ug内径精镗刀路加工方法
好,我们讲一下这个 g 七六精糖桶啊啊这个刀路如何做啊啊?为什么要用 g 七六呢?我们先看一下这个刀具啊,这个刀具精糖刀啊,它是装了一个刀片是吧?如果说你用这个 g 八幺去淌的话,它这个 g 八幺它的运作方式是啊,它 定位到啊点啊,然后再以机灵妖的速度啊弹下去,弹完之后他直接以机灵灵的速度啊退回去啊,这会造成他这个侧壁啊会划伤啊,会产生一道印子出来啊啊所以说我们原有 g 七六啊,而 g 七六的他一个原理啊,他是这个 啊快速定位到 r 点啊快速定位到 r 点,然后以七零幺的速度躺下去啊,到孔底的时候主轴 m a 一十九定向啊定向停止,然后啊他这个 啊刀具啊往这个旁边偏一个距离啊偏一个距离,然后再快速的击零零零的速度啊退出去啊啊这就使得我们这个刀尖啊不划上这个弓箭啊, 但是你所需要注意的一个什么问题呢?就是注意你这个主轴定向的一个方向啊啊一个刀尖的方向,不要这个啊弄反掉啊,弄反掉的话你这个刀尖直接啊就撞到这个侧壁上面去了啊好,我们这个刀路如何进行编写,那么我们就来讲解一下啊 啊我们这个插入工具吧,选择这个 g 啊呃选择钻孔啊啊这里的话我们把这个孔啊啊进行选择啊,我们就选择这个啊好, 我这个孔是七十的,我们创建一个七十的一个唐刀啊,这个命名我就不去命了啊好,我们这个七十的一把唐刀啊, 我们这个循环模式我们就选择标准堂横向偏执后快退啊,我们指定一个 q 值啊,啊, q 值就是到孔底定位的时候他所需要偏这里一个距离啊,啊,比如说比方说这里就零点二啊, 好,我们这个深度啊,我这个深度,我这个孔是二十个深,二十个深啊,如果说你直接填二十个深的话,我们选择当间深度直接填二十深的话,他可能这个刀尖啊,会,到时候会触碰到你这个根部,会有一定的啊,力量啊,力, 力度的话会导致你这个刀尖有点会受点损伤,所以说我们这个,呃,不要让他碰触到这个孔底啊,把他这个留点油量,比如说我这个留五四十九点九五啊,不让他躺到底啊,留一点啊,好,我们这个 用这个 g 九八啊,好啊,此时的话我们就可以生成道具滤镜啊,当然我这个啊转速进给都没有去设置啊,好,我们这个后处理出去看一下啊,进行个后处理啊, 我们可以看到啊,它这个以这个 g 七六 x 零 y 零啊,算到十九点九五啊,呃, q 零点二是吧?啊?这样弹,弹完之后 在台啊,当然这个我们看一下, 当然我们这个软件是模拟不出来它这个 q 值的一个编制的啊,但,但是刀路就是这么去编写的啊 啊,我们这个循环模式 g 七六啊,啊,经常在这个经常控啊,经常会遇到。
粉丝4.1万获赞23.8万
相关视频
 01:42查看AI文稿AI文稿
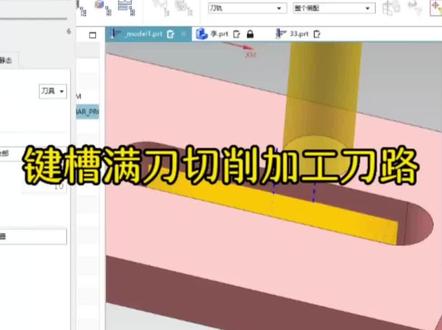
01:42查看AI文稿AI文稿大家好,这是一个加工箭头的刀路,我们这个箭头呢,它的宽度是十二,我们的刀具直径也是十二,等于说是一个满刀加工,那么这样的刀路啊,是如何去做的?好, 首先呢这里为同学们准备了一些 u g 编程的核心技术资料,需要的同学呢可以在评论区留言。六六六,首先呢我们插入工序,选择我们的平面轮廓系啊, 好,然后呢我们这里去指定我们的部件边界啊,这里注意我们用选点的方式啊,选择这个点到我们这个点,然后这个平面呢,我们要选择这一个顶面, 好,刀具侧,哎,我们一般的话,刀具是与我们的选的这根两一根线是相切的关系,但是这里的话呢,你的刀具要踩在这根线上,也就是说对中加工,在下面把这个相切点一下 改为开,就是对中了啊,两个点全部给他改成开,改为对中,然后呢我们选择我们对应的刀具,好,这个时候呢,我们还一个地方要改哪个地方呢?