方通切管怎么给r角

粉丝4022获赞1.6万
相关视频
 00:27查看AI文稿AI文稿
00:27查看AI文稿AI文稿今天来演示一下切割管材方法一,来回旋转刀具轻松切割不费力。方法二,我们常用的直接切开。 方法三,旋转管材切割,转一圈两圈依旧丝滑不费力,切割成功。
 00:29查看AI文稿AI文稿
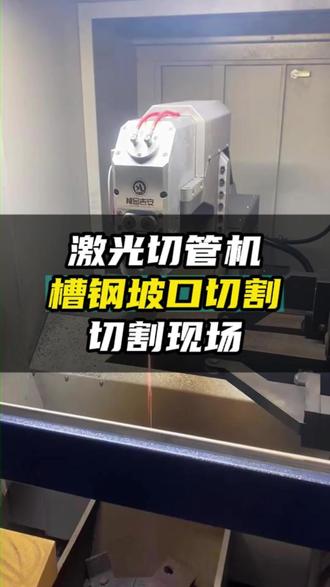
00:29查看AI文稿AI文稿有粉丝问曹刚的四十五度角斜切用激光能不能切?那可以看下湖南的这家金属加工厂,他们需要在曹刚上开两个圆孔,然后斜切。四十五度用的是我们二二零卡盘的坡口机型,通过特制偏摆结构,最大呢可以实现正负四十五度以内的坡口斜切, 从而避免后续管材拼接时来自壁厚的干涉,让曹刚对接无缝隙更加轻松,焊接后的承载力与稳定性也更好。
 02:44查看AI文稿AI文稿
02:44查看AI文稿AI文稿一招帮你解决氧气切割弹夹管切割重型管、容易烧边烧脚、拐角不完美的问题,方法特别简单,走这个。先说结论啊,这个方法就是说利用软件里边的这个叫等缺点的功能, 什么叫冷却点呢?我们先给他点开,点开冷却点之后呢,会有这么一个对话,前面叫尖角冷却,十五到一百二十第一季,他的意思就是说呢,在十五度到一百二十度之间的这个角度的拐角,给你加上这个冷却 冷却点,然后呢引入点冷却,就是这个默认勾选就可以。大家看一下我点击确定之后会有什么效果,我这个图纸哈,我现在点击一下确定 现在看不出来,也有点不太明显啊,我在二维编辑里给打开看一下哦,看到了吗?我给放大一下,这个位置有个红色的小点点,这个位置呢就是冷却点,他的意义呢就是说切割这个孔的时候呢,在我鼠标点的这个位置开启激光,激光是这么走的, 走到我这个白点这个位置之后呢,会吹气降低这个部分的这个这个部分区域的这个温度,进而达到这么一个冷却的功能。 它的用途也非常广泛啊,在很多复杂的包括带有拐角的类型的这个孔都会用到啊,这个孔也是也是这个这么个道理,从这进刀进激光,然后走到这个位置呢停光吹气,然后呢走一圈, 它这个既然有吹气啊,就有个这个具体的吹气时间,这个冷却时间在哪里设置呢?是在这个图层里边看不到啊,图层图层里边呢, 这个下边有个冷却延时,这个按照这个现在这个设置的这个数据来看是四百四百毫秒就相当于不到半秒的时间,相当于零点五秒吧, 他这个时间呢并不是说越长越好,因为时间长了会浪费你整体的这个加工用时,影响你的切割效率。一般来讲呢是在零点五到一秒之间,也就是五百毫秒到一千毫秒之间嘛,一千就算多的 好,点击一下确定就可以。那么就是说一会切割的时候呢,这个位置进刀到这个位置时候,他会停留四百毫秒,然后再切割进行一个四百毫秒,这个四百毫秒冷却这个时间再进行切割。 我再补充一句,啊,冷却器上面有个啊,冷却器上面有一个叫冷却器,冷却器是可以选择的,可以选择氮气或者选择氧气, 但是说有一点需要提醒的是,你选择氧气的话,你的设备要第一要接入氧气,第二这个氧气要确保打开,选入氮气的话也要进入氮气,氮气也是确保打开的状况,要不然工艺进行到冷却这个位置的时候, 你的气体没有打开,他需他会报警或者说报错了,这样的话你的功能就失效了。好,今天就说这么多,牛逼,牛逼。
18小浩🇨🇳 01:45查看AI文稿AI文稿
01:45查看AI文稿AI文稿机关切割画图练习 y r 角折弯管快速画法,把这个擦掉,新建个零件拉伸画矩形好,修改一下尺寸,这里两百,这里三百, 好把这上面一根线转为构造线,打勾,确定好实体,这里是三十,做一个三十的方管,然后这一个也是三三十, 接着导圆角,这两个边哈导一个三十的圆角,然后再给广加一个二角一点五,这一些边选上 好,接着转钣金,选择第二个,这两个面去掉厚度值一点零,接着扯裂边,扯裂 选择这里的四条边 啊,再做一个草灰头链, 另一边也是一样的,做一个镜像好,接着涨停, 选择这一个,再选择这一个好打勾,这样的话这一个咱们的切管下料图就做出来了。
288小刘爱画图 05:21查看AI文稿AI文稿
