兆隆钛金属无人车用途

粉丝5.5万获赞46.5万
相关视频
 00:46查看AI文稿AI文稿
00:46查看AI文稿AI文稿我的新伙伴, 他跟我说咋么一拉就开了,咋么拉不开的, 吹你的。是呀,一哈给伢进来把你卖了都不够,我的天, 没有。
 04:45查看AI文稿AI文稿
04:45查看AI文稿AI文稿这个就是我们的一个 g 七三的一个指令格式啊, g 三就适合于我们的这种加工件,大家能够看到的我们的内孔,内孔是粗加过过的,我们目前情况下是要精加工啊, 需要需要精加工,而且 j 七三的话他是属于一个仿型加工啊,就是说比如我们这个零战,他现在已经出加工过了,然后我们用这个 j 三的指令的,他去加工的时候是会顺着他的这个轮廓,然后 从这里嘟嘟嘟一直走到下面,对吧?再退到退出来,然后又会顺着这个这个这个路径,然后又要走一边,然后再顺着这个路进去再走一遍,所以这个 j 七三的话就是一个仿型战功啊。那么我们来看一下 j 七三这个仿型战功里边。呃, 这个定位还有我们的一个格式都是一个什么情况的?他定位的话啊,比如他定位最零零 hg 十五之前的 z 二就是我们一个定位,他这个定位的话啊,最 零零 x 七十五 z 二 z 二就是距离我们单面有留开两毫米的距离,那么 x 七十五的话,哦, 我们的内孔成品公赞内孔啊,是小于我们加入这个内容和从这往下走的时候小于我们成品公赞的一个尺寸 就行了啊。还有我们这期三油负的二点八 w 一点一二六又指的是什么?油负的二点八指的是我们成品的一个尺寸,要从与我们毛坯毛坯之间的一个半径差,如果这这一块的这 这块的一个 x 方向余量大,那么按这一块的一个一一个余量去算,如果这一块的一个余量 x 方向这块余量如果相对来说比较大的话,那么我们这个油二点八就指的是 成品尺寸,就是图纸的尺寸要求,图纸尺寸要求减去我们这相对应的这一块的一个尺寸啊,再除以二就是我们的就毛坯的一个余量,单边的一个尺寸啊, 他内孔的话就是负的单边的负的一个最大的一个 x 方向余量是二点八,对吧? 然后由 w 一点一指的是我们这个厚度,这个内孔厚度要我们堆积三的话,一刀扯到里面,再给他扯到里面,再循环这个往里面扯总厚度,我们最终这个余料要余量,还有一点一的余料就是我们 发现的一个加工余料,那么我们这个二六指的什么?二六就指的是我们送的他的这个轮廓,要给他循环六次, 六次啊,出加过六次之后再给他按照他最终的这个,呃,这个最七三里边啊,最七三里边的下面这个 n 一到 n 二之间的程序, 给他送这个程序,再给他精加工一次啊,在精加工的时候就要用最七零了啊,跟我们的最七幺一样,那么这一三里面的这个 p 一 q 二油负载 由负的零点三 w 零点零六啊,这个跟 j 七幺里面的啊,跟 j 七幺一型跟二型里面的情况是一样的啊,就是 n p 一指的是 n 一,就是从我们这一段开始精加工, p 二就是结束一段啊,就是 我们这一块啊,最零零多少? n 一到 n 二的之间的一个程序,指的是从这里给他走到里边啊,就是 n 一到这了,其实一段 n 二到这结束一段啊,程序走的是单带的最后一道的一个指令就是我们的一个 n 一到 n 二, 然后一定要对应上,包括最后我们精加工的时候最七零的话一定要对应上,然后由负的零点三,他指的是哎方向的一个精加工余料啊,直径方向是零点三啊,这块是半径 二点八式,半径负的零点三是直径方向,给他留的精加工余量是我们粗加过他一刀,一刀加工完了,我们最后一刀给他精加工的时候,挨着的方向直径方向有零点三的一个,有零点三的一个余量, z 