我们的飞切要移动里面,因为你要,你不可能说直接踩下去吗?你要这样去斜进刀,这样去来回加工才会不踩刀, 那么怎么改了,把这个地方是吧,我们把这里改为与开放,与这一个封闭区域相同,然后呢这个斜坡角度就代表你每刀的一个加工深度啊,角度越小,每一刀的限量量就越小,比如说我改个零点五, 这里呢就是你的起始高度,哎,比如说三个毫米,那么呢就会从这个表面抬高三个毫米开始下刀,那么也没必要我们抬高个二十个四,好,然后呢?我们去生存啊,这个底面我们没有指定啊。 好,然后呢?我们去升空刀路,那么这样的一个,呃,满刀七条箭头的刀路我们就做好了,学会的同学点赞加关注。
924三玖教育科技 03:57查看AI文稿AI文稿
03:57查看AI文稿AI文稿哈喽,大家好,我是数控阿城,欢迎大家收看我的 ug 送车自动编程。我们这一节呢就跟大家分享一下怎么弹孔,上一节呢已经跟大家讲了怎么钻孔了,如果大家还没有看的话可以看一下。好的,我们直接创建工序, 找到我们的内孔出糖啊。好的,大家有没有看到这个内孔出糖,对吧?好的,我们刀具呢,我们就选择一把内孔刀, 内孔刀二零点四的三十五度二零点四的内孔刀,大家有没有看到这个 n 开头呢?就是代表我们的内内孔 a 内,对吧?好的,我们选择一百三十五度二零点四的几合体呢,就选择我们的 t, 我们创建的几合体, 方法呢选择我们的出车,大家看这些标的很明白了,如果大家需要我的模板的话可以私信我一下。好的,我们选择这个出车, 我们直接确定一下,我们进来这里呢,我们第一步呢给他设定个离开点跟逼近点。好的,我们点击这个飞车稍移动这里点击一下。 然后呢我们就随便给一个逼近点,大家看逼近点到这里,离开点呢,离开点,我们直接到这里来 确定,我们直接生成这个道路,哎,大家看怎么回事呢?怎么到了下面呢?这个道路,对吧?我也搞不明白。好的,我们有个方法,我们 第一步呢显示一下这个切削区域,我们显示,哎,大家看我们只显示的这个切削区域,对吧?肯定不是我们想要的,因为我们只需要缺上面的,弹上面的。好的,我们还有个方法怎么办呢?我们点进去这个非切销移动这里点进去, 然后我们这个逼近点放到哪里了?这个逼近点我们直接显示,大家看我们这个逼近点呢,在这个坐标下面,对吧?因为我们的中心是到这里的,对吧?现在已经下来了,这个 这个逼近点呢比我们我们的中心点还要低,对吧?可能就是这个原因呢,导致他只缺少这边,不是缺少这边哪边偏就缺哪边。 好的,我们现在改一下这个逼经典,改成改到上面来,改到这里来,大家看我们改一下这个逼经典,我们点击确定, 我们再去生成这个道路,大家看现在的话就是我们想要的,对吧?好的,我们这里 这里过切了,对吧?我们不想要做这里这个等一下要就用这个刀面草刀来做的这里那么怎么办呢?我们可以修剪一下,我们点击这个切烧区域这里编辑,然后呢找到我们的镜像修剪, 然后直接选择现在就修剪掉了这里了,对吧?好的,还有这里呢,我们不想要车出,还可以修剪一下,我们选择轴上了,现在选择到 这里直接点击确定,好的,我们直接生成这个道路看一下,这样的话就可以了,对吧?我们这个内孔出堂就可以了, 还有这里内孔出堂,好的,我们这一节呢就跟大家分享到这里,如果大家需要模板还有后处理的话可以找我,还有需要远程安装软件的,比如 u g, 还有 cad 这些, 那些 km 还有 vt 软件这些都可以找我啊,好的,谢谢大家。
