塑料溶脂的正确测试方法

粉丝63获赞208
相关视频
 02:47查看AI文稿AI文稿
02:47查看AI文稿AI文稿一天学习一种塑胶知识,今天要讲的是 pc 高溶脂和低溶脂的选材指南。 pc 注塑是不是经常遇到缺胶打不饱满开裂?不是材料不行,是没选对材料。 接下来带你一文了解选材问题。 pc 的 溶脂指溶体流动率,反映材料溶溶流动性,核心区别在于分子量、流动性与加工适配性的反向关系。以下是关键差异与选型指南一、核心性能差异 分子量与 m f 二、低溶脂对应高分子量分子链长产解多。高溶脂对应低分子量 分子链短产解少。流动性低,溶脂流动差,填充与排气难,需更高摩温量温,高溶脂流动好,易冲膜适合薄壁复杂结构与小胶口。 壁学强度低溶脂抗冲击韧性强度更高,缺口冲击长期零 k g m, 高溶脂冲击显著下降,刚性与韧性偏弱。热稳定性与耐老化,低溶脂热稳定性更好,长期耐热与抗水解更优。 高溶脂加工中更易热降解发黄,需严控温度并添加抗氧抗黄便剂。搜索与尺寸稳定性低,溶脂收缩率更低,尺寸精度更高,高溶脂收缩略大,精密键需更严工艺控制。 二、加工与应用场景低溶脂 pc 适合高抗冲后壁结构件,如水桶板材、大型外壳、高强度机械部件,注意排气与剪切控制。 重熔脂 pc 兼顾流动与强度,适配多数注塑件,如电子外壳,一般结构件工艺充口更宽。高熔脂 pc 适合薄壁复杂形腔针点交口,如光学镜片、微型零件、精密组件, 加工温度可略低,但需防降解与发黄。三、选型与工艺要点选型原则,高抗冲选低熔脂,易加工,薄壁选高熔脂, 两者不可兼得。工艺适配,低溶脂,高压高摩温、慢射速、充分排气。高溶脂,中压、中摩温、快射速,防过热降解。 四、快速选型参考后壁高抗冲件选低溶脂。推荐型号,一三零二、杠零五、 e t 三一一三等。通用注塑外壳,如家电数码产品选中溶脂,推荐型号, 两千八百零五、奇美 pc 幺幺零、沧州八一零五、狄仁幺二五零、外萨博幺零三二等。薄壁精密件,如手机中框工学支架选高熔脂,推荐型号, 科斯创、两千四百零七、奇美 pc 杠一二二、曙光 l c 一 五零零、科斯创、二二零五等。记得点赞关注哦!
147卓越的塑胶选择指南 01:28
01:28 00:47
00:47 00:43查看AI文稿AI文稿
00:43查看AI文稿AI文稿塑料溶脂是什么?溶脂越高就越好吗?塑料的溶脂是指塑料颗粒在一定温度融化后,溶体在一定压力下的流动速度,像挤出板材催塑产品一般都是选择低溶脂的材料,避免因为溶脂过高、流速过快而导致的产品不均匀或者无法催塑。 p o e。 推荐 产品较大、触摸多或者是做薄壁产品时,一般选择的是高溶脂的材料,防止注塑压力过大或打不满的情况 p o e。 推荐。而且通常溶脂越高,冲击性越低,透明材料的透明度也会更高,反之,溶脂越低,冲击性越高。在选择 p o e。 增 韧剂时,也建议你选择和主材料溶脂相近的 p o e, 因为溶脂差异过大,容易发生产品韧性不均匀或者注塑过程中填不满的情况发生。所以溶脂也是确保增润效果和加工质量的关键哦。
58仁塑·POE原料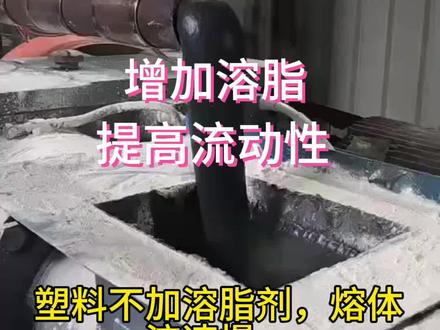 00:21查看AI文稿AI文稿
00:21查看AI文稿AI文稿塑料不加溶脂剂,溶体流速慢,挤出困难。添加溶脂剂之后,提高产品流动性,加快了溶体流动速度,表面更光滑。同时解决下游制品 花纹留痕问题。一吨加入三百克溶脂剂,提高流动性,降低注射压力,防止空胶更好成型,低溶脂料变高溶脂,解决生产难题。
15塑料助剂增光增亮 00:30查看AI文稿AI文稿
