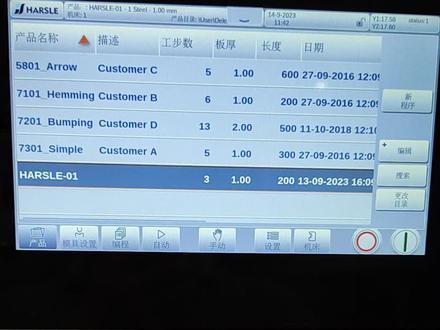
奥斯玛折弯机53t怎么重新编程

粉丝370获赞2049
相关视频
 03:07查看AI文稿AI文稿
03:07查看AI文稿AI文稿下模怎么编程啊?依然是点击床上模,下模进入下模的列表,点心 外形默认就是标准就行了啊,有很多选项,正常的微吗?你就选标准,然后命名,你说我这个槽是微十的是吧?我就命名微十, 然后你点接受宽度,宽度一定要注意一下啊,像正常我们现在使用频率很高的这种双微的下面带导轨底座的这种模具 啊,其实他的宽度是三十九啊,如果说你你,你现在直接输入三十九,他可能系统默认的,他会把你的这个微潮放在这里,那么你的安全距离就会变成了这一段,所以是错误的。 呃,你,你就直接输你使用的这个槽,我们正常是用那个后面里面这个槽啊,这样折正板刀的话方便一点。你直接输入这个槽的中心到这个模具后面的边缘乘以二的这个距离, 你就把它输入成宽度,这样的话他这个后档料的安全安全距离就会很准确的啊。识别 那我们这个 v 十的槽,它这个 v 十槽口一半,槽口一半大概是五毫米,后面还有一毫米的边,那所以五加一就是等于六嘛,我就六乘二,六乘二等于十二。然后高度 高度呢?也有两种情况,你就看你平时你你的模具怎么编辑的。 呃,有可能你是从这个导轨的这个底部到模具的平面,你设置的高度也有可能是从工作台的平面到这个模具的平面,那我们正常我们都是以这个导轨平面为准啊, 所以我的高度就是从这个底部到模具上面这一段的这个高度, 那我高度是四十六,所以我就直接输入四十六半径,就是这个槽的倒角,正常也在一毫米左右吧,小槽子那可能大,大一点的槽的话倒角会相对的大一点, 当然也可以修改啊,这个角度八十六度,所以我不用动微开口,我现在也是十也是对的啊,默认的基本上就是十。呃,如果你是其他的微口,那么你就把 把这里输入你相应的这个微潮宽度就行了,然后微底部有圆啊,平面啊,我们正常就选择标准正常的这种微潮主抗,像现在这个数控膜基本上都是五十吨一米的,这个主抗就是耐压值, 所以换算成毫米的话就是零点零五,零点零五吨一毫米啊,宽度,高度,半径,角度,开口,然后加主靠,这样就点结束就行了啊,这样这个 v 十的这个槽就编辑好了。
591折弯机激光机工厂臧长宏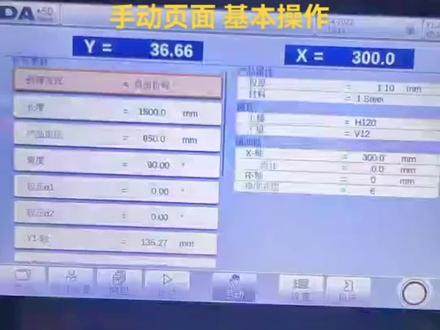 09:13查看AI文稿AI文稿
09:13查看AI文稿AI文稿d a 五三手动页面常规基本操作第一步,选择折弯方式,方式有四种,通常我们用的最多的是自由折弯好,我们选择自由折弯。 有人不理解什么叫自由折瓦,就是愿意改变角度,根据模具配置随便改变角度,这叫自由折瓦 好。第二步,长度,长度是你把料的长度,比如说你要折的把料的长度是多少?两米或者三米,根据你设备的长度来定,两米我就输两米。 修改完之后,产品定位这个地方一般是用在六加一上面,如果说你不是六加一这个东西,你可以不用管它,我们进入下一步输入角度,比如说你要求只有多少度?九十度,那我们就输入九十度,确定 下正 a 一和下正 a 二是你角度,下正就像输九十度折出来的实际角度是多少,比如说我输入九十,折出来是九十一,那就整体减一度负一, 他这个负一,你校正 a 一的时候, a 二会跟着同时会变。如果说你想校正单边,比如说九九十度, y 一那边是九十, y 二那边是九十一,那我想改 y 二,不想改 y 一,那我们可以把 y 一清明, y 二改负一,看到没有这个数字, y 轴的数字会跟着变,确定,然后这个 y 一杠轴和 y 二杠轴,这个后面的数字是他 歪着下来到这个点的这个位置是多少?