拓竹3d打印F35B教程
这是一款使用透视三 d 打印技术的 f 三十五垂直起降飞机, 可以看到飞机的后部可以悬停在半空中, 使用瑞斯卡遥控器进行控制。垂直起降后还可以收起起落架进行平飞切换。 该款飞行器使用电动航道推进。

粉丝1.0万获赞4.5万
相关视频
 01:18
01:18 01:44查看AI文稿AI文稿
01:44查看AI文稿AI文稿各家的材料美配方的差异,最佳打印温度也是有差异的,那么我们可以打印这个温度塔,来测试第三方材料的最佳打印温度。在 macword 上搜索温度塔,找到这个作者的模型,在欺骗软件中打开, 很多小伙伴不会使用温度塔,到这一步直接下载打印,其实这是错误的。在预览界面欺骗结果里面切换到温度,我们看到模型的温度是不变的,我们需要手动添加自定义记扣来调整对应层数的温度。 根据这个模型创作者给出的分层记代码,我们在切片阅览界面右侧进度条上找到对应的层数,右键选择添加自定义记 code, 将对应的记代码复制粘贴上去,重复操作,全部添加完, 然后重新欺骗。我们会看到模型上不同的温度槽会有对应的打印温度,这才是正确的。下面就可以发送打印了。模型打印出来了,怎么看呢?首先看中间 两个圆柱之间有没有拉丝,可以看到两百一十摄氏度往下拉丝情况变少。我们再看四十五度角和五十五度角的打印效果和质量, 可以看到两百一十摄氏度以下的效果比较好,那为了有更高的容容,也就是更快的打印速度,我们一般就取最高温两百一十摄氏度。测试完我们再回到切片软件, 把这个参数填到材料的配置文件里面,然后保存,是不是很简单?好了,快去给你的材料测试下最佳温度吧。下期我们三 d 打印耗材校准方法第三课再见!买拓竹,找新竹!
 01:06查看AI文稿AI文稿
01:06查看AI文稿AI文稿三、 d 打印最烦的就是拉丝,好好的模型缠满细丝,清理都费劲。今天教你三个关键方法,从根源消除拉丝。 一、打印温度温度太高,耗材绒的太稀,表面张力 hold 不 住,喷嘴一动就脱丝。二、 pad 对 温度超敏感, 高高就翻车,可以在不影响出料的情况下降低温度,有助于显著改善拉丝现象。二、回抽设置回抽是防拉丝,防线空移时抽回号才形成负压 阻止渗漏,没开,距离太短或速度太慢都等于不设防。最佳回抽速度在二十到一百毫米 s 之间,需要多次尝试才能找到最合适的。三、打印速度在二十到一百毫米 s 之间,需要多次尝试的三、打印速度太快,记 系统跟不上,相当于硬拽耗材必拉丝。很多新手为省时间掉快速度,反而翻车,可以降低外墙和内墙的打印速度。按这三个方法解决大部分拉丝问题,新手也能打印完美模型。
112四川恒晟通拓竹代理 13:26查看AI文稿AI文稿
13:26查看AI文稿AI文稿今天我们要学习的内容是新手合成制常用耗材,本节课主要是给大家去介绍 petg 这个材料, petg 这个材料是石油的衍生物,是由 pet 化学改性过来的, 然后相比于 pla 这个材料的话,它会有更好的抗冲击的能力,抗失电能力,抗化学腐蚀的能力。除此之外的话,它很适合放在户外去使用,因为它更耐受紫外线一些。除此之外的话, petg 这个材料 它是一个锯子,然后锯子的指尖有一个化学的特性,就是放在水底头的时候容易被水分子啊切断,然后 p t g 这个材料可能放到水里面去,用一段时间它自己就打散开来了,但是 p t g p t g 的 话,虽然说它也是锯子,但是它分子排布会更密集一点点,所以说它的耐水性会更好。所以说大家来看这两个模型, 下一个模型它就放在户外去使用,说明说它的耐紫外线能力会更好,下一个的话是花露,对吧?它里面装水,说明说它的耐水性会更好 啊。虽然说有很多的优点,但是它的缺点也会比较明显。第一个的话它就极易受潮,受潮之后这个材料就容易出现一些泡泡,容易拉丝对不对?除此之外的话,这个材料它本身溶入之后也很粘稠,所以说它的拉丝倾向是非常明显的,然后的话过度的冷却会导致它的层间结合力下降啊,层间结合力就是我上一层和下一层的连接力度 啊。如果说你的打印机是 a e 这种开放机箱,那它就很容易在冬天的时候出现过冷的情况,那这个打印的时候可能就会失败, 那我们挨个来介绍他目前有的这个材料。第一个的话是 p g 的 杯子梗,这个是已经销声匿迹有一段时间了,最近又重新推出这个材料, 流动性会比较差一点点,也容易啊,收潮拉湿。