卡尺读数判断方法

粉丝2230获赞1.0万
相关视频
 02:29查看AI文稿AI文稿
02:29查看AI文稿AI文稿今天给大家讲解一下油标卡尺的读错方法和使用方法。油标卡尺分为主尺和油标部分啊,主尺刻度一格一毫米, 副尺刻度呢?一格是零点零二毫米,这里标注了啊,那零点零二毫米,五格就是零点一毫米,这里的一表示零点一毫米,二是表示零点二毫米,那这里的一呢?表示一厘米 啊,就是十毫米,怎么来读呢?我先读主尺部分,我们看先看这个零对主尺的位置,现在是二十二 啊,没有超,没有到二十三,我们先读二十二,写二十二加,我们看副尺,副尺哪一格和主尺对齐?现在是七多一格啊,七多一格,七呢就是零点七 啊,一格呢就是零点零二,这里标注了零点零二,就是零点七二,等于多少呢?二十二点七二。好,我们再换一个刻度啊, 再换一个刻度来看这个,这个零线超过二十了,没有到二十一。好,我们读二十加,然后看腹尺刻度和主尺哪个对齐。腹尺刻度 七超过四格,七超过四格对齐的没看,先写零点七,然后四格呢是多少?是二四得八啊,八十 等于多少?二十点七八啊,这就是仪表卡尺的独特方法啊,我们看一下使用啊,使用呢仪表卡尺呢,这个仪表卡尺是适用的仪表卡尺啊,适用下面两个卡爪呢,可以量外径和长度啊,和长度尺寸 啊,那上面的这个卡爪呢,可以量宽度,槽宽和 孔的直径,然后呢,这边反面这两个测量面呢,可以也可以量长度啊 啊,也可以量长度,还有后面呢,可以量深度啊, 这就是仪表卡尺的使用方法啊。
8769鹏飞车工小课堂 06:36
06:36 01:17查看AI文稿AI文稿
01:17查看AI文稿AI文稿挑战一天,学会一个新技能。今天学的是使用油标卡尺,当我们需要精准测量物品时,普通尺子根本测不准。今天教你如何使用油标卡尺。我们可以看到油标卡尺的刻度有两个,这个是主尺,用来读取整数部分。这个可以滑动的是油标尺, 用来读取小数部分。当使用油标卡尺时,我们会看到两对测量爪,上爪用来测量物体的外径,我们来测这个螺母的外径,用两个下爪夹紧螺母, 接着拧紧油标尺上的紧固螺丝,用来固定读数。首先我们读取主尺上的读数,操作很简单,就是看油标上的零刻度线在主尺上的哪个数字处, 我们这边是在十二多一点点,那我们主尺读数就是十二毫米。接着我们再读取油标尺的读数,先看它的精度,它标的是零点零二毫米, 指的是我们油标上边一个刻度是零点零二毫米,总共有五十个刻度。然后找出哪一条油标刻线与主尺上的刻线完全对齐, 这个对起点就是油标读数了。我们这边看到九刚好对齐,也就是第四十五个刻度格与主尺对齐,那么油标读数是四十五,乘以零点零二,等于零点九毫米。 最后我们把主尺读数和油标读数加在一起,主尺十二毫米,油标尺零点九毫米,因此总读数为十二,加零点九等于十二点九毫米。
8.5万拆机小能手.装机大饭桶 04:33查看AI文稿AI文稿
