扶手坡口最简单的办法
不锈钢扶手快速磨口新工具使用方法超级简单,一 一量二化三,磨口画好线后用双网切片,沿线切割,注意切片与画线方向保持一致, 只要你认真切割,你也能轻松磨好坡口。好广告之后我们来讲一下 不锈钢腐朽磨口的磨具的使用方法,进行一个磨具的型号,那我一般一般做腐朽会用到三套磨具啊,用到三套磨具 啊,一套是魔力管的啊,魔力管的模具,那我们扶手的最这个就是 力管啊,这个就是力管,那人力摸力管的话是要一套膜纸,那我们这里呢面管是六零,力管是十八啊,所以我们用到的膜纸就是十八接六零的膜纸啊, 十八届榴莲的模子,我们用的拉管是三二的拉管,每个地方使用的情情况不一样啊,就三二点拉管,十八的力管,那我们磨口的时候,摸三二拉管的 时候,我们就可以看到我们需要一套这样的模具,上二 g 十八的模具啊,啊,这就是二 g 十八的模具啊,然后的话我们还有磨血光,磨血光的话呢,也要一套磨具,磨血光,我们这里血光是二二的啊,那拉杆是三二的, 那我们用到的模具呢,就是爱爱结上爱的模子啊,爱爱结上爱的模子啊,因为每一家人的福选的角度不一样啊,斜度不一样,所以的话呢,我们的模具就啊就设计设计的很多个斜度 啊,看到这里呢有一个五十二度点五度啊,这里呢十八杠六人呢,就是型号就是十八的立管接六零的立柱啊, 啊,十八的立柱接六零的那面管,如果说你用的是五亿的力管,面管是六三的,那么你磨五一的力管就需要用到五一接六三的模具啊,好,那我 我们呢由于模那个扶手呢,那个斜度啊都是不一致的,所以呢我们买套模具的话,我们就设计了啊,设计了十一个拇指啊, 每个拇指上面呢做了两个角度啊,做了两个角度,所以一共就是二十二个角度啊,那我们看见我们的拇指啊,五十二度,五十三度,五十四度啊,等等。 好,然后呢我们这还有一个呢,还有一个瓶口的模具啊,瓶口的, 那这个瓶口的模具呢就是我们用了啊,也就九十度,我们是用来磨那个做护栏用的啊,做平台做护栏,我们都要用的到九十度的膜纸啊。测量角度,用个角度尺来测量角度, 那我们来看一下这个角度尺啊的实物是怎么样子的啊?啊,就是这么样,一个半圆啊,半圆形的啊,半圆形的角度尺上面有一个刻度啊,我们看到啊,这角度尺上面有刻度,那我们测量的时候呢,用角度尺靠住面馆的下段, 那我们这个角这个角度尺呢是可以看到啊,这个角度尺,这个线对准刻度啊,像这个位置的话,我们就可以看到是我们测量辐射的角度为五十五度啊,那么这样子就是五十八度,测量的方法呢,就是说我们的面馆, 我们这个角度尺靠住面馆,靠住面馆之后呢,因为我们这个吊坠的话会垂直上下。好,那么我们就在可以在这个位置啊, 看到我们的是测量出多少度来啊,好,测量出多少度来以后呢,我们就需要什么需要的去制作的滴管啊,制作滴管的话呢,那我们如果说这个地方我们又做一个滴管, 那我们需要测量这个力管这个矮边的高度啊,测量这个矮边的高度,那同样下面这里一个力管,我们也需要去测量他的高度,测量高度以后我们就可以立管下料,下料的时候呢, 那我们是要加一个数的啊,才六,加速下六,那定是我们测量到五十四度,然后呢我们这个力管的高度呢,我们 这个啊车辆的八百啊,这一个呢八百三十二,那我们来看一下呢,我们的力管啊, 六下多长好?我们看到五十四度的模子呢,旁边有一个数字啊,就三十六,那么就是说呢,我们做浮球的时候,我们力管当是五十四度的时候,那我们下六的话呢,我们就加加上一个三十六, 那我们立管测量的八百三十二的话,我们啊下六的话就加三十六啊,测量的八百也要加三十六啊,那么这样就立管下六八百三十六啊, 抹口的时候就把这个拇指套在这个立管上面,双档对齐啊,双档对齐这个切口,然后我们用油性的记号笔呢啊,就这样的画线 好,这样就线就画好了啊,这样线就画好了,我们只要按线切过就可以了。好,逆光来讲呢, 抹口的话是比较容易的,那我们重点也讲一下呢,这个拉管的一个下掉的情况啊,下掉的情况及及抹口的方法, 那我们通常来讲呢,拉管的话抹口是抹两头,所以就有点难度,一个呢有饱经拉管呢,就是两头抹口有对称,还有一个是我们的这个强度下调的正品啊,也刚刚好,我们来看一下这个 下料怎么下好。那首先来讲啊,我们是需要去测量啊,在立面馆下面是测量两个立柱之间的啊,两个立柱之间 的一个斜线的啊,距离,那就是我们测量的啊,一千三百五十啊, 七点到一千三百五十,那我们就需要是什么,我们就需要去看一下五十四度的模子,刚刚我们就是亮到五十四度啊,亮到五十四度,我们看一下五十四度的模子啊,五十四度的模子啊,这下面就有一个数值 就加速的啊,好,我们看到是二十三,那么我们的拉管就是加六的话,有加速加二十三啊,那我们这里测量的一千三百五十,加上一个二十三啊,那就等于一千三百七十三。 