但是他的优点的话就是会比较便宜,相比于 p l a 而言,他也会比较便宜。所以说很多新手同学他一看到,哎,这个材料壁绝性能又好,然后又耐水性,耐紫外线能力,价格又便宜,大家都去买这个材料了,但是由于他的这些缺点, 他的打印难度会高很多,所以说啊,我们的新手买了这个材料之后,他的房车的概率会更大。所以说我们把这个材料归为是一个进阶材料, 那先去打一打 p l a 这个材料,熟悉熟悉整个机器的性能之后,我们再考虑来买 pt g 这个材料,然后跟他对应的是这个半透明的材料,跟前面我们讲的 p l a 的 半透明的材料比较相似。 但是的话啊,还有一个点要给大家介绍,既然我们已经开始步入进阶的耗材了,那就需要了解更多有关耗材的知识。首先第一个就是所有的耗材他都会有一个啊编号,这个编号不仅预示着他的颜色,还体现了他的一个类型。觉得大家要去找这个耗材的话, 可以直接输入这个耗材编号去寻找,特别是有些同学对这个颜色他并不是特别的敏感,那你就可以通过这个编号来区分这两个颜色。这两个耗材。 读者之外的话啊,耗材它也是有 s, 也是有 sn 号,就是序列号的,这个的话有利于去发给托主去追踪这个耗材哪里哪里有问题,对不对?那怎么去查看呢?打开你 build studio, 如果是官方的耗材,你点开它啊,已经读取完了,这个地方会出来一个 sn 号,那这个就是耗材的一个 sn 号。 然后我们接着往下,我们前面说这个半透明的 p t g, 它其实也是可以打印出非常透明的效果,这里的话官方它会有一篇微体详细去介绍里面的内容。那我们先来看一下它的一个效果,你看这个模型打印出来基本上是完全透明的啊,然后里面甚至有这种雷雕的一个效果好 都在这个 v t 中。除此之外的话啊 v t 因为它的啊参数比较多,要大家改了很多,你要是照着一个一个去修改的话,那这个眼睛都看花了,所以说它会把这个预设的配置文件放到这个地方, 那这个东西应该如何去使用呢?打开你的 bim studio, 然后把这个模型下载完之后,添加新的模型,点开它打开确认, 那他就会把所有的预设一次性给你搬到位。然后的话我们仅需干嘛仅需把这个啊预设给保存掉,你保存到个人也可以,保存到项目也可以,那以后的话就直接在你的个人预设里面去调用就可以了啊,会比较方便。 那不同的机型的话,也可以在这个地方做一个调整。那我们回到回到 ppt 中来,然后往下的话,就是我们前面说这个材料的流动性优还是差呢? 打开耗材时,设置底下会有个最大体积速度,好秘方明妙,这就意味着是说他最快可以以这样的一个流量去挤出耗材,那就意味着什么?打印的快,那你是不是挤的也要快?打印的 慢,你是不是挤的也慢?那如果说你这个耗材就只能挤这么快,那意味着你的打印速度的上限是不是就在这个地方去说,我们可以通过这个最大体积速度去看这个耗材的流动性。 接着往下的话就是官方他的这个官网也会放这个 tts, 具体的话你可以打开海外地区的一个官网,往下拉一个下载,然后你可以看得到里面的一个龙龙指数。 接着往下的话就是这个材料我们说他必须要烘干,如果没有烘干的话,会有什么样的后果呢?第一个的话就是你看他的 啊耗材它的模型里面会有一些气泡口,这个是干燥之后的,它就会比较光滑,为什么呢?是因为耗材吸的湿气之后受到喷嘴加热,里面的水就会蒸发,就会变成这样的一个小气泡孔,体现在你的模型上面。那烘干的话也比较简单,如果说你是 h c 的 机器的话 啊,其实也不一定要 h c 的 机器,然后也偏微体是在介绍这个烘干的,你把这个耗材放到热传上去烘干也可以。除此之外的话还可以放在两台 ams, 一个是 ams, 一个是 ams, 二 pro, 他是可以用来烘干的,那接着往下,如果说没烘干的话,还有一个后果就是粘嘴,你看他的耗材 不应该挤出的时候,他挤出了,本应该挤这么多的时候,他内部的水气因为蒸发之后,他体积会膨胀,会推着这个耗材往喷嘴外冒,然后你这个时候在打印的时候,喷嘴就会刮到模型上面,他就会粘在你的喷嘴尖上,这个时候清洗清理起来会比较头疼。除此之外的话,在打印过程中,你看这个耗材越粘越多,越来越粘越多, 那你你堆积到一定程度的时候,你在打模型的时候,它就会挂在你的模型上面,呈现出这种效果,还要出为什么会出来一个这样一个漏球一样的东西,对吧?就是因为这个原因。 然后的话我们前面说 p g p t g 这个材料打印会有点难度,他说他成成间结合力会受冷却会有一定的影响。