是这个数字从哪里看呢?从我们的右上角这个地方看,我们竖完之后 运行踩下来,比如一百三十五点二六万一万二,一百三十五点三五,我们这个位置会显示万一走到一百三十五点二六万二,走到一百三十五点三五,这是他的下实点,就说到了位置停。速度转换点是他变慢速的一个点, 就是滑块。打个比方,这个地方现在我系统显示的是三十六的位置,差不多这里很明显可以看到。 比如说我输过五十,等着他下来五十速度转换点,输过五十的话,他会下来到五十的位置,然后变慢速往下降,或者是输一百到一百的位置变慢速往下走。通常速度转换点 可以自己计算,不用我们认为去修改,如果说你想去修改他的话也是可以的,但是他的速度转换点不能大于这个下死点,不然的话你踩下的时候他会直接压到你模具 围城是他踩下去起来的高度,比如说我到下十点起来二十,那我会整数出二十,如果说你想起来一百,我就输一百,因为有的人他想拿料子出来,根据你的料的挡边来算,如果挡边大,你把开给我打大一点, 现在是九十,然后灯位是自动计算的,不用你去接收杆速度保压实践 这个是也是自动计算,也不要你人为去修改,但是你是不锈钢的话,人为就自己去加一点,或者是让他自动计算也行。邂逅是他的邂逅距离,什么叫邂逅距离呢? 是他踩下来压到你把尿之后抬起来,然后再回沉的一个高度,比如说他现在的零点零六,他压到了一百三十五点二六,就是我歪轴的位置,到一百三十五点二六了之后,然后他会起来六十点标志回到一百三十五点二的时候突然加速向上, 这是他的这个速度,像这个大版的人可能会用上,用的上 大阪,我们会有的人会加那个七轴,就是带翻卷轮围去把他推走的话,就说如果说像这个地方,我们线和距离改长一点,也是可以慢慢的让他倒下来。但是如果线和距离短的话,他突然加速向上,大阪会突然往下 一个力,这个力如果不卸掉,有时候可能会产生一些安全事故。好速度,这个速度是我们这个恭敬的速度,通常他是自动计算的,不要我们认为去修改, 你也可以修改,但是他有里面内部参数,会设定最大是多少,现在这台最大是十二限额,速度也是内部设定的最大值是多少,他也是十二,这个是自动计算的,不用人为去修改。他 你可以改小,但是不能改大,因为内部已经受死了,你改小你改成一也行,或者改成零点一也行,但是这个速度很慢,可能有时候你用的时候才知道,然后这边有一个等待撤回, 等待撤回是什么呢?通常这个功能在自动里面用的上,在手动页面基本上不用,他这里就不讲解了,今天只讲手动页面。 好板厚,板厚是你现在要折的那个板的材料的厚度,比如说一点零或者一点二,一点五,比如说一我就收一, 你输了之后看见没有,他会自动计算的位置都会跟着变,你要歪着的位置,因为他你的厚度不一样,他可能计算的位置不一样,速度转化点那东西他都会跟着变,吨位, 卸合距离,还有角度不长,都是自动机上的,然后材料你看啊,现在一个货的货度,然后下次点位置一三五点四,然后压力值十五点一。如果说我改的不锈钢的话,他的压力会更大,然后下次点的位置也会跟着加大, 看到没有?这是一点零的不锈钢,然后压力他变成二十四点三,卸合距离他也跟着加大。如果说你是铁板,那你就用铁板, 然后上模和下模,选择模具库,我们点它,你里面哪一个上模是你现在上面装的,这个上模是哪一个你就选择哪一个。比如我现在是一百二下模,同样上面装 是哪一个就选择哪一个。比如说 v 十二好 x 轴是什么呢?是你获档量的一个位置,就是你的档变,比如你十或者二十,二十的档变在二十的位置走一万,你就说二十 好,输入二十。退让是什么?通常就机制型的时候可能会用上,这个先不讲解的,时间太长了,退让一般不用你去管。