方向有一个零点零六的一个余量, z 方向粗加工完成之后, 万里这辆车零点六,就说车六十四的一个余量给他再进加工完啊,然后这里的 f 零点二他只管用于我们的一个粗杂工,只管用于我们的一个粗杂工, 精加工的时候就是最后一刀的最后净加工里面的 f 零点零六啊,零点零四,这是精加工的时候我们才能用得到,粗加工的时候就是前面的跟着我们这七样里面也是一样的啊, 这个材料他是不锈钢的,有点粘,然后尤其是我们真加工的时候,一定要把蝎子提前给他,给他勾干净啊。
1686数控车床编程教学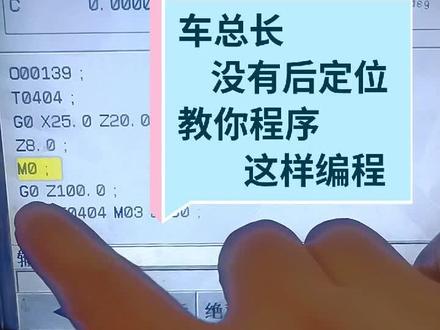 04:29查看AI文稿AI文稿
04:29查看AI文稿AI文稿哈喽,家人们,大家好,今天给大家分享一段我们的机床在没有后定位的时候,我们应该怎么样的去处理啊? 大家现在能看到的针对于我们的这种文件,如果我们要凭他的一个总长,我们的这个机床如果没有后定位的时候,我们怎么样的去控制他的总长呢?方法呢?很简单,只需要修改我们机床程序里面的某一个数值啊, 我们来看一下这个弓箭的图,他的图纸的总长的要求是二百六十,我们用卡尺测测量一下他的他的一个总长, 这个弓箭的总长目前是二百七十七,那么二百七十七减去二百六十九应该是八个毫米,我们把这个弓箭啊这头已经给他平过的,那么把这个弓箭直接给他加持到我们的机床里面, 我们只需要将这个程序里面的 z 七给它改成 z 八就 ok 了,再来点头, 对吧?将我们的光标调到 zt, 然后呢我们再输入一个 z 八点零,然后点击我们的一个修改改成 z 八了, 然后我们在编辑的状态下,按他的一个复位按钮,直接开启我们的一个自动模,自动运行的一个模式啊,自动运行的模式,然后呢我们打到单段的状态下,然后我们看一下我们的一个程序,我点到这个位置页面啊,就是说将我们的程序跟我们的这个坐标点啊在一个页面的状态下,然后我去按我的循环启动按钮啊, 我们的程序已经运行到了这个 x 二十五, z 二十,我们的高速刚好也运行到这里,那么我们接下来我们的程序要运行到 z 八,我再按一次这个循环启动, ok, 程序已经到 z 八了,那么下一行程序是 m 零零阶段,那么这个 m 零零阶段呢,刚好就是我们的一个定位的一个阶段,把我们的卡爪给他松开,然后把我们的弓箭,把我们的弓箭给他撂给他拉出来,对吧?拉出来之后我们夹取好之后,目前情况下我们的刀具到 z 八上呢,我们要平到嘴巴, 然后下一行的程序要运行到 g 零零, c 一百,在当我们爱循环启动的时候,那么我们的道具会给他退出来,这种情况下呢就证明我们接下来的我们的程序,然后把将我们这弓箭要切掉八个毫米, 那么后面程序刚好就用到了我们那个追九四的一个情况。 ok, 我们开始给他运行 第一刀,可能会吃的比较多,吃两刀。好了, 看一下我们程序啊,这个游戏啊, z 四点八,下一行就是 z 三点五, z 二点五,我把带带给他取消了, 接下来就是最后一刀了, z 零点零,然后完了腾讯给他,呃,然后完了之后我们的刀就给他退出了, 我们的这个程序已经完成了,我们把这个工再给他卸下来量一下,看是不是我们的一个二百六十九啊? ok, 我把这个工再放在这里,然后我去测量一下, 我用一个手在在测呢啊,这个是刚下来这个工价二百六十九,二百六十九是吧?