04:33查看AI文稿AI文稿油标卡尺看错一格配件就装不上,但是呢,很多人经常看错,今天我用两把最常见的卡尺,表盘式和机械油标,教你两件事,怎么给油标卡尺归零,怎么读数?最后呢,带你读一组真实数据,全面复盘一下测量的过程,让你一次学会使用油标卡尺 测量前,我们要对油标卡尺归零,没有归零,哪怕你后面会读数也是白搭。就像买菜的秤, 一开始就自带零点零二公斤,你撑的再认真,他还是错的。归零前,统一动作,先做两步,第一步要擦干净爪口内侧导轨,切削油膜, 就这样粘在鞋底的小石头加进去了,就是剪高了。第二步呢,轻轻合拢,推到刚刚接触就行了,用力加就相当于你把尺子扳弯了,再来量数字,它会飘。 接下来我们讲一下两种以为卡尺我们分别怎么来归零?首先我们看表盘式,表盘式其实归零是最简单的,合拢抓扣后, 看表针是不是指向零,不在零怎么办呢?松开表盘上的锁紧螺母,转动表盘,把零刻度对准时针,再锁紧就可以了,这就相当于你手表的分中针更新,对正普通一句, 如果你发现表盘能对零,但主齿明显感觉还有间隙,或者是表盘上的纸针会动,那么多半是导轨松了,或者是齿条脏了,先检修一下再用。接下来我们再讲一下 机械式的油标卡尺我们怎么归零?机械式的油标卡尺归零就靠我们来观察了。合拢抓口后,看油标的零刻度和主齿的零刻度是不是 对在一条直线上面,如果不对齐啊,就先别急着量,再差一次,再合拢一次,如果确定干净,合拢也清,但还是对不起差一点,那就是零误差,右边的零在主卡尺零的 右边,这个是正误差,也就是说读数会偏大,右边的零刻度在主卡尺零刻度的左边,叫负误差,读数就会偏小。错的方法就是实测数据,等于读数减去 零,误差归零。做好了,接下来才是读数,也就依据口诀,先读组成上的整数,再找油标对齐线,最后相加,就能得到尺寸。把它想象上看时间,那么就比较简单了,先看整点,再看分钟,但是读之前要堵住最后一个坑, 也就是四差,你斜着看和垂直九十度去看读数,那是不一样的,因为有四差的存在。所以啊,读卡尺的时候,我们的视线一定要和尺面垂直,再确定一次对齐线,我带你读一组真实的数据,九点五六毫米。我们先用机械式的油标卡尺。第一步,先读主尺上的 整数 a, 看油标零刻度的左边的数字,最后一个刻度的整数是九毫米。第二步,找对齐线 n, 油标上有一条线,和主纸上的有一条线是完全对齐的,从前边数它是记二十八条。第三步,算小数 b, 我 们注意观察一下,在卡尺上它有一个小数,就比如说我这把卡尺上面是零点零二,这个数字很关键,那么小数 b 就 等于刚才我们数的对齐线是二十八格,有一次二十八 乘以上面这个小数,零点零二得错的结果就是零点五六毫米。第四步,相加九加零点五六,那么得错结果就是九点五六毫米。 接下来我们用表盘式有个卡尺来读取九点五六毫米,表盘式就是主尺上的整数,加上看表盘上的小数,首先我们主尺上读到九毫米,我们再看表盘上的纸针,到 零点五六毫米,合起来就是九点五六毫米。同一个尺寸,两种形式的油标卡尺都是可以读出来的,那么在现实中,除了这两种卡尺之外,还有一种数字式的油标卡尺, 但我为什么在这里更加推荐大家使用这两种机械式的油标卡尺呢?原因其实是很现实的,机械式油标卡尺它是刻线对齐或者是指正位置,它是可以复合的。电子式的它其实是容易误报的, 主要的因素有电池的电压或者是内部的电子原件受潮接触不良,有静电或者点火系统的电磁干扰,都可能会导致毒素的漂移或者是乱爆吗?但是电子式的不是不能用,在干净恒温,需要批量快速获取数据的车间里面 是很爽的,但是对于维修现场情况是比较复杂,我们更加需要的是稳抗噪,而且能复合用这种机械式的更好。关于油标卡尺怎么使用,怎么读数,你记住这句话,先归零 轻合拢,四线垂直,三步读数。关于油标卡尺怎么使用,就和大家分享到这里,希望对你有帮助。喜欢我的视频请记得关注、点赞、转发,谢谢大家!
