真圆度标准对照表
你知道真圆度和圆柱度吗? 你想知道的一百个测量小知识 形状公叉概念及其测量方法之真圆度圆柱度真圆度 真圆度描述了回转体圆形洁面元素的形状特征,是限制回转体的正洁面或过球星的任意洁面轮廓圆形状误差的一项指标。它的公叉带是半径叉,为公叉直踢的两同心圆之间区域。 真圆度要求在垂直于轴心线的洁面中,洁面圆轮廓必须在两个半径间距为低的同心圆形成的公叉带。 真圆度计算不参考基础。在实际测量中我们可以看到,要求测量出图是位置圆孔的真圆度,其公差值为零点零五。我们可以用胡扫描工具将所需测量的元素测量出来,接着按 f 三快捷键调出公差设定命令, 填入公差值零点零五,就可以直接看到真元度值,并查看是否超差。 圆柱度圆柱度描述了圆柱形元素的形状公差,是综合限制圆柱体正截面和纵截面的圆柱形状误差的一项指标。 圆柱度公叉可以控制圆柱体截面的区域变化,其公叉带是半径叉为梯的两同轴圆柱面之间区域。圆柱度值表示了圆柱体截面形状的偏离程度,他也不参考基准。 在实际案例中,我们需要检测图式圆柱的圆柱度,其公差值为零点零五。对于这个尺寸影像,无法看到历史的圆柱面, 所以我们通常是利用麦克 ob 模块化的优势,另外加装探针组件,通过探针测量出圆柱面上多个页面,通过采集的点构造出圆柱面, 然后调出公差设定命令,填写原著度公差值,查看实际的原著度值和其是否超差。

粉丝3119获赞1.5万
相关视频
 00:20查看AI文稿AI文稿
00:20查看AI文稿AI文稿这个简单的产品外观做的很漂亮吧,它是一个气杆结合,尺寸的要求是很严格的。它的同行度在零点零零五,它的增源度 是在零点零零一五,平面度是在零点零零二。这三个指标已经是到了一个无杆加工的极其有限的一个尺寸了。
25三鑫硬质合金加工 01:37查看AI文稿AI文稿
01:37查看AI文稿AI文稿上期呢,我们用这个产品给大家演示的垂直度和平行度,然后这期我们还是用这个产品给大家演示一下平面度跟真圆度是怎么测量的。测量真圆度我们就要先把这个圆给画出来,用这一个多段取圆的功能。 好,现在这个圆就已经画出来了。画出来之后我们可以在显示设置这里打开,然后他这里有半径、直径,还有一些坐标的一些数据,我们就把这些要的真圆度那些勾上。 好,我们现在测量平面度,平面度的话他要把他的倍率放到最大, 倍率放大之后我们先手动对焦,对完焦之后我们再用这个对焦点来在这个平面上取四个点, 四个点都测量完之后,我们选中,然后在这里一个构造平面的工具,把它构造成一个平面,它的一个平面度就已经出来了。测量出来之后我们可以在这里把它的一个标准值输进去。 我们现在运行这个程序,然后输出他的报表,看一下 好,报表上面输出的他平面度,还有直径、半径、增圆度,他的结果都已经测量出来了,这一期的增圆度和平面度就讲到这里了,我们下期再见。
 00:40查看AI文稿AI文稿
00:40查看AI文稿AI文稿增员度多少啊?嗯,增员度多少差多少。这个。啊啊,这个 本来是应该多少的,正常是多少?这里是四十吗?他在这里刚才弄了四十了。四十了是不是?这是找了个妞在啊。对,你要量对角整个两个轴以及相片以及对角。 就是本来四十大的元,现在误差是五六。就增援度五个六是吧?嗯,再把象限优化优化应该就可以。就就效果好一些了是不是?对啊, ok, 记得把这个象限的问题要上报一下啊,上报给生产啊。
117鸿天驰CNC机床 03:34查看AI文稿AI文稿
03:34查看AI文稿AI文稿大家好,我是老彭,这一节给大家介绍公扎配合有关圆度的相关知识。圆度他的背侧要素一定是一个圆,所以圆度 他所检测的零件一般是回卷体,像圆柱体、球体和圆锥体 像这个零件他就是一个圆柱体和圆锥体的组合体。他这里的几何工差要求是这个回卷体的表面他有圆度工差要求,他的工差值是零点零三。 上面这个图是老标准的标注,下面这个图是新标准的标注啊。老标准他这个图所表达的意思是在 垂直于回卷体轴线的任意横截面,这个横截面与这回卷体相交的这个背侧要素,他应该是限定在 半径差为零点零三的两个同心圆之间的区域,如果他在这个区域,这个零件就是合格的。 下面这个是新标准的标注方法。新标准的标注方法跟老标准的比较,他就多了一个在他的圆锥部分的圆度公叉,多了一个方向要素, 这是因为老标准他只规定了这一种,也就是说垂直于轴线这个平面上的圆度 要求啊。