除此之外的话,这个材料相比于 p t g 它会有更高的收缩率,更容易翘边,我们来看一下它为什么会翘边。 下面是热传,热传的温度会比较高,然后上面是悬空的一些位置,对吧?然后加上你的气流吹少上面的温度啊,在机箱内部上面的温度一般会 低一些些的好,热传的温度会高一些些,所以说这里的耗材它的收缩的量向里面收缩的量,热胀冷缩吧,收缩的量就会远远高于底下的这个位置,所以说它就容易出现这样的一个情况,上面收缩了,下面没怎么收缩,或者是收缩的会比较小一些些,那它就会把这个边边给拉起来,具体的表现的话就是这个量就是这个样子。 所以说的话,我们 p t g 这个材料还是推荐大家在 a 在 p e h 这种机器去打印,如果说是 a e 的 话啊,可以考虑去加装这个啊分箱,但是的话容易引发堵塞的问题,所以说更推荐用 p e p 二还有 h 这种机器去打印。 然后上面的几个原因一起就是气泡口果头就是粘嘴加上撬边就会导致这种严重的果头,所以说大家一定要留意啊,要提前烘干这个耗材。 接着往下的话是一个 p t g 的 h f 和 p t g cf, h f 是 high pro 的 意思,就是高高流量挤出,就是高流量的挤出的话,那它就可以更高速的去打印对不对?那个体积速度是不是可以更大一点点?挤出的流量是不是更大一点点? cf 的 话就是跟 p l e 的 cf 比较相像,它就是在这个材料里面加了短的碳纤维,让它去增强它的一个强度,然后表面质感的话也会由原来的光滑变成这样粗糙的一个效果,但是力学性能会有比较大的一个提升。 然后我们来看这个 high flow 和这个半透明到底有多大的差距,这个是它的最大体积速度二十一,基本上要赶上 pl 来一的一个最大的体积速度了,选出它的挤出的流量会大得多,那意味着它的打印速度也可以大得多,然后半透明的它的体积速度就小的多得多,对不对? 然后我们接着往下的话, pgg 这个材料有篇 vg, 它写的是 pla basic 和 petg 互为支撑,哎,什么叫支撑呢?我们来看这个就是支撑,这是因为你的模型如果说这个块块是悬空的,就跟盖房子一样对不对?天花板你的盖的时候,你必须要有个东西撑住它,等水泥干了之后,我再把底下的这个部分给拆掉。如果说你用的是本体作为支撑, 就是上面是一个材料支撑的,脚手架也是一个材料,那它中间就会粘在一块。因此的话官方是有推出专门的支撑材料,这个材料跟这个本质粘性会比较差一点点,到时候就好剥离嘛。那 p t g 的 h f 的 话,是可以跟啊 pla 拿来做护围支撑的,因为这两个材料它的粘性也会更低一点点。 具体需怎么设置呢啊?官方也有这个微信,然后这个底下也同样有这样的配置文件,大家直接拉进来就可以了。然后具体的效果的话,大家可以看这个图支撑的界面,对吧?就用的好 petg 的 hf 过来做这个界面,到时候拆也会比较方便。另外的话,这个 petg 这个 hf 它相比于专门的支撑材料,它要更便宜, 然后是比水溶性支撑,那就要更便宜的更多了啊,它的性价比的优势会比较明显一点点。那我们有些同学就会想了,那 petg 这个 hf 好 像要比 petg 的 basic 要更贵一点点, 那它和 pla 不 粘,可以用来做支撑。那为什么 petg 的 basic 就 不能用来做支撑呢?我们首先来看一下它们之间的一个参数的啊,有什么区别?第一个的话是 basic, 它的喷嘴的温度,其他层要到二百五十五摄氏度去打印呢, 然后 h f 的 话,它的温度相对要低一些些,二百四十五对不对?那么来看一下 p l e 的 basic, 它的日常打印温度至二百二十摄氏度,然后在机器设置里头会有一段话,就是这个聚扣子,聚扣的里面会有一段话,它说啊,一般都用最大就是耗材的最大的喷嘴温度作为它的冲刷温度, 然后如果这个材料是 p t g, 那 它的冲刷温度是二百六十摄氏度,这个东西在哪里打开呢?打开你的奔驰 video, 然后点击耗材的,再点击打印机设置,然后有个打印机据扣的往下拉,会有一个耗材式更换,你就直接去搜索 啊,有个小技巧,就是你把它全部弹出 c 过来,然后粘贴到记事本里面去,用记事本的功能啊查找功能去直接去查找到这段话,那我们回到 ppt 中来,我是已经找到了,放到这个地方给大家去做一个提现的,那我们来看一下它会带来什么样的一个问题。