244暖太阳苗小胖 01:43
01:43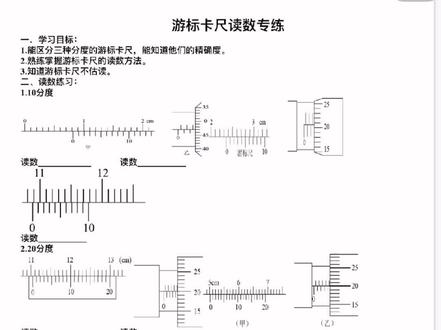 02:49查看AI文稿AI文稿
02:49查看AI文稿AI文稿今天呢,我们学习游标卡尺的读数和螺旋测微镜的读数啊这两个。首先呢,咱们先来看游标卡尺的读数,上边呢是叫主尺,下边叫副尺, 主尺单位注意,注意,主尺单位一定是厘米,副尺单位是毫米,这要注意啊,还有个同学特别容易犯的错误,比方说这个图,这主尺读数千万千万,千万不要读这条线上来的,千万不要,大家要读零刻度线啊,零刻度线, 注意,那这里主尺读数是不是越过了十一,所以主尺读数这里读多少?十一厘米, 那咱们再看副尺,副尺传传统就是找对齐,这个图有点怎么说呢,不太标准啊,那咱们就找这个点吧,那咱们现在的副尺读数对齐的点是不是十、十一,十二、十三、十四,用十四乘上分度值,注意,这里的分度值咱们是不是有说法, 那他的分度值是多少呢?现在是不是二十个格,对吧?那分度值的算法,因为腹尺总量乘是一毫米,分度值就代表呢一个小格是多少?现在是不是一共有二十个小格,所以他的分度值就一除二十,代表零点零五毫米。 那他说现在有十四个小格,那是乘上分度值,是不就变成了十四乘零点零五,注意啊,关键点,关键点又来了,十四乘零点零五是不是等于零点 七呀,那对吗?那对吗?这里啊,这个位数他决定了你能不能能否得分,小数点后边是不是一定有两位,所以这个零一定要填上,不能缺位啊, 注意单位是不是毫米,那主尺读数是十一厘米,副尺读数是不是零点七零毫米,如果问的是厘米的话,那这个零点七零是不要转化成厘米,那这里零点七零就等于零点零七零厘米,所以总读数这道题是不就可以写完了?十一点零七零 厘米,一定要注意啊,各个细节,现在呢,我们练习一道题啊,大家做一下练习看看。 ok 了,那我开始讲了啊。首先先找主尺零,副尺零刻度线,这里是不过五厘米了,那主尺读数直接就读五厘米, 负值读数找对齐,对齐,对齐是不是在这里了?这是五,那对齐的是不是第三个格?所以负值读数他就是三乘分度值,他是不是一共有二十个格,所以分度值是不是一除二十等于零点零五?那三乘零点零五 又等于零点一五除以单位毫米,对吧?那他最终问的呢?咱们假设规定厘米吧,那是不是就五厘米加上零点一五毫米,那最终读数是不是五点零一五厘米?看看你做的是否和我一样啊?
1269高中物理不秃头 01:42查看AI文稿AI文稿
01:42查看AI文稿AI文稿油标卡尺都不会用,白学了,今天啊,就带大家认识一下油标卡尺。油标卡尺呢,最主要分为两大部分,分别是我们的主尺部分和油标部分,我们黑板上这个呢属于三用型,油标卡尺,外测量找可以测量外圆,内测量找可以用于测量内孔。 而我们的深度尺部分可以测量深度,最主要是它的读数如何读取呢?我们在读数的过程当中呀,它分为两部分,分别是整数部分的读数和小数部分的读数。那怎么读取呢?我们首先看啊, 主尺部分,每一个小格代表一毫米,它和我们小时候用的三角板是一样的,一个小格是一毫米。那我们的油标部分下方的每一个小格呢?我们这个尺子是零点零二毫米的,那么每一个小格是零点零二毫米。在主尺部分读取整数, 在我们的油标部分读取小数,两者相加就是我们的读数。那我们看这个啊,首先整数部分怎么读取呢?就看我们油标的零刻度线在哪里,那 我们看啊,油标零刻的线,他在这是零,一个小格是一毫米,那么他是九毫米,不到十毫米,也就是说整部分是九毫米,他是九点几,九点几呢?小部分 看我们油标上的某一个格与我们尺身上是对齐的,那像这个我们已经标注出来了,这个是对齐的,那么一个小格是零点零二毫米 五十,那么这是第十四个格,十四个格每一个格是零点零二,这样的话就是零点二八。整数部分是九毫米,那么小数分是零点二八,加上零点二八,那么他就是九点二八,大家听懂了吗?
