MC2026 反面怎么编程

粉丝5984获赞2.7万
相关视频
 10:45查看AI文稿AI文稿
10:45查看AI文稿AI文稿大家好,今天我们来讲一下如何同时模拟正反两面加工。 一直有些学员在询问我怎么去模拟我们的正反两边的刀路同时进行加工这个现象,因为 正常的,目前正常的编程方式是我们第一层放正面,第二层图层放反面,对吧?然后进行加工进行编程会有一个问题,就是说我们在磨砺的时候,有可能只能 就说我们在模拟的时候,要么模拟第一面,就是要么模拟正面,要么模拟反面,他是无法真正的完美的体现我们加工正反两面完成之后的形状的,对吧? 有这种编程方式呢?肯定是有的啊,今天的话我们来看一下这种编程方式该怎么去编法,怎么去编辑。首先我已经把我们首先我们来看一下这个图,这个图形是一个 是一个矩形,中间转一个转一个孔,然后我们目前的话就已经编好了一个正面,正面的话就是一个面洗面洗,对吧?然后一个外形洗消, 然后一个点孔,然后再是一个深孔左转把这个孔钻通,然后一个二级倒角,把这一块外周进行一个倒角,对吧?那么倒角完成之后,因为我们这个是一个毛胚加工完的,对吧?然后 然后我们就需要做的是什么?我们需要加工反面了,对吧?好,我们在加工反面的时候会有一个问题啊, 我们在加工反面的时候,首先第一点我们正面是左右前后 分钟定的中心没问题,然后我们再加工完成,在在正面加工之后,有可能底部会有一个夹位的毛胚, 对吧?我们用虎钳夹的话,肯定有个夹尾毛胚,那么这个毛胚这个边,这边四周边和底边这里肯定是不相同的,假如说你继续用这个毛胚去分钟的话,那么有可能你加工完成之后,这个孔 这个就是假如说你在这个孔进行倒角或者周边进行倒角的时候,有可能就对不上,对吧?那么我们应该怎么解决?我们的孔的圆心应该定在这里,对吧? 我们孔的圆心必须得定在这个圆心点,然后以这个孔进行分钟进行加工,然后我们的圆这周的圆圆点的话我们可以定在底部,也可以定在顶部,但是为了此次编程,为了更好更直观的去编程的话,我定在顶部, 好吧?好。我们首先编写我们的刀具路径,选择我们的面细,点击我们的串联进行一次飞面, 背面的话,我们继续选择我们的一个洗刀六三的洗刀,然后选择一刀四,然后深度给改为零, 深度改为零就是我们一刀飞掉,然后改为二点零,这个没问题,所有都不用变,我们关键在这一块,这一块里面 会有一个,呃,一个刀具构图面,首先我们需要设定一个构图面,我们这 那么刀具面和构图面这一块我们不要动,我们只动右边这一块。首先我们选择一个平面设定,平面设定我们选择一个四号平面,四号平面是我们的一个仰视角,记清楚,是仰视角四号平面啊,点击确定,点击确定之后这是一个仰视角,对吧? 选择之后当然你们有可能会弹出一个对话啊,选择选择会弹出来一个对话,因为我这个是已经编辑多次了,所以不会有这个对话框出现, 选择这个有,假如说有个退货框的话,你就选择第二个,两个选项里面选第二个,然后选择一个,再选择一个,不再显示,点击确定就行了。 然后这个平面设定选择四号仰视图之后,我们再选择一个圆点,选择圆点的话,我们选择我们的一个圆心点,对吧?一个圆心点, 假如说现在我们的圆心点是在这三十这块,对不对?假如说我们的圆心,我们的圆点是定在底部的话,对吧?我们刚才这个顶内翻过来就是在底部了吗?假如说定在底部了,你就定为零,假如说现在在面上的话,你就定为三十,好,点击确定, 点击确定之后,然后所有的东西都已经编辑完成,那么他会在我们的, 我们啊更改一下,我们把这个,这个啊,这个怎么又变回来了?我们把这个改为零,等于重重新计算,对吧?我们需要的是 改为我们现在,对吧?