就是首先 啊, pla 的 最大温度是二百四十摄氏度,那意味着下一个材料如果是 pla 的 话,那它会以这个温度去冲刷,那如果说是 p t g 的 话,它会用二百六十摄氏度去冲刷,那这个会带来什么问题呢?我们来看一下换料冲刷,为什么要换料?为什么要冲刷啊?首先这个切切刀 一般脱竹的机器,所有的脱竹的机器都会有,为什么?如果说你要放料,直接把这个耗材从喷嘴直接抽上去的话,喷嘴尖这个位置耗材是热的,他就会粘在上面的棘竹机上面,所以说我们做法就是干脆把棘竹机和下面喷嘴这个位置我切一刀, 把下面热的我还保留在喷嘴里面,把上面凉的硬的这个耗材稳得抽回去,到时候的话再送新的这个耗材进来。 那这个时候如果说我现在是黄色的,现在我要换成蓝色的,那是不是需要把前面的一段冲刷掉,我才能去打印出蓝色的这个耗材呢?是的啊,肯定是需要有这个冲刷的过程的,但是如果说你的两个材料温差会比较大,那前面说了,哎,这个冲刷温度才二百四,这个打印温度都要二百五十五的对不对?那这个时候就会出现什么问题。 下一个耗材是 pla, 它会以二百四十摄氏度去冲刷,下面是 ptg, 你 要把它冲刷掉,那你只有二百四十摄氏度,你根本就没有办法很顺畅的去把这部分的耗材完全给顶掉,所以说它就会引发很多的问题啊,比如说堵塞,对吧?最直接的堵塞,第二个的话就是挤出机的堵塞 啊,有两种说法,一种说法的话就是说它的挤出的难度会比较大,然后挤出轮组持续在动的时候,它就会把耗材压压扁在这里面。除此之外的话, p e t g 它是有强温的要求的,然后 p l a 它是一个低温材料,更希望比枪室内的温度更低一点点。所以说你再去啊,做 换色的时候,那这个里面的耗材 p l a。 的 耗材就容易受到强温的影响啊,热度变堵塞在几处机里面去。所以说的话我们大家所以说我们更推荐大家用 p e t g h f 来给 p l a。 的 basic 做支撑,而不是用 basic 这个材料。 如果说大家仍然希望说用 petg basic 给 pla basic 做支撑的话,需要做哪些参数的调整呢?首先第一个的话就是这个冲刷的温度需要把它拉高一点点,最起码要高过 petg 的 这个打印的温度。除此之外的话,其实在冲刷的过程中啊,他并不会说把这里面的所有的耗材给他顶掉,他会根据这个颜色的一个差距做一个匹配。具体去哪里做这个设置呢?打开你的欺骗软件,然后添加必必须要添加出两个材料,添加两个材料之后会出来一个冲刷体积,你点开来看 怎么看呢? from two 从这个颜色到这个颜色冲刷是零,为什么?因为这两个颜色就是一个颜色,对吧?然后如果是从蓝色换成这个颜色的话,那冲刷的量是这么多,但实际上它的总量我们实测过大概在九百毫米左右。 然后我们又由于 pla basic 和 p t g 这个材料它彼此间的粘性会比较差,所以说你还需要把这个量给它拉高一点点,把它拉到九百左右什么意思呢?就是我尽可能的把喷嘴内的耗材布全部给它排光,因以免我后面调整温度的时候啊,由于温度低了,然后它们两个相容性也差了,然后就导致 成和成之间他可能混入的少量的不一样的耗材,让他更容易开裂。 ok, 那 我们要做的设置的话,就是首先打开 basic, 然后把这个, 把这个冷却,把这个耗材师的参数里头的一个最大值你给他调大一点点,比如说我设置大一点点二百六十五吧,设置二百六十五之后,然后再去把这个冲刷体积给他设置大一点点,你直接在这个地方修改,也可以直接设置九百完全冲刷掉,那这样的话会好一些些。除此之外的话,更推荐大家 啊敞开前盖,敞开前门去打印,尽量保证机箱内的一个温度好会比较低,不然的话他们两个在切换的时候,因由于温度的升高, p l a 这个材料很容易堵塞在基础机里面。好,那这个的话就是我们今天啊 p t g 的 一个内容,祝大家打印愉快。
326Bambu Care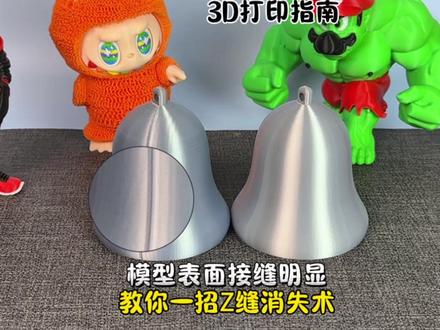 00:31查看AI文稿AI文稿
00:31查看AI文稿AI文稿打印光滑模型时,表面常会出现明显接缝,特别影响美观。教你一招接缝消失术,只需修改一个参数。首先打开耗材编辑,在耗材丝里找到材料协拼接缝参数,把接缝类型设置为轮廓和孔, 斜拼接缝起始高度设置为百分之三十,斜拼接缝间隔调整为百分之四十,斜拼接缝长度改为两毫米。按这个参数切片打印就能告别接缝,让模型颜值翻倍。赶紧收藏起来试试!