5187山东蓝翔数控学院 01:05查看AI文稿AI文稿
01:05查看AI文稿AI文稿主尺上面这些固定的部分为主刻度,单位是毫米。下面这个活动尺上是油标刻度,它的分度间距跟主尺刻度存在细微差值,相当于把一毫米拉伸成了一段长度,来实现测量精度。油标零点一的油标为十格, 相当于把一毫米切成了十份,一格十个丝也有标。零点零二分的油标为五十格,每格为两个丝,这是一个标准量块,用卡纸的外侧两把将其卡住。 该怎么读数?先看主尺读整毫米,油标零刻线对上去,在九毫米后面。接下来看油标刻度,观察哪一条线跟主尺刻线完全重合。 这里是第五根线跟主尺队的最齐,分度值为零点一,第五根就是零点五,整体度数就是九点五毫米,换一把卡尺也是一样。 油标刻度上午的位置对的最齐,这个量快,精度高,可以用两个四的卡尺来测量看一下。主尺在一毫米,油标尺刻度线第一格跟第二格对的最准,平均下来读数为一点零三分毫米。
36电工仪表艾力 05:05查看AI文稿AI文稿
05:05查看AI文稿AI文稿今天来认识一下工业上另一常用简句,卡尺操作简单,适用范围广。先认识一下各部件名称。一、检查与清洁。 检查卡尺的架构部件是否齐全无损坏,轻推指扣。检查移动是否顺畅,如有油污或灰尘,用专用软布或镜头纸清洁,确保测量面和两爪端面干净平整。 二、较零。合拢亮爪反复开合尺框数次,目视表盘时针是否对准零位,这里稍有误差,需要调整归零。合拢亮爪,拧紧紧固螺钉,拧开表盘固定螺钉, 用手指轻轻转动表盘盖表圈,使时针精确对准零位。刻度线归零后重新锁紧。 拧紧表盘固定螺钉,松开紧固螺钉,反复开合齿框数次,再次完全合拢。检查齿针是否稳定归零,现在已归零,如果仍偏差,重复以上调整步骤。接下来第二部分校验测试归零后用环规测量校验 是校准内径测量功能的重要方法。这里用二十的环龟,保持环龟干净无油污。用手持握环龟非工作面的外缘或顶部,避免体温传递至测量面。将卡尺内测量爪深入环龟孔内,至于环龟轴向的中间位置,并垂直 轻微滑动卡尺滚轮,使内测量爪与孔壁充分接触。转动环规,使亮爪与环规端面基本平行。用适当的测量力保持位置。视线垂直观察卡尺读数与环规标准值进行对比。 先看主尺,主尺一刻度一毫米,这里刚好二十。再看表盘,表盘时针在零刻度线上读数为零,整体读数为二十,与环规标值相符, 说明该卡尺精准无误差,所有校验点误差均在最大允许误差范围内,卡尺可继续使用。人一校验点超差,应立即停用该卡尺,粘贴禁用标签并送修调整或降级报废处理。接下来是第三部分测量 一、测量外径。用右手拇指推动微动滚轮,使外量爪张开略大于弓箭,放入弓箭后缓慢转动滚轮至轻触弓箭, 同时保持弓箭接触面与测量面充分接触,并与测量爪尽量垂直。测量到位后开始读数,此时可以锁紧紧固螺钉,也可以不用锁紧。直接读数 取决于测量结果是否需要被保持记录或传递。这里不用锁紧,直接读数。视线垂直,先看主尺读数,这里刚好六十。再看表盘读数,这里可以看出卡尺精度为零点零一毫米, 此时时针在九十七九十七乘零点零一等于零点九七毫米。需要注意的是,表盘时针接近零,但是没过零时,即使主齿整数刻度线刚好露出也读零, 所以主齿六十刻度线刚好露出也不读六十,要读五十九,加上表盘读数零点九七,整体读数为五十九点九七。接下来测量内径。 测量内径操作步骤与前面介绍的用环规校验卡尺的步骤类似。将卡尺内测量爪深入弓箭孔内至与孔内轴向的中间位置,并垂直滑动卡尺滚轮, 使内测量爪与孔壁充分接触,轻轻转动弓箭,使测量面与弓箭端面基本平行。测量到位后开始读数。先看主尺,这里是二十五,再看表盘 三十三乘零点零一等于零点三三毫米,这样整体读数为二十五点三三。接下来还可以用卡尺测量台阶长度,需要用到卡尺背面接插测量面,先预留出足够接插距离, 将卡尺尺身顶端机准面平整地贴紧在背侧台阶的上表面,轻推滚轮使深度感向上移动,靠近弓箭台阶底部平面,直至接触缓慢摆正卡尺,使尺身与台阶侧面平行。测量稳定后开始读述,这里读述当做大家的测试题 视频结尾处公布答案。接下来测量深度,卡尺尾部深度感可以测量内孔深度,这里用台阶演示,将侧身杆尾部机准面平整的放置 在背侧弓箭台阶底部接触面上,轻推尺框,使深度感向上移动,直至尺身尾部支架面与弓箭台阶测量面接触整体画面这样操作。测量稳定后开始读数, 主尺读六毫米,表盘为十一乘零点零一等于零点一一毫米,整体读数为六点一一毫米。测量完毕后,需要把测量面擦拭干净,将尺框推回,使量爪轻微分开约零点二到一毫米 放入盒内,避免因热胀冷缩导致损坏卡尺测量准确性。接下来一起总结一下。评论区留言六六六送教程讲解,点关注不迷路!