00:30查看AI文稿AI文稿今天帮客户测试一下这个 pc 的 水平料的绒绒指数仪,这款是我们七寸触摸屏的温度三百度,宝马一千二百克,然后切五次,间隔时间是十秒切一段, 我们已经测完了,看一下它的测试报告,这个测出来的话是六点三六个绒子。
 00:50查看AI文稿AI文稿
00:50查看AI文稿AI文稿老板们,你们具比 c p p 材料溶脂选对了吗?选 pp 除了看类型,溶脂也是关键,记住这几句,包你选对! 溶脂说白了就是 pp 的 流动性,数字越小,流动性越差,干性越强,数字越大,流动性越好,加工越容易。 低溶脂的 pp 一 体耐造,做打包、带、保险杠、周转箱,使劲造都不怕。中溶脂的 pp 固干性和流动性,日常的盆、碗、家电、外壳、管材,选它准没错。高溶脂的 pp 流动性贼好, 薄壁产品、注塑小件、纤维拉丝成型快还饱满。还有一个小窍门,想加 poe 增韧剂的话,选溶脂稍高一点的 pp, 相溶性更好,加工更顺畅。 聚丙 c p p 溶脂选对了,产品又好做又耐用,学会了吗?还有什么不懂的请来找我!
 00:51查看AI文稿AI文稿
00:51查看AI文稿AI文稿塑料溶质越高,质量韧性越好吗?当然不是溶质,是塑料颗粒在一定稳定下融化之后,龙体在一定压力下的流动速度。 那龙龙指数在塑胶中又代表什么呢?比如板材吹塑产品,我们就要选择溶质低的塑料原料,这种才不会因为溶质过高,流速过快而导致无法吹塑或者出现不均匀的情况。 第二,产品比较大或者是塑料比较薄壁的一些产品,就会选择高溶脂的塑料原料,不然就会导致产品压力过大,产品打不满或者有缺口的情况。所以溶脂越高,冲击越低,溶脂越低,冲击也会越高。不仅如此, 高溶脂和低溶脂在填充的选择上面也有很大的区别,一定要选择和你主材溶脂相近的透明填充。不知道怎么选择合适的高透填充?来找我,我给你配方。
 01:03查看AI文稿AI文稿
01:03查看AI文稿AI文稿同样是 h、 e、 d、 p、 e 低压颗粒,之所以用途不同,核心原因就在一点,他们的溶脂不一样。溶脂就是指材料融化后的稀稠快慢程度。为什么溶脂决定用途? 一、溶脂低的料,这种料融化后很粘稠,流动慢,适合做挤出、催塑、催膜。二、溶脂高的料,这种料融化后很稀,流动快,像水一样,适合做注塑。三、溶脂中等的料, 流动性适中,适合做拉丝部分挤出和注塑。那第二料到底该怎么选?那首先,第一步得要先确定你做什么产品,用什么机器做。第二步看参数,主要就是抓溶脂。 那第三步,那如果要加增塑剂,就是要注意匹配,你用的 h、 d、 p、 e 的 溶脂是多少,就尽量选溶脂素差不多的 p、 o、 e 来搭配,这样两者才能混合均匀,产品韧性一致,也容易加工。 那要是一个很稀的料配一个很稠的增韧剂,那是做不好的,有需要增韧剂的就来找我,我来帮你搭配。
 08:26查看AI文稿AI文稿
08:26查看AI文稿AI文稿用单臂拉伸机及这个溶脂条测料的延伸率和拉伸强度啊,我们溶脂条尽量选这个粗细啊,比较均匀,然后表面比较光滑的料 啊来进行实验。首先呢我们用油标卡尺啊,呃,将测量它的一个直径 测量好之后呢,我们点击菜单,点击上信息,点击圆,然后将我们刚才测量的一个直径啊输入到里面就可以了,我们测的是一点七 标记,这个标记呢就是这两个拉伸夹具之间的一个距离,这个时候我们会呃标记会用到这个延伸率上,待会把这个距离调成一百就可以了啊,都调好之后,我们点击确定 啊,这个标记这块我给调整五十啊,因为我的溶脂条他比较短啊,就是这个位置啊,等咱们做实验的话,这会就实际输就行了,实际输这个位置就可以,等调整好之后呢,我们点击确定,点击返回 到我们那个主菜单上来,然后将我们的样条啊测量好的样条夹持在这个上面就可以了,你看这就是一个夹持好的一个状态啊,夹持好之后,我们点击清零,全部清零,然后将 啊夹持好之后,我们点击菜单,点击常规设置,点击速度 啊,柔韧条的速度是五十,如果说是那种样板的话是不柔韧条是一百,样板的话是五十,看下这个速度,一百没问题。