法兰盘切割方法

粉丝2.6万获赞17.0万
相关视频
 04:43查看AI文稿AI文稿
04:43查看AI文稿AI文稿想要学会法兰焊,一定要学会折把焊,那这期视频啊,再给大家分享一下这个法兰盘折把焊接的一个焊接技巧,咱们新手朋友啊,点赞收藏!首先第一步,想要学会折把,你一定要先学会使用大电流摇把焊, 你首先要学会使用大电流,如果你焊接折把的过程中,你采用的是小电流,你会发现你的这个铁水啊,母材两侧边线 不整齐,为什么?因为他铁水化不开,你的融合线就不容易卡齐,这是第一步,那么咱们的电流调到多大是最好的?记住我说的一句话,折把的电流啊,比这摇把和漂把都要大, 比如说我这个法兰大约十个毫米的,我这个管材大约八个毫米的,那我焊接的这个电流啊,选择在个两百左右为最佳, 如果说你是老手,咱们可以选一个多少两百二左右,因为电流越大,化的越流畅,这是第一步。第二步,我们焊接这个折把的时候啊,大家记住了啊,我们拿枪的这个姿势很重要啊, 千万注意啊,不要跟摇把一样,我用这个小拇指顶着这个焊枪去做这个摇把这个动作,你要是这样的话,你焊这个折把时候,你会发现你这个位置会特别的别扭,哎,这个手往上抬,枪抬不上去,所以咱们就要采用什么手法,采用 大刀式握枪,大刀式握枪手法就跟咱们摇把汉禁止使用这个手法似的啊,但是折把的话一定要用这个手法,但是要放松的去啊,不能这么使劲去握,使劲握的话这个胳膊会比较僵硬。再一个就是在咱们折的过程中啊,我这个枪是怎么往上抬的? 我上侧停留时间长,下侧停留时间短,一二一,一二一,这样的话呢,你的铁水啊不容易往下坠,上侧这个母材的边线也不容易产生咬边,这是第二个, 这是一个两边停留的时间。还有一个是什么?就是咱们最关键的一个点,咱们的无针尖的长度,这个无针尖的长度啊,你在焊接时候一定要注意是什么?一定要采用长无针, 长一点比这短了好用,我不管用多长的乌针,我肯定要让我的乌针尖能压低电弧,是不是我用短乌针把电弧给他压低, 压低之后你看我这个角度是什么角度了?基本上是九十度,往后弯个二十度左右,你看我往前折,你会发现干折不走道,看到没有?干折不走道,怎么也不往前走,就是折在原地晃,越晃越高温,越高温,铁水越往下坠也容易打乌针。 所以说咱们这个无针的长度啊,很关键,咱们把他故意的给他拉长,拉的多长啊?拉成咱们这个焊枪角度为四十五度的一个角度要大于四十五度啊,不能采用四十五度,要大于四十五度一丁点,其实是最好用的一个角度 大于四十五度之后,你再去看你无针尖的高度,正好角度为四十五度,往后歪一点,咱们的无针尖的高度正好高于这个母材两万毫米,这就是最佳的一个。什么无针尖的长度? 我焊接折把的过程中,我的焊丝应该是放在焊道的中间,还是放在上侧还是放在下侧, 很多时候都会选择放在中间,是不是人放在中间是不对的,咱们最好是放在中间,给他稍微偏上一点,就跟类似于红焊焊机一样,这样的话呢,你铁水往上带的时候啊,他容易铁水往上走,不容易出现这个铁水下绿的情况,一定要放在中间偏上, 放在中间的话容易出现这个铁锤下坠,是不是?你比如说你现在看我转角度啊,我不能说是枪跟着往前转,这个丝不动,你看丝不动,慢慢慢慢丝就成了一个垂直的角度了,是不是?这个角度是垂直的,那你会发现你加丝压根你就加不进去, 一定要注意,加丝的时候,咱们这个枪转的过程中,我的这个身子和这个丝也要跟着一直往后压,始终让我的焊丝头给他贴在母材上, 这个角度大约这个二十度左右是最好的。那接下来咱们把电流啊给它调到两百,咱们看一下我这个折法的高清容尺,看到这里的朋友,咱们点赞加关注。