这样一个道路就会出现,对吧?从这里加工一个里面,然后面飞完之后,我们需要一个外形洗消,进行一个倒角,点击刀具入镜,点击外形洗消,点击串联 好,点击确定倒脚倒,然后 奥迪倒角,对吧?零点五没有问题,倒角这里好,我们可以先不动他,关键点不在这里,然后选择为零,对吧?这个深度为零, 这样的话,当然这一块的话依然是一样的啊,选择我们的圆心点,然后这个平面设定的话,选择我们 这个啊,正常情况你大家一定要先选择平面啊,选择平面之后再选择原点,因为你选择平面之后他会自动更新,然后我们再选一下, 好,点击确定,点击确定时候我们要看一下这一块,他又这个深度,他又自动变回来,对不对?所以说我们在设置的时候应该先选择我们平面设定,然后再选择我们的原点,对吧?选择这个画面设置完成之后,我们再把它改为零, 或者改成你需要的一个深度啊,点击确定啊,目前的话就是一个肺,反面的一个肺面和一个倒角,对不对?然后再加上我们把这个正面的刀具入镜,打开艾特加 t, 全选择艾特加 t, 他就会刀,正面呢?也会同时打开,看到没有? 这个是正面的。好,这是反面的,我们来直接进行一次把这个全选,我们进行一次刀具模拟,好吧? 进行一次实体验证,选择我们的一个,我们把这个毛胚重新设置一下,走动选择我们的对角线,然后边缘三,边缘三,然后这个的话最高点为二点零, 然后最深度的话负三十三,因为总共按三十五算嘛, 上面留三两个,下面留三个。好,这个没问题,点击确定,点击确定之后我们直接来进行一个实体验证,好,正面 钻孔打搅,对吧?然后我们放到反面,对吧?正面打完之后反面进行打搅,对不对?那么这个的话一个简单的对不对?我们一个简单的 一个弓箭就从上到下一次性全部模拟完成,对不对?这就完了,完了之后 我们要干关键的点,我们还要看一个什么呢?关键的点就是说我们的正面程序是不会有问题,对不对?那么我们的反面程序导出来之后会不会出现 是负数的,对吧?从负数下刀直接就反着来了,会不会出现直接撞刀的现象?所以说 我们一定要先看一下。好,我们程序编完之后,我们只只对第二个程序进行,对吧?我们只对反向的反面的一个程序进行一个后处理,我们来看一下正面呢,我们不需要了点确定点击否啊,选择我们桌面的一个 一个后啊,一个文件点击保存四,好,我们在我们的模拟文件里面打开, 然后就选择仿真,看到没有?俯视图这里面, 这里面在圆点处看到没有?这是个圆点,看到没有?然后我们在加工的时候,第一刀是从从五十开始下刀,然后快速走到二点零,然后 后再走到零,对吧?然后 x 轴 x 直接飞过来提刀,对吧?这个没问题,然后倒脚,换刀,倒脚,然后从这时开始这五十这时,然后负一点五进行一个倒脚,对吧? 倒掉完之后,然后在里面进行敷,一点五倒掉啊,好,这个程序也就是说这个程序跟我们从正向从一个 俯视图里面编成后处理来,程序是一模一样的,也就说这个是没有问题的,对吧?那么好,我们这个的话,也就是说我们在这个设置的程序也是没有问题的, 对不对?好,我们来看一下正正常的俯视手是这样的,对不对?然后反向图的话应该是这样的,左右翻转过来之后就是这样的,看到没有?我们把 真实图艾特加 t 关掉,这是我们反式图,这是我们的仰视图的道路,对吧?大家可以去试着去编一下。好吧,这今天的课的话就讲这么多, 在结束之前的话,大家一定要反复的确认一下构图面这一块,圆点和这里的圆点都为零,然后平面为辅食图,辅食图平面设定为 cs 四,然后圆点坐标就是你想要设定的坐标。 好吧,这是最关键的,一定要这一块就是最关键的,设置完成就没有了。好,今天的课的话,今天的课的话就讲这么多,谢谢大家。