05:21查看AI文稿AI文稿啊,大家好啊,有兄弟给我留言,说他这个切比较细的小细管的时候呢,无论怎么调都会有烧穿的这个现象,今天正好有机会,我手里边有个这个小细管,我的细管呢大概是多少呢?我量一下啊, 我上后边量细管的直径大概是三十二点三十二点五吧,三十二点五左右, 今天给大家分享一下切割这种小细管呢,简单注意几个事项。首先第一个呢是你的这个切割工艺的选择方向图层里边的这个切割工艺呢,这个功率曲线啊,就像我之前讲到的,一定要给它勾选上,并且这个功率曲线呢与这个 不同,就是比较粗大的管的功率曲线呢,还有一定区别,区别在哪呢?就是说这个功率曲线呢, 你这个不同的速度对应的不同的功率呢,都要适量的降低,就像我之前切的这个七十六的管子,对应的这个功率,大家可以参考一下,你们可以对应一下啊, 这个功率都有所降低,你像功率在零的时候呢,它速度是零的时候,功率是十九五十四的时候呢,对应的是百分之二十七速度,这个速度百分之百的时候呢,功率只有百分之三十三, 我这个呢是三千瓦的切管机,如果说是六千瓦的切管机的话呢,这个切割功率啊,还会有相应的变化,只会低不会太高,因为他这个切割这个 啊,怎么讲?速度调节里边功率曲线,这个切割功率如果高的话呢,直接影响他的这个后边烧穿的这个情况啊,这是第一点,第二点呢就是说 你这个切割这种小管子的时候呢,尽量选择这种小喷嘴,我给大家看一下啊,我选用的是这种单层的一点二的口径的这个喷嘴,这种小喷嘴啊有个好处是什么呢?就是说 你去去除里边内部毛刺和这个金属飞溅的能力比较强,如果说这种小管,看这种小管,大家就说切割完之后呢,不太方便打磨的话,如果说有毛刺的话,很容易造成这个废品,因为你手伸不进去嘛, 非常细嘛。这么说不知道大家能不能理解啊,这是第二方面选择小分子方面。第三个呢就是说你的切割气体方面, 如果说如果说你的这个切割气体啊,选用的是这种压缩空气,那么你的压缩空气的这个 这个压力呢,最低呢是不能小于十五公斤,也就是一点五兆帕,如果说是氮气的话呢,也是参考和空气的一样的标准。如果说这个切割气体的压缩对这个怎么说?辅助气体的这个压力比较低的话,他这个吹出毛刺的这个能力呢也会相应的降低。 好,我们接下来按照我这个切割工具呢实际给大家切割一下,试一下,看一下具体是什么样的切割效果。 切割这种小的管子呢,尤其是比较细的,比较软的管子呢,如果说你这个对精度要求高的话,一定要记得加寻踪啊,一定要加寻踪功能。 好,我们切割完毕了,我们进去看一下,这个没有切断哈,我给我给它切断,拿出来大家看一下,比较明显 啊,卸一下,拿出来, 大家可以透过我的镜头看一下啊,这是我刚刚切割下来的背面呢,没有烧穿厚度呢,这个是一点四左右吧,完全没有烧穿,我们看一下毛刺情况啊。 呃,看不太清楚,这样能不能看清毛刺情况其实还是没有问题的, 如果说你这个对这个要求比较高的话呢,你可以用这个气箱啊,再将里边吹一下,要求不高的客户呢,直接可以拿下来就可以用了 啊。内部呢,有点烧点,并没有烧酸啊,内部是因为它这个金属废件所所那个喷上的。好简单,再给大家做个总结,切割这种小细管的时候要想不被烧酸,注意哪方向的问题呢?第一个切割工艺里边呢, 切割工艺里边的这个功率曲线要做相应的改变,第二个呢就是你这个喷嘴的选择,第三个呢就是辅助气体的压力。 好,今天就给大家分享这些,过两天呢给大家分享一期春节放假前你的激光切割设备都需要做哪些事项,以确保节后的正常生产,请兄弟们敬请期待吧,拜拜。
36小浩🇨🇳 00:53查看AI文稿AI文稿
00:53查看AI文稿AI文稿大家在切割过程中碰到拐角碰头怎么办?今天给大家来讲解一下。首先第一步,检查喷嘴陶瓷体是否有损坏, 检查完喷嘴和陶瓷体没有问题之后进行。第二步,电容标定和闭轴中心标定。第三步,打开工艺,找到管拐角,打开,启动管拐角工艺设定,把拐角修正高度调到一点五到两毫米, 下面 b 对 b 轴进行限速,填上合适的速度点确定。接下来咱们进行切割测试。 关注我,带你了解更多激光切管小知识!