6408焊接引路人-丁老师 00:43查看AI文稿AI文稿
00:43查看AI文稿AI文稿法兰盘都是专车专用的了,那为什么还要切螺杆呢?我们可以看到这辆凯迪拉克 ats 的螺杆呢,它是比较长的,我们加装法兰盘之后呢,原车的螺杆就比较长了。有些车型的轮毂背面呢,凹槽是比较浅,容纳不了长出来的这些螺杆。所以的话呢, 我们要把原车的螺杆切掉一点。像这台凯迪拉克 ats, 如果是切除的话呢,也不影响后续的还原的。大家可以看到他前面的话呢,是有一小节是无效螺纹的,不起到呲牙的作用,所以切除的话呢,对以后还原是没有影响的。 所以专车专用的法兰盘呢,主要是看厚度去决定的,如果是加的厚的话呢,原车的螺杆就比较短,这样的话呢,就顶不到轮毂。
 00:15
00:15 00:36查看AI文稿AI文稿
00:36查看AI文稿AI文稿今天我们来到了大化遗址,看一下当年的安装工对于管道有什么独特的见解。你看这个,这面是法兰,这面呢就堵塞了这种就是他们买了个法兰,然后焊了一个铁片在上,直接充当亡板,可能他当时安装完这个东西没有用 了,我直接焊死,省的再换了,再来看一看,还有其他地方没有。你看像这个法兰,这肯定是他自己切割的,因为这个法兰安装 装上,他再安装上这个,两个东西打架,从他这个上面痕迹我能看出来他是自己切割的,因为我们也做这个东西,我们是激光切割,要比这个整整一点。当时他的安装工可能买的是成品法兰,直接自己切割,安装上就完事了。
879高帅卖管件-海峰管道 00:15
00:15 00:51查看AI文稿AI文稿
00:51查看AI文稿AI文稿把这套法兰装上去,为的就是让轮毂达到其边,可以看到法兰呢是通过转接的形式固定到刹车盘上,把轮毂的安装位置从这一块移到这一块,轮毂呢就凸出来,相当于轮毂其边了。如果是你换了轮毂,轮毂还没达到其边,会选择一套法兰再把它垫出来其边吗? 法兰固定好了轮毂挂上去,看看姿态的改变。我们看一下这台特斯拉 model 三,在没有加装法兰盘之前换了轮毂呢,可以看到后轮呢差不多齐了,前轮呢凹进去,这样搭配呢不够饱满协调。 这一侧呢是前轮已经安装 boss 的 锻造散热,法兰盘十八毫米,后轮呢五毫米,前后轮呢达到了齐边轮眉的效果,可以看到整体呢就比没有装之前要饱满协调很多了。
 02:41查看AI文稿AI文稿
02:41查看AI文稿AI文稿今天学一个边线法来,零基础也能看懂,那么全程操作,边看边学,接下来操作一遍, 选择前视距的面草图编辑,选择边角矩形,高度为七十六, 长度是四百二, 然后下面那个边选择虚线用不到的,然后中间点对构造几何线,使成中点对齐。 确定,点击钣金法兰薄片,给定深度和两百四, 然后二角二角为二, 确定这是一个普通的钣金键。然后再点击边线法兰,上面 一个边,左右边一个边,左边一个边就是一个法兰,厚度为二十,然后这里有一个法兰位置, 剪裁材料在里面,你看一下,现在我们点一下确定, 然后发现一个问题,就是这个折弯的边被撕裂了, 被撕裂了不好看,我们重新编辑一下边线法兰,编辑特征,我们点那个剪裁侧边折弯, 好,再再点击确定,这时候发现剪裁的边已经去掉了,这样的话轴弯就不影响,不影响那个撕裂了, 这是一个很简单的扳心键。