2687大简材料 04:38查看AI文稿AI文稿
04:38查看AI文稿AI文稿哈喽啊,这期是三 d 打印如何打磨与上色教程打印机买了这么久,终于开始打人形模型了,然后这次呢,我选择的是我看的第一部动漫七龙珠,里面的悟空 超级可爱有没有。其实这个模型早在一个月前就打好了,但是为什么一直很磨蹭呢?是因为真的它打磨起来真的是尘土飞扬,然后呢,我的工具也是换了好几种,那不管怎么说,最终的效果还是很满意的,所以我带着经验来分享给你们了。 那废话不多说,我们就进入正题吧。第一步,把模型进行初步打磨,一些比较明显的瑕疵或者是层纹,用电动打磨机 选择比较粗木束的头,比如说像这种或者呢是用撮刀,你没听错,撮刀,但是呢也要注意力度,可以选择就是边是有弧度的,这样子的话不会把旁边的也打磨到。 其实用下来我还是觉得撮刀很方便,特别是跟支撑接触的那些地方,不要温柔直接打磨,否则后面 你呃全部打磨完之后呢,你又要重新就是再来一次那一些细节比较多的地方,那我们可以慢慢来,初步打磨完成之后呢,我们就可以来进行第二步精细打磨了,可以选择这种海绵沙子或者是沙子, 沙子呢,它就是你洗了之后可以再重复利用,那建议的话是这两种一起结合使用,因为有时候海绵沙子它比较小的缝隙它够不到,可以用沙子就是剪下来然后去用。木梳的话,推荐是三百到两千,因为我一开始买最小就是四百木嘛,感觉还是不够, 所以呢,我觉得三百应该会比较适合,打磨过程中最好买个吸尘器,我原本没有的,等我打磨第一遍之后,发现我的桌子上,打印机上,架子上全是灰,最后临时组装了一个这个东西比较便宜的话,大家可以买那种美甲吸尘器,那个也行。还有一种特别好的方法,就是 把它放在水里打磨,这个我试下来,它确实还不错,但是呢,因为我当时是站在洗手池旁打磨,我打磨了一会,我站着就是我的腰就已经疼的不行了,哈哈哈,建议大家可以帮把椅子做个膜。 那我们从低木数打磨到高木数之后呢,我们就可以开始我们的第三步,给模型上水补土。 补土的作用呢是它可以遮盖一些细小的瑕疵,还有一些沉纹,然后呢它也能让一些比较明显的瑕疵更明显,你就知道哪些地方需要打磨了。那我建议呢是先上灰色的水补土, 那我现在视频中就是灰色的水补土,哪些地方有打磨过还是没打磨过,就是一看就很清楚了。一般呢大家用的是水补土喷雾,大概隔二三十厘米的位置去均匀的喷这个模型,等它干了之后呢, 我们就可以观察模型进行再一次的打磨。大家喷水不涂的时候,一定要去室外打磨,因为真的非常 非常臭,然后最好就是风不要太大,我当时自作聪明的跑到阳台上,然后顺风,然后我想说啊,这一喷它就随着风飘远了吗?结果突然来了个逆风,我整个人直接原地石化,那这样子喷水不涂,然后打磨, 这样大概就是要进行两到三次吧,看你这个模型的瑕疵情况,而且我就是因为前期前面没有打磨好,偷懒了, 所以导致我后面就是喷了三次水不涂才好了。一般打磨差不多之后,我们喷最后一遍,水不涂的话,我建议呢是涂白色的, 因为呢,这样子后期上色的话,他就是白色的,就是你更容易显色嘛。那除了喷雾类型的水补土,也有人会用涂的水补土,还有一种呢是喷笔,那其实下次呢,我想试试喷笔来涂水补土,因为用喷雾我总是喷的这一坨那一坨的,等下次用来跟你们分享。 那最后呢,来到我们的第四步,我上色呢用的是笔芯颜料笔,我们可以一遍一遍上,一般 第三遍的话,他就已经颜色就已经非常好看。上色过程中呢,我们可以先浅色的部分上色,因为这样子涂错了,也不用担心后面再上 呃,深色的部位的时候,他就会盖住了,那这全部就是上色完成了。然后关于是特别是脸部嘛,我们要用比较细的,然后用的比较硬的一些笔画,然后我这边没有准备,我就拿了个记号笔来画,突然发现也是很方便。最后呢,可以给大家涂上一层保护漆,让他更有质感, 比如说这一种哑光的或者是高光的,你可以看根据你想要的效果嘛。然后呢,这次我选择的是哑光的, 这个上半身就是涂完的样子,大家可以看一下就更有质感了。最后我们用胶水把它粘起来就完成啦,然后就是又多了一个小手办了,那这期就到这里了,欢迎大家在评论区评论我。
196我爱3D打印-阿旅 01:34查看AI文稿AI文稿