659奋斗小飞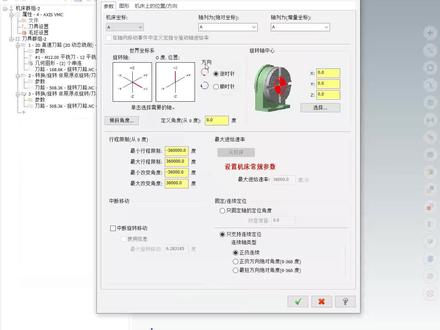 03:39查看AI文稿AI文稿
03:39查看AI文稿AI文稿好,我们来看一下这个 cmaq 反思走的时候出现一个跟我们实际的程序,在仿真的时候他出现了一个反方向的问题,因为我们这个程序电脑里面编程的程序是往这个正放下,而我们这个 生命科软件呢,是产生一个负方向。好,我们再来看一下这个软件里面编的程序它是什么方向,我们旋转的时候,然后选择这个模拟, 然后是吧?我们再看的是这个在仿真的时候是以左边啊正方向这种形式,而我们程序仿真的生命口是往是个反方向, 那我们这里是设置这个软编程软件是麦子 k 五,还是设的这个设备出来,我们先来这个麦子 k 木软件里面来进行看一下,首先点击这个文件,然后点击这个 编辑。好,我们再来到里面来选择这个四轴坐标系里面的一个这个重要参数,看一下他的旋转轴是什么方向,双击他, 然后点击看一下我们这个方向,看到吗?他这个方向是逆逆时针哈,就是这种, 呃,这种转的啊,就是从左边转的哈,然后我们现在来回看到我们这个射门球,这个设置四轴的时候,他是什么方向?点击这个,点击这个机场设置,选择这个编辑。 好,我们看的是正方向哈,也就是说顺方向,这种箭头方向就是这样旋转的话,他的顺方向,那我们这里是改这个软件还是改的?我们现在比如说把它改成这个副方向哈,跟这 这个麦子开幕软件的付房也是逆时针的方式来进行设置一下,然后点确定,然后点确定好他这样是不是改变过来?我们现在就比如说正在这样仿真的时候,他是按照我们这个实际电脑里面仿真, 同时我们也可以在保持这个原手原始的情况之下哈,保持这个原始的这个情况之下,把这个正数还是改成这个 a 证啊? a 证,哈, 那如果这里不改的话,我们是不是要到这个麦子开幕软件里面来进行,把这里改成是改成这种顺时和这种顺时针, 是吧?保证这个顺时针,我们现在就比如说正在对压仿真的时候,他是按照我们这个实际电脑里面仿真,同时我们也可以在保持这个元首元 的情况之下啊,保持这个原始的,这个情况之下,把这个证数还是改成这个 a 证啊? a 证,哈,那如果这里不改的话,我们是不是要到这个麦子开幕软件里面来进行,把这里改成是改成这种顺时和这种顺时针, 是吧?把这个顺序针,然后我们来进行把这个程序单独记忆后处理点,保存好点仿真, 好,我们来进行看一下, 嗯,他这样是不是也可以啊?也可以的哈,其实就是说你只要两边随便是先是改 软件,还在改这个 cmq 软件,还在改这个编程软件哈,都可以,只要其中一个进行改一下就可以了哈,这就是因为啊,这就是四轴在仿真旋转方向跟细节软件啊,旋转方向不对的情况之下设置哈。好,欢迎点赞加关注,真。
 17:00查看AI文稿AI文稿
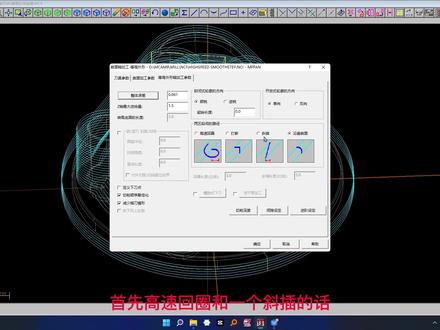
17:00查看AI文稿AI文稿大家好,我是奋斗小飞,今天我们继续讲 mask 九点一的三维编程教程,主要讲的是等高的一个进退刀设置,然后区间刀入设置。 首先我们来看一下什么是进退刀设置,为什么会有一个进退刀啊?假如说我们在没有进退刀的时候, 我们的刀路对吧?我们这个是我们一个在没有进退刀的时候一个情况,他会有一个什么样的问题啊?就是我们在加工下刀时,他有可能是直接出现一个插刀的现象,就是说有刀具有一半的路径直接扎下去的, 直接扎下去的,假如说你呃出家工的话,就是你量比较大的话,直接扎刀,直接插刀的话,可能对我们刀具有 一定的影响,对不对?