10钣金小子 00:13
00:13 04:49查看AI文稿AI文稿
04:49查看AI文稿AI文稿想要焊好五 g 法兰,焊以下几点最关键,他比着平焊要难很多,咱们大家都知道焊接平角焊法兰非常的好操作,但是焊接立焊法兰 难度很高,尤其是咱们焊接氧焊位置,那咱们新手朋友啊,在焊接立焊法兰的时候一定要注意几个问题。首先第一个我们的电流的选择, 他的电流啊,其实要比着咱们平焊的电流要适当降低,因为他铁水容易往下坠,如果说你电流太大,他的铁水容易形成一个什么形状,容易形成这种铁水往下 围着小包的一个成型,那这种的话呢,你焊完之后纹路就不清晰了。所以第一步咱们焊接这种五 f g 法兰焊电流不能太大,咱们正常的情况下,咱们平焊法兰用两百, 咱们的这种五 f 法兰咱们用个一百八左右就可以,这样的话你的熔池比较好控制。这第一。第二,咱们焊接这种仰焊法兰的时候啊,大家千万注意我的拿枪的姿势很重要, 很多新手都会选用什么,就是采用这个重把焊接,就跟咱们焊管道一样,摇把采用重把,其实你焊法兰用重把是最不好用的方式。 那怎样去拿枪比较舒服?咱们往上起这个身子,起角度时候好起角度,咱们大家看我的姿势啊, 禁止使用这种中马焊接,这样的话你会发现你这个枪折折折折折折折折折折折折到这个位置时候,你会发现你的枪手挡住了, 所以说咱们把这个枪从正把改为反把或侧把,你看啊,我这样侧着拿这个枪,我的把的方向朝这个法兰盘的这一侧往后歪一点,这样的话呢,我去采用这个折把焊接,你看到没有?我采用这个折把焊接,他是不碍事的,而且枪头这个位置他不容易挡住。 那你往上走,走走走走走走,折把往上走,走,走到咱们这个九点钟这个位置时候,大家注意了啊,我的枪头不要去这样继续往上走了,走到这个九点钟,看我的手腕位置啊,老铁,咱们的手腕 可以迅速往这折一下,从反把变成正把,这样的话,你往上走,十二点钟轻轻松松你就上来了。 如果说到了九点钟,你不往上变角度,你还是采用这个反把往上走,你会发现你到了这个爬坡这个位置,你这个胳膊已经抬不上去了,而且你电弧已经压不低了,为什么?因为你这个角度是往反方向抬的,他很难去往下压低, 是不是?还有一个最最最关键的点就是什么?就是咱们焊丝应该是加丝好还是不加丝好?焊接平焊法来说啊,咱们一定要去给他稍微给点丝,因为平焊他不容易起焊膏。 那么利焊的法兰位置啊,他非常的容易出现什么啊中间鼓包的现象,所以说咱们大家千万记住啊,焊利焊尽量不要加丝,那么咱们只需要把焊丝给他搭在咱们这个焊缝的中心位置即可, 千万不要去放在中间偏左侧或偏右侧,你只要偏哪边,哪边铁水就高,然后另一侧就会造成铁水比较单薄,而且还会产生铁水容量不够,造成边线咬边这种现象。 咱们大家最容易忽略一个点是什么?就是咱们的焊丝头的位置,我们在焊仰焊、立焊、爬坡的时候,焊丝头的位置是不一样的,千万不要光把焊丝往这个中间一搭。好不管了, 那你绝对焊完之后,焊缝上侧的上边缘咬边,所以咱们焊接养焊位置的时候,咱们镜头往下拉,焊接下方部分,我的焊丝头啊应该放在焊缝的中心位置往上挪一点,大约放在上侧的三分之二, 这样的话你会发现你的铁水啊比较容易往上侧,这个边线上带不容易出现铁水下坠,上边铁水会比较饱满,不容易有咬边的现象。 到了这个九点钟爬坡位置,咱们的焊丝就不要偏左或偏右了,偏左偏右都会造成一边高一边低,所以咱们就放在焊道的中心位置。 到了十二点爬坡位的时候,咱们的焊丝啊跟氧焊是相反的,不能放在这个靠管的这一侧,咱们要放在靠法兰的这一侧中间偏上,这样的话你的母材的法兰这一侧也不容易出现铁水下滤。 那综合以上几个小技巧,咱们现在把电流调到一百八,咱们给大家操作一下高清知识,看到这里的朋友啊,咱们点赞加关注。
