分钟, z 轴呢也是三千毫米每分钟,大家可以根据自己的这个实际情况进行一个调节。好,以上呢就是这几个呃速度的一个调节啊,那么调节完毕之后啊,我们点击 o f s et 键,把这个写三数由一改为零啊,然后 啊我们就是点击这个输入按键啊,就可完成这个速度的一个切换。好今天的视频呢就分享到这里。
1005德州数控达人 01:34查看AI文稿AI文稿
01:34查看AI文稿AI文稿法拉克系统参数恢复要注意以下几个事项,我们第一步呢,先要把系统按键最下面的按键按着,然后开机,提前开机, 记住这个画面就是布特画面,我们 cf 卡要提前插好,然后呢,我们一直按当当当,一直到第七项,有的记号不是第七项,但是记者英语单词就 system date unit, 然后 select, 选择第二个 memory 卡到 cnc, 从卡给系统里面,然后 select, yes, yes, 这个实验呢,就是一直在从 memory 卡到 cnc 完成了以后呢,它会有一个 complete 的显示。那这个时候我们要注意哪几个事项呢?第一个事项是 我们同一批机床,同一批机床,你他比如这个是零啊, mate, md, 他可能有五百一十二 k 的,有两兆的,你不能把五百一十二内存的给两兆的 恢复,两兆的也不能给五百一十二兆恢复,不然的话呢,他这个文件是识别不了的。第二步呢,就是说我们恢复了以后呢,要关机,开机,关机,开机以后呢,那还要注意以下两个问题。第一个我们恢复了以后呢,机床的 x o 的 y, z 的原点会变, x, y, z 的原点变了,特别是我们加工性的 z 轴的原点,会导致换刀的位置要改变。第二个呢,因为我们参数以这是以前被犯的,可能两年前,三年前,在这个过程中你有可能过维修,维修的话呢,你要改的可能有主路定位的参数四零七七, 还有一个呢,就是我们现有的锣鼓,有可能打过激光锣鼓也会改变,所以呢,参数恢复不是说一恢复立马就能用,我们还是需要有局部的参数调节。
504屹高FANUC维修培训 02:19查看AI文稿AI文稿
02:19查看AI文稿AI文稿法纳科系统如何在 bot 画面备份整机参数?法纳科控制其中 stram 存储期中常用的数据有 cnc 参数、 pmc 参数、逻辑补偿参数、加工程序、刀布、用户红变量等。 呃,如果电池电压不足时,以上参数可能会丢失,当控制器电池电压过低导致系统参数丢失时,定期对 stram 存储器内的数据进行备份和保存,以便当设备参数丢失后,可以快速的恢复参数。 那么如何备份设备中 sirim 存储器的数据呢?首先把 cf 卡插入设备卡槽,同时按住控制器屏幕右下方的两个键不松, 然后按下电源按钮开启系统。系统开启后会自动进入 get 画面系统进入 bot 画面后就可以松开右侧的两个按键了, 在不同画面下可以通过图中的按键进行光标的移动,移动光标到第七项 sirim 数据功能后,点击选择按键进入 sirim 功能画面。在功能画面中选择第一项 siri 白卡布, cnc 到 mary 卡的 点击选择,此时系统会提示阿优硕点击 yes 开始执行 sirim 数据备份。系统在执行 sirim 数据备份完成以后,系统会提示 siri 白卡,不看不例子,备份后的数据文件名为 stramb a k 点零零一点击选择, 系统自动退出当前画面到 bott 主画面移动光标到并的后,点击 stele 退出 bot 画面,此时系统会提示阿尤硕是否确认退出 bot 画面,点击 yes, 此时系统退出 bot 画面开始正常启动,下期分享 bot 画面整记参数恢复。
342老陕木木 04:24查看AI文稿AI文稿
04:24查看AI文稿AI文稿大家好,有朋友问我,他说这个诊断里边四百四十五号参数,他说一直显示零,我们来看一下这是什么情况? 我们为什么要用这个诊断四四五这个参数呢?诊断四四五这个参数是用来调整这个主轴定向的,用这个参数是特别方便来调整这个主轴定向。 我们来看一下为什么诊断四四五里边一直显示为零,不显示我们这个,呃,定向的一个角度,一个数据, 我们来看一下我这台设备,他也是诊断四十五,他也是 显示为零,那为什么呢?我们要首先我们要去看两个参数,一个是三幺幺七,一个是四零幺六 三幺幺七,三幺幺七这个 spp 他必须是唯一的,然后再看一下四零幺六四零幺六,井号七,这里也必须是零,所以说这个 三幺幺七我们给他改成一就可以了。 三幺七 spp 给他改成一,首先我们要打开参数开关嘛, 打开暂时开关,然后把它改为一, 这里会显示必须关注电源,我们要切断电源。 好开机以后,我们把碳水开关给它关掉, 关掉。我们再来看 一下三幺幺七的参数,现在改成一了,然后我们再看一下四四四五 四四五,这时候还是为零,那么我们需要定一下,像输入在 mdi 里面输入 m 幺九, 执行一下 m 幺九。哎,现在我们这个数据就出来了,我们在调整这个主轴定向,嗯,这个角度的时候,你看我们,我们先转一下这个 主轴,我们用手转,现在定着向,我们用这个手可以随意的去转 这个主轴,当我转动的时候,我们四四五里边这个数据就会发生变化, 当我们调整到合适的一个角度,一个定向角度的时候,我们把这个四十五四十五里边的数据直接输入到我们的参数四零七七 直接输,输了到这里边就可以了,一次性成功。这个方法是非常快的,不像有些朋友用那个笨法吗?就是说画个印,在主页上画个印, 然后不停的改数据,不停的改数据,不停的在四零七七改数据,然后去试,去调试,所以说我们 用这个诊断四百四十五号算数还是非常方便的,就能把主轴定向给调整好。以上是今天的分享,希望大家能够喜欢,请点赞关注评论哦!
287数控工程师 01:39:52
01:39:52 01:01
01:01