所以说我们为了避免这个插刀,所以说就有一个一个进退刀一个设置,他的设计原理其实跟我们的一个二 d 的一个呃进退刀是一样的啊,就他分为 三个,一个圆弧半径,一个扫略角度和一个直线。首先圆弧半径和扫略角度可以搭配使用,然后那个直角长度可以呃单独使用,当然他们三个也可以进行组合使用,就是有三种可能性。 下面这块就是我单独用一个设置圆弧半径为 r 五的情况下,然后扫那角度为九十度,然后有一个这样的一个圆弧进刀,对吧?然后这种的话就是一个这两个为零,然后直线角度直接输了一个直线 长度,直线长度为五,就是说他会延长五个,一般这种这个五是怎么来的啊?就是说你假如说你的直径 为十的话,我们最少是五,就是半,多出一个刀具的一个半径,然后你可以再加一点点,加个半个,半个好名或者一个好名就会变成六啊,都可以。 就是说我们下刀的时候尽量是一个空刀,然后来回走,然后这一块的话他是一个圆弧进刀, 都可以啊,这两个刀具都可以,这两个刀路都可以。但是你要根据实际情况来, 假如说你这个外形的话,尺寸不是很精准的话,我建议还是用直线,因为你用不是很精准情况下,可能在你的程序里面编的啊,没有问题对不对? 但是假如说这个实际尺寸比这个多了一个好,那么我们在加工过程中可能这里会有一点点的一个小圆弧,所以说你要根据自己自身的情况去设置, 然后这个扫猎角度,这个角度的话他分为九十度,对吧?一百八十度,九十度的话就是我们这里是一个四分之一元,一百八十度的话就是一个半元,就到这里来了, 懂不懂?这个应该有在二维进退到那那一块有奖啊,我就不多讲了。然后这一块的话 一个两区间的一个路径设置成与成之间的,他是把我们可我我上一节课有讲,就是说,嗯,等高,他是可以把它理解为多个 不同高度的外形洗销路径的一个集合,对不对?多个不同高度的一个外形洗销,然后他在就是每一层就是一一个外形洗销,然后成与层之间他会有一个连接线,对不对?就是这个连接线的话,目前 money can 九点一给我们的就是有四种,一个是高速回圈,一个打断,一个斜插和一个沿着曲面, 然后高度高速回圈和一个斜插的话,你可以把它理解成一个呃,螺旋下刀和一个斜插下刀,大家明白吗?就是一个螺旋下刀和一个斜插下刀, 就是我们外形学校里面,你可以就是说你在做曲面的时候,你可以,尤其是等高,或者说是我们挖槽的时候,你可以把 结合我们的二 d 的外形洗消,或者挖槽二 d 挖槽去去理解,这样你理解都会更更快一点。就是 首先一个高速回圈和斜插一般在什么时候用啊?一般会在出加工量会比较大的情况下,我们用这个螺旋下刀和一个斜插,这是斜插啊,退出来往下走,斜向走,然后我们进加工会用的比较多了,就是一个打断和一个 沿着曲面打断的话,他就是说往后往后退一点点,然后再往下下刀,这个的话就是根据你的鞋面是怎么样,他就贴在这个鞋面走 啊,贴着我们这个曲面走,你的曲面是怎么样,他就线就是怎么样的,他的线段是最短的啊,所以线段是最短的。然后这四个都有 呃他的不同之处,根据你的实际情况去设置。好,今天的话我们就讲这两个,然后我们先来实实际来演练一遍,好吧?首先就是一个进退刀设置,好吧?我们先把我们的打开, 进退刀设置的话,我们这里有一个进退刀,我简单的建立一个,首先我们这是一个红色部分,是我们需要进行加工的,好吧?红色部分进行加工好道具路径, 这个的话是一个在没有设置的情况下的一个路径啊,就来回洗的,对吧?一个一个标准的一个点高,我们来先看一下,从这个视角去看一下,对吧?他刚好是跟我这个这个刀率刀具路径跟我这 这个边界是相平的,看到没有相平的,那么会出现一个问题,就是说我把这个左侧打开,我们在下刀的过程中,对吧?我们这一半是直接下刀的,对不对? 