01:34查看AI文稿AI文稿一期一个三 d 打印干货,打印结构件强度不够,是不是就想着把填充率拉到百分之一百啊? no! no! no! no! 点赞收藏关注!今天的分享一个积累上万小时打印经验的实用技巧,既能提升结构强度,又能节省材料。 很多人习惯将填充率直接拉满到百分之一百,以为这样能获得最强结构。但实际上,这种做法不仅会大幅增加打印时间和耗材消耗,对强度的提升效果却往往事倍功半。想要高效增强零件强度,关键在于增加强层数,这才是更根本 更有效的方法。同时,在填充方面选择合适的填充方式,也能在节省材料的同时获得更好的立学性能。我通常建议将模型尺寸、形状和使用需求灵活调整, 别忘了同步增加顶部和底部的层数,以保证整体一致性。填充方式推荐使用立方体填充,填充率控制在百分之二十到百分之四十左右即可。平衡强度与效率。如果模型中有连接键、螺丝孔等需要高强度的局部区域,也无需整体提高填充率。 借助切片软件中的修改器功能,可以针对这些部位单独调整填充参数,实现精准强化。具体操作步骤大, 大家可参考我讲解局部填充设置的那期视频,里面有详细教程。如果你有闲置的三 d 打印机,欢迎在评论区留下你的设备型号,让有代打需求的用户能直接找到你。同时,如果你在三 d 打印中遇到任何技术问题,欢迎点赞收藏、关注,并在评论区留言,优先处理粉丝问题。 最后,如果你想更深入的进入这个领域,无论是采购设备、挑选耗材,还是想搭建自己的三 d 打印工作室,甚至规模化农场,都可以联系我。从设备选型、场地规划到网络和线路的专业搭建,我可以提供一站式解决方案帮你高效启动。
 03:38查看AI文稿AI文稿
03:38查看AI文稿AI文稿三 d 打印冷打板是什么?有哪些优点?哪一款更适合你?我们现在购买三 d 打印机随机自带的打印板一般都是 p i 板,具有耐高温、耐磨、粘附力强、不易磨损等优点, 适合绝大多数材料和模型的打印,所以得到了广泛的推广和使用。但是 pei 板材有较好的模型粘附力,它需要的加热温度是比较高的,随着热床温度的升高和打印时间的延长,耗电量也会显著增加,尤其是拥有多台机器和长期使用的用户, 这笔电费那长期使用下来也是非常可观的。那有没有一种板子能够以较低的加热温度达到相同甚至更好的模型年复率呢?哈喽,这里是新元灶功法,今天给大家介绍三 d 打印低温增温板。 本打板相比其他打印板只需要较低的热床温度,但是却能达到相同甚至更好的模型黏附效果,现在也得到了非常广泛的使用。那因此呢,它是备受三 d 打印用户的喜爱和追捧。 因为我们在更换冷打板之后,热床的温度相比使用其他打印板能够降下二十度,那么长期使用之后,这个电费是实打实的省下来了。那今天就以必需的这两款冷打板给大家进行讲解和演示。 这两块板子分别是冰川和冻伤,那光听名字就知道相同温度时,冻伤的模型吸附力更强。我简单介绍一下这两块板子的参数。 冰川冷打板表面比较光滑,适用范围广,支持多种材料的打印,哪怕是打印部分工程耗材都有非常不错的黏附力,并且呢必须是在包装里面附带了 ar 码贴纸, 镂空蜂窝的设计能够有效隔绝热床温度,当打印完也能直接取板。清洁维护的方式也非常简单,用酒精擦拭或者用水加洗洁精清洗都可以 冻伤。冷打板的表面比较粗糙,并且仅支持 pla、 ptg 和 abs 这三种材料, 但是它的模型粘附力非常强,比冰窗的粘附力高百分之二十。打印 pla 时热床温度仅需三十到五十度, ptg 仅需五十到七十度, abs 是 一百度。那么经过我的实测呢,打印 pla 时仅需三十度就可以把模型牢牢的吸附住, petg 仅需五十度也能够把模型牢牢的吸附。清洗的方式就是用水加洗洁精清洗,冻伤是不可以用酒精擦拭的,这一点大家需要注意。冷打板的打印效果是非常不错的,如果打印机使用频率较高,并且进行长期的使用, 那么冷打板我是非常推荐购买的,可以提高模型打印的成功率,并且一块板子才几十块钱, 那么这个电费很快就可以把这个板子的钱省出来,后续呢就可以明显的降低打印机的使用成本。 那如果平时只打印 p l a t g a b s, 那 么买冻伤就完全足够了。如果偶尔也会打一些工程材料,比如说碳纤维、尼龙、玻纤这些材料,那么我推荐买冰川, 或者两种都买也可以。冻伤就用来打印 p l a p e t g a b s, 然后冰川就用来打一些其他的材料,都是非常不错的。这里是新月造功法,那我们下期视频再见,拜拜!