 00:38查看AI文稿AI文稿
00:38查看AI文稿AI文稿有粉丝问这个拼接棱角这里为什么切不好,怎么办?因为这里是个棱角,所以在连续切割这个棱角时,会有看起来停顿的现象,从而破坏切面的锋利度。一个好的办法就是分三刀切, 小编用这个图来示范一下怎么操作,我们给这段轨迹加上端面补全,选择上轨迹,点击优化,点击端面补全,把刀路从一刀切变成三刀切, 然后选择上孔的轨迹,点击镶冠孔,选择一般镶冠。这里加镶冠是要管材的切面,跟图纸的结面一致平行,不加镶冠的话,法向量是垂直于管面的,切出来的切面就会有锥度。还有什么不懂的欢迎在评论区留言哦!
14小步数控.杨工 00:19查看AI文稿AI文稿
00:19查看AI文稿AI文稿激光切割方管弯圆弧角切割教程,先画出方管宽度,以方管宽度为半径,画四分之一,沿着圆的周长滚动到第二条边,再回归线的中心点,以中心点分成两圆弧,去掉蓝色部分,看样品接口非常完整,折叠起来基本完全吻合。想要学习激光切割工艺技术的同学可以私信我。
 03:28查看AI文稿AI文稿
03:28查看AI文稿AI文稿最近有人问,像这样一个可以展平的一个方管在 solo box 软件当中该如何进行一个制作,其实操作方法呢,很简单啊,一个视频呢教会大家,在上课之前我也准备了关于 solo box 去 全套的练习题图纸,以及每套练习题的一个教学视频,包括呢,像我们的画好的零件图纸啊,都在这个其中,需要同学扣三个六,直接打包带走。好,那接着开始我们绘图过程,接着点击我们上方选择去这个新建零件,点击 ctrl 加 n 确定,确定好之后啊,点击基础面,选择草图位置,点击画直线,先做出整体形彩的一个大致路径好点水平框选一下,选择相等约束给好我们的一个尺寸大小的话呢是一百五十, 点击给定这个大小,一百五十好走,这边点击上方选圆角,命令大小为一百,然后框选下方,点击确定右键选择进行完成,再把圆弧改成我们的构造线。 好,这里话啊,点击使用线段命令,点上方工具,选择草图工具,点击线段命令,选择当前的曲线部分,这样进行一个等分点数的话呢是七个点,点上方选择打勾 勾,选好之后啊再画直线,从上方位置不断的往下方连接做直线啊,并且连接好好, 这边也是一样,分别进行一个连接好,连接完之后点上方选择退出草图,然后点上方选择焊件,点击结构键点击, 然后选择为这个国标型材库,然后类型呢,我们选择为方管大小,我们选择为四零乘四零的一个型号,点击建立新组,然后依次选择这些直线的线段,分别进行选中好,这边依次点击选择 好,把它全部呢进行一个选上好,选完之后第一个啊下方呢这要选择我们的一个间距和距离,我们输入大一点,给到一个毫米点击 好,同时下方我们找出这个轮廓,找出了我们所用的位置,点击左侧这个点位,让他处于这个边线和点的重合的位置,点上方选择打勾,做出这样的形状, 在这个时候啊是不能进行一个展开啊,我们要做一个钣金点,当前草图选上方,钣金命令选择肌体法兰,选择了我们的一个深度的话是成型到顶点, 点击右侧这个点位选中点击好,同时左侧这边也是要点击方向二,激活成型到顶点,点左边点位点击好,同时反转一下板机的方向,让它朝里面好,然后点上方进行一个打勾,但是啊这个时候呢还是不能进行一个展开的, 因为钣金和我们的这个方通的话呢,属于两个实体啊,两组实体好,我们把它进行一个显示,显示之后我们点上面点,直接编辑选择组合命令好,直接框选所有位置,然后选上方添加作为单一实体去使用 好,这时候再点钣金,点击上面选择展平,那么他就可以进行一个展开的啊,一个操作,最后给我们的零件呢进行一个上色选择,外观上颜色 拖动放置好,点击到实际上方,那么这个模型我们就完成了这个会制。那本节课我们就先讲到这个地方,那么我是青木老师,我们呢就下节课啊,再见。
 04:18查看AI文稿AI文稿