这一半是直接下刀的,那么假如说我的余量很多的情况下,假如说我这个余量比较多啊, 就鱼量比较多的情况下,直接下刀的话,肯定对我们的刀具也好,机场也好,肯定不是很好,对不对?所以说我们需要的也是一个从空空刀处空位处进行下刀, 那么我们在这一块里面就会有一个进退刀。首先我们来看一下直线长度,我们来看一下我们的刀具啊,刀具是十二的,那么我们这个呢为六 刚好,六的话就是刚好插到边界,我们可以也可以设置六点五或者七个啊,重新计算来看一下 刚好,对吧? 看一下, 对吧?刚好是跟我们相切的,对吧?刀具下刀的时候刚好相切, 对吧?然后这里过去也是相贴来回,对吧?就是下刀的时候再是一个空位,当然你也可以延长一点,没问题啊,六点五也没问题啊, 六点五的话,六点五的话他就会更过来一点啊。当然你在编程的时候一定要考虑这个 外形,这个宽度,这个宽度准不准啊?因为假如说你是出家公,一个毛坯的话,可能他的这个不准的情况下的话,就是你的尺寸,不要根据实际情况,你我们在编程的时候一定要根据实际情况,实际情况去 去思考,不能说你这个图是什么样,我就按这个图编就行了,不能啊,一定要根据我们实际的一个毛坯来去去去编程,假如他是个毛坯的话,我们可以还可以进行延伸啊,这个根据你实际情况去来, 然后这一块的话跟我们刚才是一样的啊,一样的去设置,这里的话,我们可以设置一个五,对吧?设置这个五或者六,就是你可以用半径吧,这样玩大家会简单一点,按半,按半径来,就按我们四十二,对吧?你按半, 你来按就来,好吧,这样的话给大家一个标准,这样跟刚入门的呃,学员来讲的话,可能更好的去去设置一点,然后这个角度的话,一般你用九十度啊,三十度啊,六十度啊,都可以啊, 你先可以先用九十度、三十度和六十度去设置一下,去看一下那个对比也是可以的啊,我们看一下,对吧?这样的话他就是一个圆弧,对不对? 这样的话他是一个圆弧进刀,看到没有?这样圆弧退刀,对吧?这样圆弧退刀,那么就会有一个问题,就是说他这一块从这个点出来他就是一个圆弧,对不对? 所以说假如他的毛坯比较宽的话,所以说就是大家的话,呃,就要量力而行了, 假设我的毛皮不准的话,你可以用那种直线的去加工,会好一点啊,这是圆弧的,当然还可以一个设置 加,我在这这里设置个三吧。啊,这个三我们来看一下效果,他在这一块里面先一条直线,三号面的直线,然后再是一条圆弧,然后再进行加工,对吧?这个设置跟我们那个外形细小,里面是 这个跟我们那个外形下的进水刀啊,这块是相通的,也是一个圆弧和一个直线,对不对? 这样这这一块也是跟他共同的,所以大家在学三 d 的时候一定要把二 d 的原理搞清楚,搞弄清楚之后其实三 d 可能有时候比二 d 还更 简单一点啊,大家清楚一点,这个的话就是我们的一个进退刀,对吧?这个是进退刀,大家清楚了吧?然后我们的关掉,让我们来看一下的是一个等高沉间连接, 我们来看一下这个,首先把这个打开,打开之后我们来看一下蹭一蹭,直接连接。 现在这个状态的话,大家应该猜猜一下这应该是一个什么样的连接?他这个因为是一个,嗯, 也得一个锥面,那么他的他的他的这个也能圆弧的话,他刚好是也是演这个锥线一条反,看起来像是一条直线,对不对?好,我们来看一下, 首先我们看的是一个沿着曲面,对不对?这个是一个沿着曲面,然后我们直接设置为高度回圈,好吧?设置高度回圈, 然后点击这一块的话是一个回圈的一个红线,看到没有?这个是回圈,就是这个你可以把它理解成一个半径,回圈半径,然后这块是一个斜插,长度是我们斜插的时候再用啊,当然你这块也可以两个同时设置啊, 来看一下, 我来看一下啊。 首先我们来讲一下什么是圆弧?这一块是我们的一个圆弧, 对吧?