420星月造物工坊 01:22查看AI文稿AI文稿
01:22查看AI文稿AI文稿很多新手是不是刚入坑三 d 打印,一开机就遇到这个玩意,打印机边缘翘起来像个小弯月,严重的时候直接和平台分家,今天教你搞定新手头号难题,翘边!其实翘边就两核心原因, 要么是打印机和平台粘不牢,要么是冷热收缩硬币不均匀。像拓主打印机,虽然自带调屏,但没做好细节照样翘。 其实三步就能解决,亲测有效。第一步,清洁平台加增黏,这是最省钱的招,用无水乙醇擦拭一遍平台,去掉油污和灰尘。 pla 直接用原装的拼板 abs pdd 涂一层固体胶,粘的死死的。 第二步,优化第一层参数,记住三个关键,速度降到二十到三十毫米每秒,温度比正常高五到十度,平台温度也别偷懒, pla 调至四十到六十度, abs pt g 直接拉到八十到一百度。 第一层粘牢了,撬边就少了一大半。第三步,校准平台透珠,直接打开,自动调频大件撬边,严重的话直接开裙边,完美兜底。怎么样,就这三步,新手也能搞定撬边,记得点赞收藏,我们下期见!
 11:30查看AI文稿AI文稿
11:30查看AI文稿AI文稿玩小伙伴们的三 d 打印,大家好啊,经过上期的学习呢,大家对玛雅这款软件的基本操作 应该已经了解了,那么好,这一期视频我们将会从实力出发去复习和少量的学习一些新的内容。 好,我们今天来做这个精灵球,我们先创建一个球形,还记得位置吗?来复习一下第一期的内容哈,多边形选线卡下第一个几何体, 第一期里讲过的啊,点击创建球形几何体,如果你点完了,他没有被创建出来啊,请翻回去看第一期。好,我们按五实体显示,按 f 拉进视窗。 好,我们接下来要介绍一个非常重要的东西,就是右侧的属性栏,属性栏就很好理解了哈,是平移、旋转和缩放的初始位置,当你创建一个模型,它在坐标系的零这里 就是它的原始位置。好,我们切换到移动工具,可以看到它三个箭头分别对应三个颜色,在四川的左下角有一个图标, 有 x、 y、 z 三个方向对应的颜色,同时 x、 y、 z 也对应右侧的属性栏。好,我们看一下它前六个属性栏分别对应移动和旋转。 他的默认数值呢?是零,我们可以点击输入,或者按住输入的位置向下拖,就可以把它全选,我们现在给他一个十,这个球已经被移动到其他的位置了。好,我们再全选, 放在数值栏上,按住不要动,向下拉,选中所有我们要修改的数值,把它改成零,这个球又回到了原点。 下面的缩放数值比较特殊,他的默认数值是一,也就是软件内一个单位。这个就很好理解了哈,如果一个东西他说的体积是零,那这个东西他就不存在体积,所以他的默认体积呢,是一, 可以看到我们把它改成零,这个东西就消失了,它还存在,但是它已经没有体积了,因为现在它的体积是零。 shift 点住输入框脱选 好,我们把它改成一下面,开始进入制作环节。可以看到呢,我们制作的时候把它放在这个网格上,是非常不利于观察的, 所以呢,我们要把它拉高一点,拉到这个网格上方,这个网格呢,上方是正向,下方是反向, 在我们模型制作的时候呢,要把它放在正向的地方去进行制作,当然玩三 d 打印的话,这个无所谓哈,只是提一下。好,我现在要讲一下,做模型很核心的一个重要的思维方式 就是堆积木。建模的方式呢有很多种,但建模的思路才是最重要的,你们可以在网上看到很多种啊建模方式,但没有人会去告诉你哪一些是核心,哪些是技巧,而搭积木 就是建模核心中的核心,你们可能看到很多的大神在那里操作,但是却不知道发生了什么,这个模型突然就在你眼前呈现了一个非常好的状态, 就是因为他没有讲他建模的思路,有一种种原因呢,他们不会去强调这部分东西, 让你们咻的一下就划过去,所以这个东西才是你自学的难关。好,话不多说,我们来继续建模,我们可以看到这个精灵球,它的中间有一条黑色的腰线,我们先把它的腰线 拼出来。好,我们把球的 y 轴拉高五个单位,可以看到他的腰线呢,像一个压扁了的圆柱体,我们用球体遮挡住他的中间部分,那么他是不是就是一个裤腰带啊?那我们就用一个圆柱体 来制作他的裤腰带。好,我们继续看他的侧边篮,刚刚我们已经把这个球体向上拉高了五个单位,也就是我们的 y 轴, 依旧是看左下角轴向提示哈,把外轴提高五个数值,这个圆柱体呢也向上提五个数值,他们两个的中心位置就在一起了,然后我们把它进行单方向的 缩放,还记得怎么操作吗?