168数控吖辰 02:06查看AI文稿AI文稿
02:06查看AI文稿AI文稿大家好,上一节呢跟大家分享了这个内孔出堂,对吧?这一节呢就跟大家分享一下这个内孔金堂了。好的,我们找到这个创建工序,创建一个, 找到我们的内孔金堂这个命令,大家看这个内孔金堂,对吧?好的,点一下,然后这个程序位置呢还是一样,这个 op 刀具呢?选择就选择这把刀吧,内孔刀,三十五度二零点二的内孔刀, 然后呢这个几何题呢?选择我们的 t 方法呢?选择我们的精确, 精确,然后点击确定就可以了,我们进来这里呢,我们第一步呢先给他设定个离开点, 因为等一下我们要换一把槽刀了,做这个内孔槽,然后离开点,点到这里来确定直接生成这个道路会怎样? 大家看这个刀路呢就生成了,对吧?好的,大家看现在这里也有刀路,对吧?这是我们不想要的,所以说我们可以把它修剪一下, 因为他已经过期了,上面都已经做到了,对吧?好的,我们点进去这个介绍区域,这里点击编辑, 然后呢找到我们的镜镜像修剪这个命令点一下,然后选择这个点点修剪,然后呢点一下这里上面上面的不要 现在就没了,对吧?好的,我们直接点这个确定,这样呢就修剪掉了,我们再去生成这个刀路呢,就成了这个样子了,对吧?现在这个金车呢就已经做好了,金车已经做好了。 好的,这个视频呢就跟大家分享到这里,谢谢大家。
88数控吖辰 00:31查看AI文稿AI文稿
00:31查看AI文稿AI文稿大口径糖孔加工福音来了,就是这款模块化桥式结构大糖刀,糖孔直径范围在一百三到七百二毫米,深度范围在一百七十五到三百四十五毫米,采用叶尾式结构设计,可以有效保证加工时的稳定性。此外,这还是一款可以粗筋长、灵活转换的糖刀, 下面我们来展示一下。换下粗糖刀头,装上我们配备的金糖刀头,再装上平衡菜,这个时候就变成了一把大孔径金糖刀,我们可以通过微调单元来保证孔的尺寸精度。值得一提的是,此款糖刀采用粗糖金糖共用一个衡量设计,可以最大程度上节约刀具成本。
335源研科技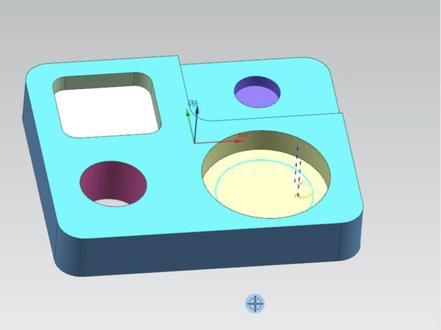 02:09查看AI文稿AI文稿
02:09查看AI文稿AI文稿你用孔洗编写精加工孔的道路,是不是像这样子的呢?还是像我这样子的呢?带有刀具半径补偿的一个精加工孔洗的道路,如何编写这样一个干净清爽的道路呢?今天兵哥用一个视频分享给你。首先我们插入一个工序, 选择孔喜这个命令,确定指定特征几何体,选择这个孔他会识别,我说我们这个孔的直径是五十的,深度是十毫米,然后我直接去确定,然后呢选择一把精加工的刀具, 我们把切削模式啊给他改成圆形,圆形通常就是用来精加工孔壁的时候去使用的一种切削模式。然后我们直接深层的话,他会分很多层去加工, 因为我们这个孔啊,他没有识别出来,他有开粗的刀路,所以呢他就会有很多刀,他才可以加工完。那我们怎么让他只加工一刀呢? 我们需要在这里设置一下,点开特成几何体,把这个起始直径给他用户定义一下,定义成四十九毫米,相当于现在单边只有零点五毫米的余量,那我们肯定只有一刀去加工了,你看, 但是呢,我们还要添加刀具半径补偿才是精加工,再到我们飞机上移动更多里面,把刀具补偿打开,确定再生成一下,这样子就添加那个半径补偿了。但是我们孔喜命令人,他是在默认在孔中心下刀的, 我们洗很小的孔,在孔中心下刀是比较好的,但是洗大孔的话,在孔中心下刀就比较浪费时间了。所以呢,我们还要改一个参数,把我们进刀里面,从中心开始,这个勾给它去掉,然后呢再加一个重叠距离, 就是让我们进刀和退刀重叠一个毫米,再深沉一下。哎,这样子,一个非常干净清爽的精加工孔壁的道路就编辑完成了,你学会了吗?关注兵哥,每天学习一个编程小技巧。