然后我们重新测量下一个工价,他还差多少,我们给去继续修改程序就 ok 了,总长度还差五点七,我们工价 加上,然后我们将我们的一个程序里面的程序给他修改到五点七,对,五点七,然后呢修改 对吧?这五点吸收感,然后我们去按我们的一个复位按钮,然后直接给他自动一次做个参考。呃,这个程序呢?啊,大家目前情况下可以截个图做个证件啊,就是说是我们在没有我们的一个后定位的情况下,我们可以去给他进行前定位的。 ok, 今天的分享我们就到这里,期待更多内容,小白慢慢再给,慢慢的再给大家分享, 谢谢。呃,这些个弓箭呢啊,都是小白这两天所加工的一些个钛合金的啊,都是钛合金的,我这样用手一抬哦,大家都能够明白,他绝对不是钢件,他实心的帮料,如果是钢件的话,呃,那个我一 一个手是扒拉不起来的啊,然后呢?啊?做加工找我做,就是需要设计的找我啊,然后呢找报价的找我啊,然后小白给你报价,然后给你加工啊,这很轻的,都是钛合金的啊。呃,就几十公斤吧,很轻啊。
1082宝鸡兆隆钛金属材料有限公司 02:49查看AI文稿AI文稿
02:49查看AI文稿AI文稿今天给大家介绍一款由我们聚量科技最新推出的七零四机型,那我们的七零四机型跟传统市面上的溜光机有什么区别呢?今天给大家介绍一下我们的三大增。 那第一大升级呢,就是我们优先把传统市面上的单桶啊,改成了我们的一个双桶的一个设计,因为之前呢传统的这种长条形的一个胶桶的话,在我们的热胀冷缩的过程当中,它会产生形变, 那很多的客户在使用的过程当中就是会容易出现上下左右串料,那我们把它改成双桶的这一种方式之后啊,发生形变的一个概率就变小了,从源头上面解决了上下串料的一个问题啊。那第二个升级的话,就是我们啊加量不加价, 把市面上传统的一米三的一个桶径啊,直接改到了一米五的一个桶径。最关键的一点啊,之前的话都是五个厘米,或者说六个厘米为一个槽的,我们现在 是把这个槽分布的更密一些,那更方便客户去做自由的一个调节,甚至有一些小型的产品我们都可以做到一千多个啊。那第三个升级的话,也是我们最合 新的一个升级啊,市面上传统的溜光设备啊,最容易出问题的就是在我们的一个轴承上面啊,因为我们这种机型它属于重载型的机器, 整个大盘运转起来至少达到了两点五吨,那大家想一下,两点五吨的一个自重啊,甩动起来,而且要达到一百多转的一个转速,那他对轴承的一个 要求是非常非常高的啊,有很多的一些就是不专业的厂家啊,尤其是用一些劣质的一个轴承装出来的一些机器,基本上可能两三个月轴承就坏掉了,那我们现在也是通过了一年的 研发,还有我们的一个市场的检验啊,我们是优先把我们的一个主轴承换到了我们的 机架上面,来这里看一下啊,对比传统的一个装配方式啊,之前呢,大家都是把主轴轴承装在我们的一个大盘上面啊,那现在我们是把我们的一个主轴承 直接装到了机架上面,我们现在全部都是用到铸钢的一个轴承做啊,它的一个直径比原来是要大了将近一倍的啊,从根源上面解决了 我们的一个主轴承易坏的一个问题啊,对比传统的轴承装在大盘上的这一种方式啊,那现在哪怕是我们这一台机器 五金给他用散架了,我们的轴承都不会坏,真正的从源头上面解决了我们的一个售后问题啊,关注源头六广场,为您的企业降本增效,我们是认真的。
11巨亮镜面溜光机 01:01
01:01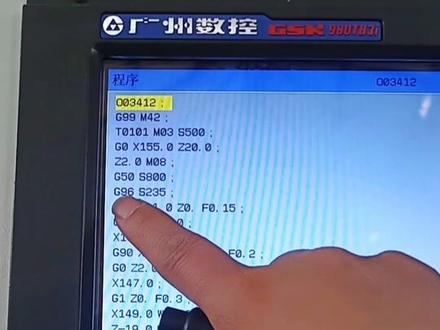 06:37
06:37











猜你喜欢
最新视频
- 6143叫我组长