按 r 键,然后调整上下手柄,把它进行单方向的压缩。好,这个宽度差不多了, 那可以看到我们的这个球体呢,和这个圆柱体他俩的直径是一样的,这就是我说的软件中的一个单位,他们的单位是一样的。好,我们现在想让这个腰线呢宽一点,那我们就对他进行一个整体的说法, 注意右侧的数值,它的缩放数值是已经有变化了,这个不难理解吧,大于一个单位,它就会宽出球体。好,这里再讲一个操作, ctrl, 记得吗?它是一个可以减选的数值,在这里操作这几个工具呢,也可以进行减选,我们按住 ctrl, 按住我们不想缩放的那一个轴向的控制手柄, 然后去拖动,就会发现在你按住 ctrl 的 时候,同时拖动你不想去调整的那个控制手柄,他只有在你选中的这个轴向上不会发生变化,从而我们可以保证单轴向不变, 去调整它的整体大小。就比如现在我们已经确定了它的宽度了,那我们就可以按住 ctrl 进行拣选这一方向,让其他的方向进行缩放, 可能比较绕哈,大家需要理解一下,去把它吃透。好,我们看一下这个腰线它是什么形态,让我们可以更好的理解搭积木的核心。好,我们把球体移开,可以看到了这个腰线呢,它其实就是一个被压扁了的圆柱体, 但是在外面看来呢,它就是一条腰线,所以有时候你并不需要去在一个模型上去抠出来一条线,用拼搭的方式就可以让它产生一条很细的细边。好,我们开始制作它前面的按钮, 仍然是一个圆柱体,这里进行一下加速哈,把它向前旋转九十度,旋转的命令记了吧,不做提示了哈,你们自己思考一下,加深一下记忆。 这里呢有一个技巧,现在我们把它转动到九十度,但是我们怎么能确定它一定是九十度呢? 啊?看侧边的属性栏这里,这个就是他的度数。那么好看,我们在转动这个轴向的时候,右侧的那个数值呢,也会跟着变,就证明我们现在调整的就是这个轴向的数值,当你们熟练了这个软件之后,看一下颜色, 就可以知道他对应的是哪一个数值。好,我们给他一个九十度。好,我们再把他向上拉,然后注意右侧属性栏的数值变化,右侧发生变化的数值就是他的轴向。 好,我们把他的 y 轴和球体一样都改成五,他们就处在一个高度了,我们再把他向前拉出来, 方便我们对它进行调整,然后切换到缩放,把它整体缩放,还记得怎么操作吗?点中间的那个控制手柄,好,现在再把它拖回去。 ok, 我 们按钮的底座就完成了。 那么好,我们制作上面的按钮的时候,是不是还要拖出一个圆柱体,然后这样继续操作呢?其实这里就可以不那么麻烦了,还记得我们上期讲的复制命令吗? ctrl d 把它复制一份,我们就会得到一个和底座同轴向的啊圆柱体,也省去了我们很多的麻烦。用移动工具把它拖出来,切换到缩放工具,对它进行缩放。 好,我们的按钮就初见雏形了,这个凸起的高度呢,我们觉得合适。好,我们按住 ctrl, 记得 ctrl 的 作用吗?他可以简选这个走向上的操作,让他不会这样啊,凸出来很多啊,可以看到哈,我们的整体大小在缩放,只有我们 ctrl 简选的这个这个方向,他的缩放是不会变的。 好,我们的精灵球制作完成啊,这里呢,我要分享一个三 d 打印的技巧,就是这个高度在软件里看上去比较合适,但是如果你做的模型呢,实际打印的尺寸比较小, 尽量要把这些结构呢做的夸张一点,也就是说让他更突出一点,比如说这个精灵球,他的腰线可能嗯是薄薄的一层,但是我们为了打印出的最终效果,我们可能要把他 加大一些,让他凸出来的更多,包括这个按钮,让他凸出来的更多,打印出来的效果才会更好,但是也要适量哈。好,我们用搭积木的方式完成了这个精灵球的制作, 这一期呢,主要也是带你们复习一下上期的。呃,学习内容 和讲解一下右侧的属性栏,但最主要的呢,是你们要熟悉上一期教你们的那些操作,把这些最基础的走啊跑啊跳 都熟练掌握,这样我们才能去打小怪兽。建议大家呢,把前两期的内容完全练熟悉, 再进行下面的学习。根据我的经验呢,如果你不把这些基础的东西练明白, 后面的学习将会非常吃力。后面的学习呢,我将从实战角度出发,摒弃掉那些花里胡哨的东西,真正做到只讲实用的东西, 让你们可以更精准的学习到玛雅这款软件如何制作手办并且打印它。下期呢,我们会讲如何保存和导出 好,这一期视频就到这里吧,如果在学习中有什么不明白的地方,在评论区留言,我会尽量回复大家,大家点赞、关注,收藏,万一哪天就更新了呢?
9原味薯片