348义恒培训-UG兵哥 10:59查看AI文稿AI文稿
10:59查看AI文稿AI文稿新手弹孔需要哪些操作步骤以及注意事项?我在这里从零到手搓程序实操讲解。第一步,认识弹刀,这是一把小径弹刀,需要夹持在我们普通的刀柄上面, 大的弹刀是一体的,类似图片这种操作步骤相同,那么这个小径弹刀还多一个步骤。 首先不管是大坛刀还是小坛刀,他都有一个加工范围,上面有明确标注十六到二十一啊,他这个是一个内径坛刀,就是孔的大小,那么这里有一个紧固螺丝,然后我们通过这边这个刻度盘去调大调小啊,同时也可以说是调精度啊,微调, 那么这个刻度上面他也有明确的一个标注一格啊,就是他是标标的歪,知道吧?就是直径那么零点零一, 那么我们新手啊,一定要理解他表示的歪啊,就是你调这个刻度盘的一格,他就代表这个圆啊,就是整体要大要小,知道吧?他不是指像我们补刀补单边, 那么也就是相当于我们这里你一格他单边就到了五个,没有啊,等于一啊。 第二步,判断钻刀方向,那我们新手啊,我们看这个刀尖,那么在工厂的话,他会明确告诉你,我们这个刀尖是朝我们这里人,或者说朝我们的右手或者朝我们的左手边去钻,那我们现在讲的是我们不知道他的朝向,我们要自己去判断。 首先我们把模式打到手轮,我们按这个定位,这个主轴定位,也就是主轴定向,我们按一下,那我们的主轴就会锁定一个固定的角度, 同时也可以通过 mdi 我 们去输入 m 幺九,然后去启动,同样也是主轴定向,我们现在开始装刀,那么这个刀尖的朝向一般都是朝 x, 或者说朝我们 y 啊,就朝我们人的这一边,我们先朝 x 走啊,把它装上去, 因为我们等一下还要进行一个调试,我们在这里大概的对一下刀,因为我们等一下去跑程序去判断他的方向。 我刚开始说这个小键盘刀多一个步骤是什么意思?就是我们的主轴固定到一个角度之后,我们要把我们的刀尖就是掰到一个方向去,要么就朝我们的 x 方向,要么朝 y 方向, 那么像一体弹刀,他刀尖他的方向已经是固定好了的,那么像这种刀具我们还要打刀板, 那么这里我们对刀取数。第三步我们认识一下我们的程序格式,那么首先我在这里的话,它是以单孔加工为例啊,那么以后像在工厂如果让你手写一个程序的话,它的格式也是这样子,那首先我们是刀句号,然后这里就是一个定位, g 九九零, g 五四, x 多少 y 多少,开启转速, 那么这里的话就是一个下刀到安全高度,然后开启宵夜,主要的话就是这个 g 九八啊,他跟我们的钻孔公牙的程序都是一样,他属于钻孔循环一类嘛,是吧? 那么 g 九八,然后就是机芯又我们金盘孔,那么这里的话啊,也是一个孔的定位, x 零 y 零,那如果说我们单孔的话,我们上面定位了,你这里可以不要定位,那如果说 你上面不要定位,你这里也可以定位,那么他的前提条件就是他下到安全高度之后,他开始横移啊,所以说我们定位把它放在上面,这里你要与不要都没关系,那么作为新手的话,我们一定要是要 清楚这个逻辑。