这个是个圆弧,那么这个圆弧的话是一个二三的,然后这块是个斜插长度,斜插长度代表是从这个线到这个线的距离,我们可以把它改大一点。来看一下啊,来看一下,大家来清楚一下是什么意思啊? 看到没有?我们的斜插长度,这个长度他就变了,看到没有他就他就变,他的间距之间就变长了,看到没有?好,这个就是一个斜插长度。假如说我刚才给的零,我们来看一下效果, 给到您的情况下,他是直接是一个圆 胡下刀,看到没有?转转转,直接是个圆弧下刀,看到没有?直接是个圆弧下刀的,看到没有?加了之后他就会一个圆弧,然后再加一条斜线,一般像这种圆弧的话, 一般像这种圆弧下刀的啊,高速回圈的用了比较多的时候就是出加工,因为他这样会呃,你出血的时候, 呃下刀方面对刀具损伤会好一点,然后斜插的话,他其实跟我们的高度回传是一样的啊,他一样的原理也是我们来我们直接演示吧,好不好?先演示, 大家可以先看一下, 他是从这里退出来,然后一个圆弧进去,看到没有?他是退出来之后一个圆弧进去,这个就是一个斜插的一个长度啊,他先退刀,斜插近刀, 这个就是斜插,然后打断的话是我们用了也是比较多的啊,默认情况下其实就是打断啊,默认情况下是打断 他的好处就是说,呃,他是退刀水平退刀,然后垂直下刀,水平退刀,垂直下刀啊, 这个也好,这样,这样就是我们在初加工,我们在初加工可能这个就不实用了,我们在精加工的时候,他会有一个好处,就是说,嗯,没有这个成与成之间没有一个明显的一个 痕迹啊,没有明显的一个痕迹,但是这种的话,我们沿着曲面的话,他会有一,他会有一条直线, 就是这里往下走的话,就是明显这一条有一,他的他可以看到一个刀纹,就是这一条直线明显的有一点点的一个刀纹啊。当然假如说你 精度要求非常高的情况下,这种刀痕也没有问题啊,因为假如说你是做模具的话,你可能会进行一个抛光处理,所以说这一点刀痕也没有问题。假如说你是做产品的话,其实像这种曲面的对于产品来讲他是要求不高的啊。 正常情况下我们做产品反而是对这个平面这块孔位置精度可能要求要高一点, 鞋面的反而要求不高,所以说这点痕迹也没有多大问题啊。我们进行一个总结,好吧。首先高速回圈和一个斜插的话,你可以直接把它理解为外形斜下的螺旋下刀和斜插下刀, 好吧,这个简单,对不对?然后沿着曲面的话,他是直接根据你的曲面,你的曲面是什么样,他就沿着你的曲面去走,沿着曲面他的路径是最短的, 他的路径是最大的,但是有,呃,有个问题,就是他是,他是没有进退刀的,他是直接贴在我们的曲面在走,那么会有一个情况,就是有可能会有一个呃,有一个小刀痕,他,嗯,影响不是很大啊,影响不是很大,但但有一点点问题,就是有有 有一点点美观的问题啊。然后打断的话是我们一般穷人会默认选择的一个,默认选择的一个一个两层两区间的一个路径啊,就是精加工的时候默认选择这个,这个的话就是今天我们要讲的两个, 两个知识点啊,一个一个进退刀,进退刀的话一般的情况下就是说我们也是在出加工用的比较多啊,出加工用的比较多,到进加工的时候就用的稍微少一点,因为你量比较少了,量比较少可以直接往下,往下的话是没问题的啊, 直接往下是没问题的,然后这个的话两区间的话我刚才已经讲的很清楚了,对不对?就是说你根据这个实际情况去选,就说你假如说你不是很懂, 对这一块不是很懂,那你出加工就没人高速回圈,好吧?然后进加工你就没人打断,这是我是给新手的一个建议啊,假如说你用的比较多的话,我就那我就不多讲,根据你实际的一个经验去选择,今天的课的话就讲这么多,谢谢大家。
471奋斗小飞

















猜你喜欢
最新视频
- 2297辰哥