140昆山鼎技精密机械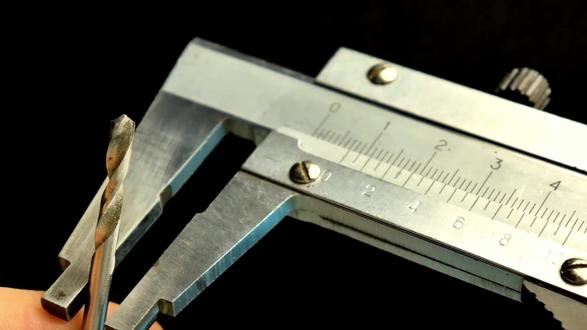 03:46查看AI文稿AI文稿
03:46查看AI文稿AI文稿大家好,今天我们来系统学习一下油标卡尺的正确读数方法和使用方法。油标卡尺呢,主要是由我们的主尺跟我们的油标尺两部分组合,主尺呢,每一小格代表的是一毫米,每一大格是一厘米。 油标尺呢,每一小格代表的是零点零二毫米,这里也有写,一般这里也会有标注,那我们的每一大格代表的是零点一毫米,方便我们快速孤读。那读书步骤呢,也非常固定,总共是分为两步, 首先呢是先读我们的主尺,看我们油标尺的零刻度线对准主尺的哪一条刻度线,先读出整数部分。 然后第二步呢,是读我们的油标尺,找到我们油标尺与主尺刻度线上完全对齐的那一条刻度线,读出小数部分。那我们的读数公式呢,也是非常简单,就是主尺读数,加油标尺读数,就是主尺读数 加上油标尺读数。 好,那我们现在以这个实际案例来演示一下,那我们的这个主尺在哪个位置? 先看我们的油标尺的这个零,可以看到我们的零刻度线在我们的主尺的四点八到四点九之间,还没到四点九,我就按四点八 就是四点八厘米,但这里是毫米为单位,那就是四十八毫米。然后看我们的油标尺,看我们的油标尺哪条刻度线跟主尺对齐了, 这里可以看到是七进行的对齐,七的话,那么油标值数值就是零点七零毫米,那就是加上零点七。好,我们就可以算出来是四十八点七零毫米。好,那我们再来调整一个数值演示一下。 好,就以这个数字为准。好,那我们首先先看主齿部分啊,我们先看的油标尺的零刻度线在主齿的哪里?我们的油标尺的零在二点五到二点六之间,还没到二点六,那就是二点五。好,我们先记一下二十五毫米, 现在就看我们的油标尺部分后面的哪条刻度线跟主齿的刻度线对齐了的。 好,这里可以看到哈,这里是我们的七过了两个小格的刻度线与上面完全对齐了,一格是零点零二,两格就是零点零二乘以二是零点零四, 这里就是七的后面两个小格,它一个小格代表零点零二嘛,那就是零点零四毫米,那就是零点七加零点零四等于零点七四毫米, 那我们这样就可以算出我们的数值,最终就是二十五点七四毫米。 那我们实际在测量中呢,有几点测量的时候要注意,首先呢,测量过程中是要轻轻的进行卡住哈, 轻轻的卡住不需要太过于用力,因为用力呢,会导致那个读数不准,所以我们正常来说是轻轻的这样子卡住啊,然后读数的时候,读数时视线要正对刻度线,防止失差, 然后用完之后呢,我们也要擦拭干净,并归为保存哈。好,那掌握油标卡尺读数方法和正确使用呢,是机械测量最基础也是最重要的技能之一,多练习几次,就能快速准确的读出任意尺寸了。
107产业协同港