好,那么这里的话就是加工深度,那么这里是加工起始平面,就是说从那个面 三点两毫米开始加工,那么这里的话就是一个退刀距离扣零点一,那么这个他是不分正负的啊,我们使用扣子不分正负,他是通过机床里面的参数来决定的,那么这个是进给,那么我们啊几把零取消,那么他就会抬刀抬到我们的安全高度 m 零五,主动停止 m 零九,关闭切削液,这个 g d 幺加八 z 零 z 零 m 三零啊,程序结束,那么这里的话分钟我已经提前分好了啊,我们对刀,对了,我们直接回原点,我们去看程序, 这个程序跟刚刚纸上那个程序就是一模一样,我提前把它抄进来了啊,那我们首先这个程序我们要去空跑,要验证,那么我们这个深度我们可以把它改成啊往下 一个毫米,那么主要是这个扣子,那这个扣子零点一,我们不好区分,那我直接把它改大啊,改成十个毫米啊,等一下我们把它改回来就好。 我们空跑程序除了去改它的加工深度,我们也可以去改加工坐标,那么这里的话啊,我们如果说抬的话,我们要抬高一点啊,不要让它转到,那么我程序里面改了,那么我这里就抬高五个毫米。 好,那我们现在去跑程序主要是看刀尖,那么我们这里是在 x 零 y 零位置加工,我们等下也可以看我们的绝对坐标,我也可以把相对坐标归零,看他退刀的一个正负啊。好,我们走起来, 那么下刀的时候啊,一定要慢一点,一走一停啊,一走一停,注意看刀具啊,跟我们的绝对坐标高度 啊,那么现在在还没到啊,在开始切削啊,好,马上到 z 负一, z 负一以后我们一定要看这个绝对坐标啊,结合刀尖看他退刀方向,因为我们现在不确定他退刀方向是不是我们想要的一个位置。好, 那么这个时候就是他加工完刀尖锁,就是说锁定固定体的这个角度,那么他的刀尖会有一个退刀的一个动作,那我们现在看他是往哪边退的, 因为我这里是进格倍率啊,打到零的啊,好,我们让他走,因为我们这里是给定他十个毫米,所以他会拉的很大这个距离。好,好, 那么现在刀尖啊,再退刀,也就是说他最终停他刀尖锁定那个角度,刀尖现在在往这边移,就是退刀嘛,那么也就是说他这个退刀的方向是正确的,明白吗? 如果说他的推刀方向不正确,那么这个时候像这种啊,小金刚刀,我们就要去掰他的方向,因为现在我们没有涉及到参数去讲嘛,是吧,那么在工厂啊,他也不会让你去改参数的,刚开始好,那么这个方向就是对的,那我们剩下的话就是具体化的操作啊, 就是打刀板,把程序改回去,那我们走快一点, 如果说你的方向是错的,那么他最终啊就是移的方向不对,他就往这边移,那么刀尖就直接怼上来了,能理解吧? 那么像刚开始这个刀,我只是用手拿着去拧了一下,没拧紧,现在拿下来拧紧打刀板,那么像现在我们方向确定之后,那我们再次转刀的时候,这个刀尖方向就一定要固定往这个方向转,那么在转刀的时候啊,我们一定要把主轴定向, 那么以后我们弹孔啊,都知道刀尖在哪个方向了。好,我们开始打刀板,那么我们现在去转动刀柄啊,它的一个摆动还有一个丝,那么在加工的话,主要是看它精度要求嘛,啊,当我们弹孔的话,要求可能很高,那我们 把它打到,就是说啊,尽量就是说啊,这个表针不动就是五个米油以内啊,就是正常加工的话,我们可能就其他的产品一个丝以内就可以,刀柄我们拿下去重新锁紧过,那么它的长度也可能会发生变化,那我们现在重新对刀, 这里的话,我是在那个表面对的刀啊,在工厂加工的话,正常在哪里对就在哪里对 啊对,好取数,这里对到取数我就不拍了,然后我们把数啊取到我们一号刀厂里面去。 现在第四步我们要去调我们弹刀的一个大小,那么我这个孔我要二十个金孔。