新标准他不仅规定了垂直轴线的任意截面的圆度要求,他还规定了垂直于圆锥表面的这个方向上的 圆度要求。所以先标准他就要假方向要素,像这里是垂直于他回卷轴线方向的前面的圆度要求,那么在圆锥表面的圆度公叉 后面就加一个方向要素,这个方向要素他是一个垂直度的符号。而在圆锥表面,垂直圆锥表面这个方向,他的圆度公叉要求 他的方向要素标注的是一个跳动符号啊,这里要注意他有一点区别。 那么这个垂直于圆锥表面的这个呃圆度公叉,它的含义是 用一个与他圆锥表面垂直的一个圆锥面相交,他们相交的这一个圆,他的几何公差,他的圆度公差是在这一个呃 圆锥面上,这个距,这个区域,这个距离就等于他的公差值,这里也是零点二,他就是这个含义,这是新标准,他是增加了这个垂直圆锥表面的圆度 公差要求,所以对于圆椎体表面的圆度,他后面一定要加方向要 数这个辅助空格要素,这是新标准与老标准的区别。好,关于圆度的相关知识就介绍到这里,我们下一节再见。
167老彭讲机械 01:55查看AI文稿AI文稿
01:55查看AI文稿AI文稿在 gdm 的 t 中,根据被测要素的不同,圆度可以分为圆柱圆度、圆锥圆度和球体圆度。他们都有什么不同呢?首先讲一下圆柱圆度, 标注十箭头指向圆柱表面工叉带为相距零点一的两同心圆之间的环形区域,对位置和方向没有要求。 圆柱圆度可以用圆柱度一侧两采用最小区域阀,你和提取洁面圆得到圆心计算提取洁面圆上的侧点到圆心距离最大差值即为该洁面的误差值。 按照同样方法测量多个洁面,取其中的最大误差值作为该零件的原度误差。接下来讲一下圆锥圆度。工差代为两个相距为零点一同心圆之间的圆 环区域,对方向和位置没有要求。圆锥圆度可以用指示器测量。零件转动零件用千分表言固定圆周测量记录独树的最大值和最小值。按照同样方法测量多个结面,计算每个结面独树的最大差值,取其中的最大值作为该零件的原度误差。 最后一个球体原度表示指定圆球面的原度攻差,攻差代为两个相距零点一的环形区域,对位置和方向没有要求。 球体圆度可以运用圆柱度一测量。转动球体沿洁面圆周等分测量得到提取洁面元推荐测量四层,每层的测量点数至少为五五三一。 采用最小区域法,你和提取的洁面员计算洁面员的圆心,计算提取洁面员上各侧点到你和圆心距离的最大值与最小值之差 即为该洁面的误差值。按照同样方法测量多个洁面,取所有洁面中的最大误差值为该零件的原度误差。以上内容不尽全面,更多精彩内容尽在公差帮 app。
 00:18查看AI文稿AI文稿
00:18查看AI文稿AI文稿做事的人讲话都难听,为什么他活在事情里?他喜欢用最快的方式把事情怎么样讲清楚,只有那些啥事不干。一天到晚吹牛逼的,都是巧言令色。所以你只要认真做事的人,人品一般都坏不到哪。
1654昆山新锐利制刀有限公司 00:44查看AI文稿AI文稿
00:44查看AI文稿AI文稿呃,一点二 miu 我们五轴五联动的新代控制器的这个五轴五联动加工中心,然后现在这个整个学员的增度 a 轴 c 轴看一下 啊。一点二米我不知道大家你们的五洲机的学员的精度能达到多少,不过我们现在还在优化,看是否能够提升的更多一点啊。当然是精度是越高越好。现在看一下这个整个动作 就是一个空跑的形式,将 a 轴 c 轴的增援度,现在这是跑的程序啊,我们把增援度让他自学习的一种方式。呃,抓住他的增援度,进行一个内部的一个补偿,然后补偿后的电器的增援度现在是一个都没有吧。
112鸿天驰CNC机床 00:56查看AI文稿AI文稿
00:56查看AI文稿AI文稿打牌吃大亏啊,着称为是要测真言度。一开始我们还专门去买了一个三转内径千分尺啊,公差都管控住了。但是新客户打样交样的时候, 他没有提要求增严度的说法。小批量生产交货被品质检验出来,公差超差的,还不能修,全部报废,这个代价有点大。像我们开始检测三转内存千分尺的三个点,数理不均匀,测不出来,测高以检测 准点不好抓起也是会有误差数。显卡尺每个人卡的力度不一样啊,数据也会有不准。 那像通知规只能检测孔径大小,真言度他测不出来。每一个简计他都有他的特定的使命。那我们这一次测这个真言度啊。最终这个这个羊爪的这种内径千分式,但是测试效果是最好的,有点快。老铁,你们是怎么检验?