好,我们做下一步一定力,我们是一牛。好, 这个只需要设置一次,那下次的话他是默认的话,就是咱们上次设置的。之后呢,我们点击全清零啊,看一下都清零之后,然后点击点击开始删,他会进行一个缓慢的一个拉伸,直至将这个样条拉断, 这会有立直显示,然后这个取下 不太好看,我们看这, 嗯,这个延时率还是不错的, 我们用小拉测延时率的话,它是用位移法来测 啊,正常来说按标准的话,它应该是用大臂延伸计啊,就双臂这种去测这个延伸力,它会更准一些啊。小拉测出来,卫衣法测出来的这个延伸力呢,可能会偏大,但是它的强度是准确的。 嗯,好,现在这个状态就是已经断掉这个状态,嗯,断掉,嗯,这里就是它的一个最大力。然后我们主要看两个数值啊,一个是这个延伸率,一个是这个拉伸强度。 好,我们现在等他自然回落,回落完之后呢,我们做另外两组算平均值。 第二组一样,我们还是先加支好,加支好之后呢清零,然后开始实验,就是开始第二组的拉伸的位,然后等实验结束之后,我们做第三组,把三组做完之后来算这个平均值, 嗯,三百多。做完之后呢,我们点击打印啊, 这就是我们的一个实验结果,然后他会自动给咱们算了一个平均值啊,按的强度大概是十五左右,嗯, 这正常的话,我们要做可以多做一些,你做的越多呢,他的这个越准确,然后可以去掉一个最高值和最小值啊,把一些偶然性去掉。
 00:18查看AI文稿AI文稿
00:18查看AI文稿AI文稿我的太原绒手臂 vlog 这回是朋友带我去的,到地方先去测验,有预约,很快刷上了, 感觉非常 nice, 回去立刻找朋友们搓麻了。
6记忆循环 00:44查看AI文稿AI文稿
00:44查看AI文稿AI文稿如果您测试的塑料粒子溶溶指数不高的话,我们建议使用这一台质量法的溶脂仪,那如果您的溶溶指数超过五十或者超过一百,能达到一千,两千、三千的时候,我们推荐这一款体积法的溶脂仪。这一台体积法的溶脂仪呢,它是可以做质量法或者体积法的两个双重的实验, 可以进行切换。那我们两台设备呢,它的温度精度都是可以达到零点五度,我们这边的保温层保温效果也是非常的好,那我们也是配备了微型打印机, 可以进行直接数据的打印。我们两台溶脂仪主要是针对一些 p p, p, e, i, b s, 尼龙等等的材料来进行溶脂指数的测试。如果说你有更多塑料行业的需求,可以点击下方关注我们哦。
 00:20查看AI文稿AI文稿
00:20查看AI文稿AI文稿塑料流速过低,产品流动性差、不好下料等问题,表面打出来有花纹、留痕、舌纹、溶解线都可以进行添加改善。添加溶脂剂,提高产品流动性,一吨加三百克,轻松提高溶脂翻倍,提高产品表面整洁度,表面更光滑。如果你也有同样的问题,关注我,我来给你使用方法。
11塑料助剂增光增亮 00:15查看AI文稿AI文稿
00:15查看AI文稿AI文稿溶脂就是塑料融化后流的快不快,越高越好涂刺越好做货。冲击强度就是耐不耐摔,越高越不容易裂,越抗造。拉伸强度就是拉不拉的断,越高越结实,承重力越强。记好这三点,选塑料不踩坑。
513塑料娟姐 00:19查看AI文稿AI文稿
00:19查看AI文稿AI文稿塑料流速过低,产品流动性差该如何解决?选择添加塑料溶脂剂一百公斤,加入四十克,增加溶脂,提高产品流动性,同时解决产品花纹、留痕等表面瑕疵问题。如果你也有同样的问题,把你的材料打在公屏上,我来给你一一解答。
10塑料助剂增光增亮





猜你喜欢
- 1094弓指玉(燕云心法导师)