测弹刀的方法也有好几种,那么啊我就先以第一种方式,就是直接通过我们这个孔来进行一个测它的大小, 那么我们直接把弹刀停在 mdi 里面啊,去进行一个定位,就是 x 零, y 零, 现在刀具就会移到孔的正中心,我们拿对应的一个六角扳手把紧固螺丝松掉,然后我们去拧这个刻度盘啊,然后把主轴往下面降, 一定要慢一点啊,你不要直接转上去了,直接把刀那个刀尖啊给转崩掉了啊,现在是没有碰到的, 那我们在拧这个刻度盘的时候,就是顺时针拧,就是变小, 那我们现在把主轴降下去一点,然后我们怎么样操作啊?就是一只手去转动那个刀柄,然后我们边转边拧啊,然后让刀尖刮到这个侧壁,因为他现在是有余量的,知道吧?好,一定要看好啊, 好,已经刮到血了,现在应该是看得清啊,已经刮到捋血,那么这个时候我们把这个颈部螺丝拧紧, 那么像现在我们要进行一个试弹,就是先弹下去五个毫米啊,或者说十个毫米,但是你绝对不是说啊,你一下子弹下,全部弹下去,弹十个毫米就弹多了啊, 那么去修改程序,那么新手千万不要大意啊,我们直接啊就是改了五个毫米之后,那么这个扣子啊就是直观重要的,那不然把弹刀就会撞断啊,撞坏,那么这里的话,他的退刀的距离啊,就是零点一,零点二就够了啊,一定要把它改回去, 那么在工厂有的时候就会大意啊,不小心就说把它漏掉了,那么就导致直接转机了啊,断刀了啊,因为这个弹刀很贵啊,像这种的话几百块钱,如果一起的话可能一两千块钱一把,还有更贵的,好几千的都有。好,现在坐标系,我们要把它啊改到一个正常加工的一个状态 啊,你因为在表面对的刀吗?第五步试弹,我们去启动程序,那么这个时候啊,一定要确保你那个程序的扣子已经是改回去了的啊, 啊配刀,那么当他试弹完之后我们要去测量, 在这里测量的话啊,我们卡尺是卡不准的,我们尽量啊用这种啊,内径千分尺,或者说啊在工厂啊直接拿梁锯啊去配,那么我这里的话就是拿了一个二十的一个刀杆啊, 然后就说你把上面慢慢的调调啊,调到差不多的时候就是说呃,我们就把程序改回去一下子弹到底,然后再进行一个精弹一次,到这一步了,我相信大家啊,哪怕是新手都明白了,那么这里有个重点,他有的人他喜欢把刀拿下来去调,那么拿下来调的时候,你钻上去的时候 千万不要装反了,一定要主轴锁定,然后再装上去。那么这里的话啊,就是在机上调就是顺时针是大,逆时针是小,然后说先一定要先松掉这个紧固螺丝啊,接下来的话啊,我就不调了。
6538数控编程培训卓越刘工 04:38查看AI文稿AI文稿
04:38查看AI文稿AI文稿大家好,我们今天来接着分享那个 g 七零精车的一个道路,好像昨天我们这里做了一个出车的一个道路啊,是采用的是一个 g 七幺的一个切消方式,然后我们今天来把那个 g 七零的道路啊进行一下分享, 因为我这里是加了一个离开点的,加离开点就是我这个刀做完了以后啊,他离开了我们这个弓箭啊,那我这里就做金车刀路的话,我就用换一把刀再进行精加工, 叫我们不用换刀的话,我是直接退到这个循环起点哦,直接就是用同一把刀再走一遍进车,然后这里用那个换一把刀做的方法啊,教给大家。 好插入工序,选择我们的啊,外进金车啊,这里选择一把就说出车,我们是 r 零点二的,我们这里选择一下外金车,然后这里同样的选择这个毛胚加不见,好,点击一下, 确定来到我们这个设置对话框啊,这上面我们也不用去动他啊,不用动,然后我们只需要因为这里有个凹凹下去的一个槽,所以说我这里变换 区域啊,这里这个省略需要勾上。