好,那我们那款虾就是虾一千三百七十三,这样的长度刚刚好,那我们魔术的口的话呢,可能就很标准,那个话现在就 话呢,我们就会利用到一个这样子的工具,铝合针的啊,一个直角的啊,通常来讲的话,我们蜡管一般比较长啊,比较长啊,我们在展示的时候呢,我们就 为了画面展示,我们把这个蜡管呢啊弄的比较短,然后我们这个工具的也做的比较短,边缘的在金属下面看的清楚,好把蜡管扣住这个工具,然后我们开始画线,两段,两段画线 啊,那我们画出来一个对称线,如果说我们需要钻孔的蜡管需要钻孔的话,那我们这个对称线怎么样?一直画过来啊?一直画过来。好,然后我们看到这个管子上面呢就有个对称线了啊,有个对称线 好,如果是装孔的用户呢?那这样来刮线装孔也很方便,装出来孔,哎,不会歪歪扭扭。好,那我们现在开始呢啊,用这个模具来画一下,画一下这个弧线, 我们一头的话是用这个模具的活泼线对准这个对称线,那么然后我们这有这画线 好,另外一头呢,我们刚好另外一头,我们刚好就缓过来,把模具的中线,把模具的中线对准这个对线线,然后我们呢就开始在画线。 好,这样就画出来了。好,这样画出来的线呢?切,好口,以后我们会非常对称啊,就 不会魔怪了,所以这是一个比较理想的方法啊。

粉丝3.1万获赞4.3万
相关视频
 12:14查看AI文稿AI文稿
12:14查看AI文稿AI文稿嗨,大家好,我是飞龙,之前很多朋友都叫我发一些关于这个扶手立柱怎样磨这个波口的啊,今天就来发一个。像我们做扶手, 我们是基本上都是在店里面把所有的弯头接好,把第一条立柱磨好, 也能再去了。关于这个没在现场磨的这个口是不是稳不稳呢? 这个就真的是无法传传授了,这个只能够是靠自己积累的经验,这就是与经验有相关的啊,你经验越丰富的话,那你就是这样子磨的口就会 越准确。好了,我现在就来跟大家说一下关于磨这个口的技巧。像这个一般是用切割机切,切好口之后 我们使用的这个膜片呢,是这种三毫米的,也就是三六厘的膜片。我们第一步首先就是把这两个角磨修一下,它修圆,它磨平行来, 像这样的稍微的磨平行哈,磨圆一点点。然后第二步就是磨深一下这个口, 因为这个口呢,切割机里是切不了那么深,你切的深的话,那这个口又切的是比较小,或者有时候切的太大又不对,所以说你一般都是切到这个样子,磨了这里,然后这里再加深一点,他 至于这个这个口坠需要磨到多深,就是这个坡口啊,需要磨的有多深的话,这个就没有统一的啊, 因为那个楼梯斜度不统一,每一条楼梯的斜度不一样的话,所以你是无法说确定他是摩托车,这个就是只能够靠你的经验去判断了,好像磨成现在这个样子, 这里面是不是比较多的茅厕?第一步先把这个茅厕给扫平,他 很多新手朋友就是没有注意到这个细节,因为只要这里有一点点毛刺的话,怎样磨的话他都是不稳的,一点点毛刺他可以相差的是比较多的,所以先把这个毛刺给磨干净了, 把这毛刺磨干净之后,然后把后背后这里稍微修出一点点幅度来先,他现在这样子是平的嘛,稍微修一下,修一点点幅度出来, 当磨成这个样子啊,就拿一条管来比一下,对一下,好像这个是五一管,这个是六三管,先这样比一下, 看一下他这里背后呢?他背后这里是不是这里还已经很稳得了,但是两边两边还有点缝隙,那么就要把中间这里再修一下, 不需要修太多了,修过之后看看背后已经吻合了啊,然后你就看前面, 前面这里已经吻合了,但是他这里还有一点点缝隙, 大家看到没有?他这个角落这里还有一点点缝隙啊,那么这里有缝隙,这里已经吻合了,那么就是修这里, 让大家看一下传不稳的了这个位置,还有那你就要看一下是哪个位置,顶了就为大家看了啊。 他这里他这里还有一点点缝隙,这里也有缝隙, 但是这个脚这里已经顶住了,稳着了,那就是需要把这个脚再修低一点点。你修的时候你不要看说这个 缝隙那么大,你就以为这里要修很多?不是的,你因为他这里只要顶住一点点,你就觉得他缝隙是比比较大的,不要一下子修太多,只需要轻轻的磨一下他, 你就是这样的,轻轻的磨一下,他 是不是已经稳得了,别弄了。 最值得注意的一点就是这样说,磨这个力作最主要是这这边 跟这个口这里吻合,你这两个位置有一点点缝没问题,因为这个位置都是点焊的,焊点都是从这个位置焊到完这个位置,所以这里有一点点缝隙不大的话,那是没问题的, 你就不用特意去修它,因为你一点汗那个缝隙就没了。主要的是这个口跟背后,特别是背后,背后一定要 吻合,一定要吻合,不然的话你背后背后只要有一点点缝隙的话,你看上去就是非常难看的。相反 这个正面这里啊有一点点缝隙,那个缝隙不大也不是问题,因为你一焊的时候,他一收紧了,这个缝隙 基本上也是看不出的,所以说最主要是这边这边只要你有一点点缝隙,看上去就是特别的难看,就感觉是非常的那个缝隙就感觉他非常大难看了。
269广东肥龙门窗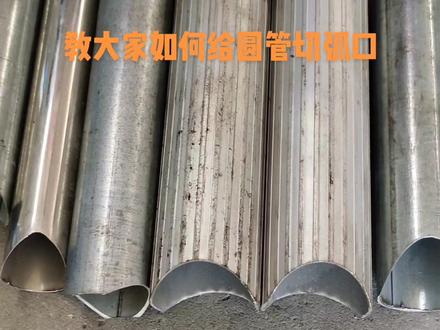 00:15
00:15 05:11
05:11