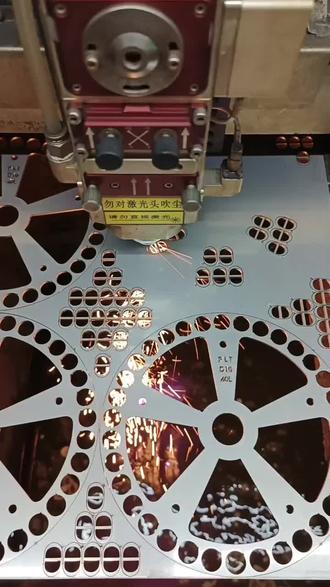
1499焊接引路人-丁老师 01:18查看AI文稿AI文稿
01:18查看AI文稿AI文稿我们看这个法兰呢,我是想用激光开一个口子,把那个局管放在里面焊,但是这个局管呢? 它这个圆角啊,它有时候它会不一样,然后它也会变形,所以最好就是做这么一个直角。 你看我现在就是在割这个东西,把那个直角给它清出来,你不清出来它放不进去啊?我去, 我就拿搓刀搓,搓了大概二十多分钟才把一个直角啊,差不多直角给它清出来。 你们说一开始直接割直角他不好吗?啊?你就为了那么一点点的好看啊,你就花了这么多的功夫去整这个? 也不知道当时怎么想的,就给自己挖了个坑。呵呵,继续搓一会吧,快好了。
11机械攻城狮 02:27查看AI文稿AI文稿
02:27查看AI文稿AI文稿玩家的哪有不玩的极限了是不是?兄弟们,兄弟们,今天咱们来开始干这个啊,椭圆偏心转子法兰,兄弟们,跟之前干的那个转子法兰很像啊,兄弟们,我给大家看一下有什么区别,为什么叫它偏心转子法兰?兄弟们大家看一下啊,这是之前干的那个转子法兰, 然后呢,这是现在要干的啊,他这个原来是不在中心点,然后就那么所以说咱们叫他偏心钻石法拉,大家可以看到我这边是用了把最瓷的洗刀啊,然后进行螺旋加工下去啊,先洗这个大内圆,然后呢第二十二的洗刀啊,逆洗啊,这样稍微拉高一点给他洗下去,不然的话中间会有块残留啊,兄弟们,然后呢,再用同一把刀洗,这个称孔呢, 就是之前干的那个,他那个料是被我打下来的啊,然后我又从网上学了点小知识啊,然后用逆袭的方式重新给他起一下,他的料自然脱落。然后呢兄弟们,咱们用逆袭的剪刀来给它清一下这个沉底,然后再清一下底下最底面,这样的话就没有问题了。然后呢,咱们给它打点啊,断口,反面反过来之后以这个圆形为中心点,然后开始起外型, 还有还有星光外形就完事了。兄弟们,这就是非常简单的一个天心法蓝下啊,他是跟这个上搭配使用的。兄弟们, ok, 兄弟们话不多说,咱们直接开始调机攻击,大约就是这样子,兄弟们,用三甲卡牌来夹住干,非常的稳定,调机的话还是用不着我出手了,兄弟们,已经帮我办了啊,现在开始手游,把那个中心点给去掉, 使用的刀具也非常简单啊兄弟们,第一把刀具是这个蒂斯顿的盘刀啊,这个刀你直接切就行,没关系,这你直接切到这就行,不用看这把刀,可以看一下。我需要卸,我先换刀片,然后你换刀片,你要卸他,哈哈哈。接下功能日常兄弟们, 然后呢兄弟们,这一刀就卸掉了啊, 大江罢工了啊兄弟们,大江现在罢工了,我得守这个路啊兄弟们,大江那个绿色已经满了。好,咱们现在开始清光了啊,清光之后就是钻孔打野,就完就完事了啊兄弟们,咱即将的哪有补光的极限了,就是他。 好了,兄弟们,本期视频到此为止啊,喜欢我的视频别忘了一线再聊,我们下期再见!
348CNC程大明白 02:24
02:24