好,我们再进行一下他的一个逼近点,这个运动到起点,这里我们不用设置,因为我离开点的时候他就直接默认为运动那个初始起点啊啊,直接需要设置一下那个逼近点, 在毕竟点啊,我也可通过直接点击这个位置大概的一个位置,但他没有那么精准,所以我这里需要打开指定点,通过坐标来进行设置 好我这个循环起点,也设置好了这个运动到起点,点击直接, 然后再设置一个离开点,就是我们经加工完了啊,倒退退到的一个地方,这个 z 退到一百啊, x 退两百,两百的话这里只需要设一百啊,这里是半径。 好,现在来把转数啊,进行一下设置,转数设置一个八百美钻镜给来设 设置一个零点一啊,这个后面的单位啊,记得选一下 p r 啊,确定好,现在我们的参数就已经设置好了啊,这个选择这个 a u x 啊,这里是可也可以的啊,选择这个 f 啊,这精加工也是可以的 啊,然后做循环啊,这一步是不能省略的啊,机床控制这里我们需要把这个圆弧啊运动输出改为机床加工周期。好,我们现在再来进行一下道路的生成。 好,我们现在道路啊,就是这样子的一个道路啊,点确定出来以后,我们把我们这个程序的名称啊进行下设置重命名,点击幺幺二二五五啊, 有前面这里这幺幺二三三啊,这里就你可以任意去设置他,这个没关系啊,这方便自己好记好点确定,那我现在啊来把这两个程序啊进行合成,把它后处理出来, 这里呢我们可以把它给它后面加一个啊幺六, 方便自己记,点击一下确定好,我们现在这个金车道路啊,也就做出来我们看一下,因为这个是换刀金车,这个这是昨天做的啊, x 两百,这一百离开以后啊, 然后进行啊放刀 t 三零三,这个是我刚才选择的外援金车的一个到 w r r 是零点四的工序,是我刚才设置幺幺 二二五五,转速八百,这个循环起点是刚才设置的,然后他这个啊,机器零 p q 二啊,他是自动识别啊,我们做的初加工的这个金车循环段,然后 f 零点一, 然后 g 零 x 两百, z 一百啊,推开 m m 零五, m 零九 m 三零程序结束啊,他就是这样的一个生成道路啊,今天讲到这里啊,谢谢大家观看。
283CNC数控编程笔记 03:01查看AI文稿AI文稿
03:01查看AI文稿AI文稿四米长的实心料加工一个两百直径的内孔,这是怎么做到的呢?大家好,今天给大家看一下这个加工厂是如何加工一个两百直径的通孔,直径两百六十,总长四米, 大家现在来看一下,这个就是今天最大的亮点,这是车间年薪五十万的工程师设计的一把弹刀,这把内孔车刀其实和我们平常用的内孔车刀原理一样的, 只不过厂里的工程师在内孔刀杆上镶了一个套,然后刀杆固定在中心架上,也是一个套一样的东西固定了,然后再通过四扎卡盘夹住产品固定在中心架上。 种情况下内孔刀力道相当的大,你们看一下这么大的内孔一刀就弹通了, 不过时间还是有点长的,就这么一个内孔最少也要四个小时左右,相对来说比一般设备加工起来还是挺快的。现在这个刀头的结构大家看到没有, 其实做起来也是挺简单的,只要刀头前端做一个套,再加上一块木头, 这块木头主要是起固定作用的,意思就是刀杆进去的时候防止刀的抖动,只要刀杆不抖,产品不换,这样撞进去一点问题都没有。 大家看一下,从这个内孔的光洁度看上去,最少也有三点二吧,按照这样的加工工艺,原先两天加 加工一个孔,现在只需要四个小时就可以搞定,而且粗糙度也非常的完美。大家觉得这样的加工工艺是不是提高了工作效益呢? 说说你们的加工经验吧,大家一起来探讨一下,看看你们是不是有更好的加工方法。 好了,今天这期的机械知识视频就给大家分享到这版,谢谢大家一直以来对我的支持和关注,后续我将还会更新一些有关于机械知识的视频分享给大家,再见!