如果说你有飞镖的弓箭,可能会用的上机制型, 通常 g 字型会用得上二轴零二轴是什么呢?是你后挡掉,后面的定位的挡掉,比如说往前往后是 x, 但是后挡掉还有上升和下降,上升下降的时候这位为二轴零位,基本上是 你现在的模具是平的,出泥的时候他这正好跟橡膜一样平,那个时候你的挡,你的挡子会挡到你的板料,然后网络补偿, 老度补偿是你的机械补偿。如果说你折弯的时候中间的角度大,你这个时候你会自己去轮回修改或者自动计算,因为自动计算他是有误差,但是这个误差会有一个范围,比如说我两头九十度,他自动计算出来了之后,中间可能会在九十一度 或者九十度半,或者最大也最多会超到九十二度左右,用尾去修改。这个修改怎么修改呢?移动, 比如说这九十度中间大了两度的情况下,我怎么修改像这个微口,这个微原是十二一度是多少呢?我的老婆是补偿,那就是六,那我的朝那就根据朝口的一半,比如说我现在是六,追出来中间大了两度,那我就要 加十二,那就是十八。但是带梅花是可以运行的,因为我现在是自动计算的,如果说老杜补偿不带自动计算的话,他就不会带梅花。你修改他的时候,如果说他是在自动计算的,你修改他他是会带梅花的,但是也可以用 通常这个地方计算出来的,不会差这么多。好,现在按点运行,获得了到二十的位置, r 轴零位跟模具一样平。好,我们踩一下。 啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊啊 好,这样可以使用了。
 01:34查看AI文稿AI文稿
01:34查看AI文稿AI文稿今天我给大家讲解一下自动程序怎么去建程序,点击产品,然后选择新程序产品自己命一个名称,比如说是 选择必须要值得版后一点 选择材料类型,四不锈钢选择接受, 然后根据你实际用的上下膜来选择上膜,下膜也是根据你下膜的开口来进行选择,选择编辑 选择需要折弯的长度,需要折弯的角度,需要回升的一个开口高度,然后所需要改一下 这边就是后到来了一个退让距离, 退让阿洲正常管引领可放第一档至第二档至,然后选择自动,然后开始预警直行键就可以了。
 01:11查看AI文稿AI文稿
01:11查看AI文稿AI文稿点击下模,你会看到库存模具,建立新模具,点击右边心,点击 id, 输入模具名称, 点击接受进入。第一个是模具宽度测量,是槽口中心到磨边距离八一半是八,宽度输入就是十六,输入 下面是模具高度工作台面到模具上端测量一百一十二,输入高度一百一十二, 下面是模具半径,一般是零点五,这个是下模开口角度八十二度, 输入八十二,观看下魔威幺幺,点击微开口十一 下模阻抗,一般输入零点八,点击结束完成,可以观看下刚射模巨一。
212东海裕祥 01:44查看AI文稿AI文稿
01:44查看AI文稿AI文稿点击机床进入,看到左上角上下模,点击上模进入,你会看到右边无新程序显示索要开锁,点击锁,输入密码一四七五三,打开,设置新模具时点击新, 直接点击 id, 输入模具新名称,比如一 输入,点击回车键确认,确认无误后点击接受进入。 首先我们从上开始观看到高度观看右图指示测量模具一百五十,点击输入一百五十,下面角度是模具角度, 很清新,看到模具八十度,点击角度输入八十度,下面半径是模口半径,看到模具上零点五, 点击半径,输入零点五, 下面宽度是指模底宽度,这页控制档指最小值,测量中心刀那边是五, 点击宽度输入时,这也决定后档最小开到五,这个是模具阻抗,我们一般直接输入零点八, 点击结束退出,你会看到刚建的模具。
343东海裕祥













猜你喜欢
- 1958许为平