
粉丝7914获赞2.9万
相关视频
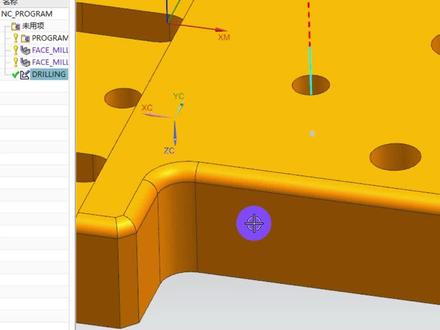 01:29查看AI文稿AI文稿
01:29查看AI文稿AI文稿大家好,我们今天给大家分享一下关于断线断的一个啊设置方法。好,我们首先选择正常的,当然你也可以直接选过去啊,我们可以选先选好设置好道具确定,然后在这里指定面 啊,指定孔,指定好孔,确定这个面可以不用指定啊,然后怎么做呢?把这个改成一个断线, 然后确定在这里有哪些要设置。第一个就是深度,深度模型,深度的话他默认就是按照这个模型来,他会给你多一点点,当然你想要自己呃,切深一点,比如说我想切死,那你就设置一个死,他就根据你那个刀尖,刀尖来生死。 好,第二个,第二个需要设置的是关于这个,这个是关于回退距离的,比如说这里啊,我们距离给他一个三,那他就 就往回退三,有的是那个计算系统制定的就是退多少好,大部分都是这里都是带安全平面设置的,然后这个 stb 值,这个的话就相当于是指你每次切多少,然后抬一点,切多少抬一点 啊,我们都知道我们现在用的这个他是断线,他是切下去,然后抬一点点,然后切下去再抬一点点,对吧?那这个的话就是看是你真正赚多少 啊,别错,这个转一个四,每次转一个四的深度抬一点,再转一个四的深度再抬一点,就是大概是这个意思,然后确定好,这样我们就基本设置完了,然后直接生成就好了,这样我们就做好了。
311数控编程助手 01:32查看AI文稿AI文稿
01:32查看AI文稿AI文稿大家好,有粉丝留言想看一下七七三钻孔的用法,今天他来了,上次视频呢,我们分享过七八三的用法, 三呢,跟七八三的区别在哪里呢?七八三,比方说他转身两个毫米,他会回到二三起始位置,第七三呢,只是在中间暂停一下,具体暂停多少呢?干货来了,大家跟着学起来。首先呢,按到手动输入, 然后按 o f s, 然后按一,然后按输入, 然后按 syst, 然后按五幺幺四,然后按搜索号码搜索这个零点一,一般我们设在零点一到零 零点五之间,就是他回退量,五幺幺五呢,是 g 八三的回退量,学会了没有啊?这是参数,比方说回退零点一,现在我我们设定 g 八三,设定的也零点一,然后看一下效果,好,朋友们看一下效果怎么样, 看到了吗?他不会抬的,只是在拱起暂停一下。好了,今天就分享到这里。
364数控编程基础教学 02:42查看AI文稿AI文稿
02:42查看AI文稿AI文稿呃,我们在日常生产当中呢,经常遇到像尼龙舰,还有我们的呃特殊材料的一个加工,呃,经常会 产生缠泄的一个现象,呃,前面呢我也分享了这个 g 三二指令,呃, g 七四指令啊,断线加工的一个方法, 今天呢同样的道理给大家再分享一个,呃,比较简便的编程的一个断线的指令啊,那么就是记卷耳令啊,下面我们到机床上呢,呃,进行一个指令的讲解演示啊, 好,今天给大家介绍咱们特殊材料加工的时候啊, g 九二断线加工的一个编程方法。首先我们看一下我们的走道方式,是美钻进给的一个方式, m 零三 s 六百,主要转速每分钟六百转 t 零幺零幺是我们的一号刀,外圆刀记零 x 五十内衣是我们呃,断线加工前的一个定位,因为我们的毛坯料呢,它是五十的一个原钢。 好,那么 g 九二 x 四十六是我们断线加工的第一刀,从五十加工到四十六,上微负六十啊,我们加工外援的长度 iphone 六点三啊,在这里呢是我们的走刀的一个速度,这个 g 九二加工断械的一个原理就是他利用咱们机床滚珠四杠的螺旋运动对我们的加工材料呢进行一个 啊断线加工的这么一个方法。好,第二刀车道 l 四十二,三十八,三十四啊,每刀呢加工了四个毫米啊,机灵的二十 m 零五, 那么这里边二十 zm 零五的意义呢?就是,呃,退到二十之后先停车啊,给我们留出足够的装卸零件的时间,然后呢,呃,退刀退到一百程序结束,嗯,并返回我们的程序头, 那么 g 九二加工啊,我们易产卸材料,你比如说泥楼或者是特殊材料的时候,呃用到的非常多,那么 g 九二,呃断线指令,他的优点就是我们每次车完一刀之后,那么他的呃 这个退刀呢是快速啊,这样呢比较方便我们的加工,也可以提高一部分的加工效率。好,今天的视频呢就分享到这里。好,再见。
1267德州数控达人 00:27查看AI文稿AI文稿
00:27查看AI文稿AI文稿这应该是竖车最理想的铁线了吧,如果是整齐的叠弹簧也勉强接受。 u 钻打孔断线不好,甚至缠线怎么办?
54牛牛讲刀具 00:47查看AI文稿AI文稿
00:47查看AI文稿AI文稿经过全方位的收集工作,本期视频分享最全的断械指令集合包含广述凯恩帝清代系统,建议先收藏。首先附上广述系统的三个断械指令,第一个是最常见的 g 幺九幺, 第二个是 g 幺六五,适用九八零 td 二系统。第三个是 g 七点九,适用九八八 ta 系统,具体格式可截图保存观看。 下面附上凯源地系统的断线指令,分别是 g 四点九和 g 五点九。最后通过四张图片介绍新带系统的断线指令,如果你还知道其他系统的断线指令,可在评论区一起交流总结,感谢您为打造全网最全的断线指令无私分享!
4435绿水染清风(车工) 00:27查看AI文稿AI文稿
00:27查看AI文稿AI文稿本期视频分享断线指令在车螺纹中的运用,从视频中观察可知,该原理是在 x 方向震荡达到断线效果。指令格式附上通过之幺九幺中的还有调整断线长度, 为保证螺纹精度,距七六经车时会自动取消断线。如有疑问可在评论区留言,请点赞、关注评论哦!
137数控工程师














猜你喜欢
- 5635化工设备观察