2575机械之天地 02:12查看AI文稿AI文稿
02:12查看AI文稿AI文稿大家好,这期视频呢,我们主要来看一下这个金堂刀的用法啊,这是我们的一把金堂刀,我们先看这个程序, 它的格式是 g 七六 g 九八 x y z r q f 啊,这叫 q 是推到亮。好,我们来看一下这个,这上面呢,它是有刻度的啊,一格呢代表一个丝是直径,一个丝 这边是一个锁的啊,我们把这个松开, 当我们尺寸不对的时候啊,我们要调一下这个啊, 大家注意这个刀尖的朝向啊,像我现在这一个,我记在这地方逆时针是加大,顺时针呢是减小, 好,我们来看一下,我们把这个给他放在里面, 我们调的时候我们要把这个反向间隙啊给他排一下啊,逆向是加我们顺时针先摇排间隙啊,正常摇个半圈就可以了啊,然后反向尺寸是加啊, 好,加到八十,好,这样就可以了。好,然后把这个锁紧装置给它锁住, 我们注意这个推到方向啊,我们启动一下程序看一下, 好,现在开始躺火 啊,我们注意看一下这个坐标变化啊,我们先把相对坐标先给他清零啊, 好,我们可以看到 y 他是退了零点一啊,这个刀尖呢正好朝我们这个人的方向啊,这样就是对的,如果说反了,我们把这个刀柄啊拿下来给他转一百八,刀尖朝里啊,这样就可以了。
 00:30查看AI文稿AI文稿
00:30查看AI文稿AI文稿数控瞳孔怎么编成?例如加工一个直径二十毫米的零件,程序边显如下, m 一九,主轴定位,然后换刀,再快速定位,给转速 一四三刀具高度补偿,开冷却液至七六金汤孔加工,然后快速抬刀关冷却液系八零,取消循环,然后主轴停转,系轴和外轴分别回零,然后 m 三零程序结束。
 01:38查看AI文稿AI文稿
01:38查看AI文稿AI文稿大家好,我是时光,今天给大家分享一下我们这个机器六金堂孔这个刀尖朝向的问题。啊,我这里呢做好了一个程序机酒吧机器六 xyzrfqp。 啊, 这个金堂孔的时候,我们这个刀尖朝向要装好,如果装反了会蹭到我们的弓箭,还是一样的。找到这个参数键搜索五幺四八, 五幺四八号搜索,这里面呢默认的是一,一是 x 正方向退刀,如果我们 使 x 副方向退,直接给他改成负一, 三个改成负一就可以了。如果我们的 退刀方向是歪方向,那我们就把它改成二,二是歪正方向退刀,如果我们歪副方向退刀的话,我们就给他输一个负二即可。 好,现在是负二,我们启动一下程序看一下。好,启动包子下来了。好,我们看一下这个歪子, 现在歪负零点一,好,刀子退出来结束啊,今天呢就给大家分享到这里。
1576加工中心编程石工(数控华仔)