04:18查看AI文稿AI文稿这个得利西几轮重型省力切管器,大哥你可千万别乱借乱借,别人用过之后可能真的就不是你的了, 你像咱们家里边有个什么重活粗活,我跟你说还得是他,哪怕是女生我跟你说也能单手操作啊,你可以看一下老弟这边是左手操作的,你可以看一下是不是单手都能轻松拿捏 格力西大品牌品质我跟你说那是没得说,支持咱们开箱扫码验真伪的啊,运费险和七天无理由的通通给咱们安排上,让你直接后顾无忧啊!他呢,不管你是三二的五零的七五的管都能轻松搞定。他这个位置采用的是一个铝合金的材质, 手柄的凹槽处防滑的设计,我跟你说,干起活来我久握不累。就连他这个铆钉啊,都用的是 crv 隔环钢的,刀片的话是 sk 五合金钢的一个材质啊。他这个外面的图层啊,做了一个特福龙的图层,切管的话就像切豆腐一样 切出来的。这个管口啊,整体表面光滑无毛刺啊,你可以看一下咱们工地上这个水电工装修师傅,我跟你说那是必备的。关键是这个管口啊,整体表面光滑无毛刺啊,你可以看一下咱们工地上这个九毛钱起的价格啊。 大哥你还犹豫啥呢?链接我就放在左下角了,需要的哥姐直接搂他一单。这个得利希几轮重型省力切管器,大哥你可千万别乱借 乱借,别人用过之后可能真的就不是你的喽。你要咱们家里边有个什么重活粗活,我跟你说还得是他,哪怕是女生我跟你说也能单手操作啊,你可以看一下,老弟这边是左手操作的,你可以看一下是不是单手都能轻松拿捏 格力西大品牌品质。我跟你说,那是没得说,支持咱们开箱扫码验真伪的啊,运费险和七天无理由的通通给咱们安排上,让你直接后顾无忧啊!他呢,不管你是三二的五零的七五的管都能轻松搞定。他这个位置采用的是一个铝合金的材质, 手柄的凹槽处防滑的设计,我跟你说,干起活来我手握不累。就连他这个铆钉啊,都用的是 crv 格凡钢的,刀片的话是 sk 五合金钢的一个材质啊。他这个外面的图层啊,做了一个特福龙的图层,切管的话就像切豆腐一样 切出来的这个管口啊,整体表面光滑无毛刺啊,你可以看一下咱们工地上这个水电工装修师傅,我跟你说那是必备的,关键是这个价格真的是二十三块九毛钱起的价格啊! 大哥你还犹豫啥呢?链接我就放在左下角了,需要的哥姐直接搂他一单。这个得利希几轮重型省力切管器,大哥你可千万别乱借 乱借,别人用过之后可能真的就不是你的喽,你要咱们家里边有个什么重活粗活,我跟你说,还得是他,哪怕是女生,我跟你说也能单手操作啊,你可以看一下,老弟这边是左手操作的,你可以看一下是不是单手都能轻松拿捏 格力西大品牌品质。我跟你说,那是没得说,支持咱们开箱扫码验真伪的啊,运费险和七天无理由呢通通给咱们安排上,让你直接后顾无忧啊!他呢,不管你是三二的、五零的、七五的管都能轻松搞定。他这个位置采用的是一个铝合金的材质, 手柄的凹槽处防滑的设计,我跟你说,干起活来我久握不累!就连他这个铆钉啊,都用的是 crv 隔环钢的,刀片的话是 sk 五合金钢的一个材质啊,他这个外面的图层啊,做了一个特福龙的图层,切管的话就像切豆腐一样 切出来的。这个管口啊,整体表面光滑无毛刺啊,你可以看一下咱们工地上这个水电工装修师傅,我跟你说,那是必备的。关键是这个管口啊,整体表面光滑无毛刺啊,你可以看一下咱们工地上这个水电工装修师傅,我跟你说,那是一个价格啊! 大哥你还犹豫啥呢?链接我就放在左下角了,需要的哥姐直接搂他一单。这个得利希几轮重型省力切管器,大哥你可千万别乱借 乱借,别人用过之后可能真的就不是你的喽,你要咱们家里边有个什么重活粗活,我跟你说,还得是他,哪怕是女生,我跟你说也能单手操作啊,你可以看一下老弟这边是左手操作的,你可以看一下是不是单手都能轻松拿捏 格力西大品牌品质。我跟你说,那是没得说,支持咱们开箱扫码验真伪的啊,运费险和七天无理由的通通给咱们安排上, 让你直接后顾无忧啊!他呢,不管你是三二的、五零的、七五的管都能轻松搞定。他这个位置采用的是一个铝合金的材质,手柄的凹槽处防滑的设计,我跟你说,干起活来我久握不累,就连他这个铆钉啊都用的是 cr。
0精诚甄选









猜你喜欢
最新视频
- 9293梆梆爽