1050特力佳吸盘 01:53查看AI文稿AI文稿
01:53查看AI文稿AI文稿hello, 大家好,我们对我们所销售的所有的国产定制锻造轮毂,在安装之前我们都会去测这个,这这四颗轮毂的增原度,什么叫增原度?大家可以输入百度,那简单的说也就是说轮毂在滚动时候的一个原理,这就是增原度,这个会影响到平衡,跟 这边总部很震动。好,现在我们开始检测,首先拿第一颗轮毂上我们的专业的检测设备 好,现在开始检测全息扫描轮毂的一个圆率,增圆率,增圆度一定是轮毂滚动起来之后的一个参数。好,我们现在看 内径,零点零八,零点零三,零点零二,中心,零点零八,零点零二,零点零二,这个是一个比较标准的轮毂。好,我们先测量第二个。好,师傅已经把轮毂安装好, 扫描 好,参数已经出来了,零点一四,零点零四,零点一,零点一六,零点一, 增援度这个东西是会影响到,就像我刚才说的,会影响到方向盘走动,在车身震动,所以说他的参数越低,说明这颗轮毂的标准是越高,这个是零点零四,零点零 零点一,像这些仓鼠确实是很不错的,我们合作的厂家在发货之前是不会帮我们检测这个圆圆度的,所以说我们卖的所有的楼顶在圆度上面是比较标准的。好,第四颗开始测试, 所有的轮毂基本上都是红星的锻造胚去生产的,并不是所有的店家都会有这样的设备去测量每一颗轮毂。好,零点零五, 零点零三,零点零一,中心,这也是一个很不错的一个参数,这个值不能超过零点五或者零点六,如果超出这个值,轮毂就会产生抖动跟震动。 ok, 谢谢。
 00:08
00:08 01:01查看AI文稿AI文稿
01:01查看AI文稿AI文稿我做了十多年的一个 cnc 技术啊,第一次碰到这个要求这么高的一个产品。在工商要求红心度对吧,和圆度啊,都在八公里以下, 主要是圆柱度,因为这个是用 cnc 落的,如果对于车床来说的话,五个名度并不难。然后因为这个产品保密啊,我们不拿产品来进行做演示,他就是一个类似这样的一个圆柱,四毫米,他的圆柱度在八个饼以内,然后真圆度也是这样的,我们现场技术原条两天一直没有挑出来, 一直的用 cnc, 无论是进口机,德国机,日本机啊,包括国产机都有条啊,基本上都在他的真圆度在七八个妞这样子。然后现在我们改用另外一种加工方式啊,用的那个外圆糖刀进行加工,现在是能做到两个妞左右的一个真圆度。像你们做这种真圆度要 很高,同性度也要求很高的这种产品,然后又不能用车床去加工的,你们是怎么去把它做到这个公差的呢?欢迎评论区讨论这个事情。
496老朱~精密加工 00:33查看AI文稿AI文稿
00:33查看AI文稿AI文稿常规的产品,却有不寻常公差尺寸要求。这个产品呢,是一杆的活塞杆,尺寸公差正负两个喵的行为公差的要求很高。同心多零点零零五。 直线度的要求是零点零零二,圆度的要求是零点零零一。很多人质疑我怎么做出来一个喵的。在测量仪上,这个圆度的真实测量数据是在零点三 一九妞,远远高于他的图纸的要求。这个产品呢,看似简单,要做好是非常困难的。
48三鑫钨钢零件加工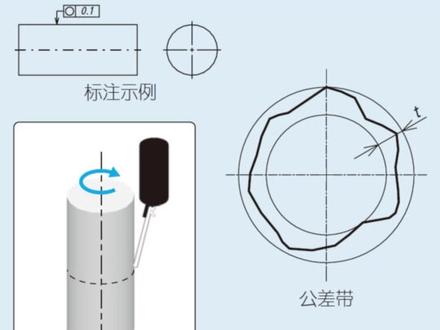 00:47查看AI文稿AI文稿
00:47查看AI文稿AI文稿你们搞这个在线修复,这同心度怎么保障?圆度行不行啊?圆度跟同心度可不是一个概念哈。同心度跟同轴度也不是一个概念。 圆度是指弓箭的横截面接近李问圆的程度。大白话就是轴的最大半径与最小半径之间的差值,差值为零则说明圆度为零,是个标准圆。 同轴度其实就是定位工差。我的理解是同轴度更多的时候是指两轴或几轴间轴线的重合度。我们使用工装工艺,最先保证的就是同轴度,不然修出来的设备会震动。 同心度则是同轴度的特殊形式,指人心的偏移程度。一般同一轨道上的设备对同心度要求较高,例如我们常修的减速机和电机。
348索雷工业 00:31查看AI文稿AI文稿
00:31查看AI文稿AI文稿氧化告陶瓷洗出正负零点零零一毫米的孔是什么样的体验?大家好看一下,今天我们在加工什么产品? 家具上的这块是氧化高陶瓷。今天我们在做孔加工,任意抽剪了九个孔,孔的尺寸是一点零 一,是正负零点零零一,真圆度都在一个四起孔出来的精度你还满意吗?
118超声精密极孔天工 00:41查看AI文稿AI文稿
00:41查看AI文稿AI文稿有个朋友说哈,你看你买个三次元给你嘚瑟的。哎呦我的天呐,我十年以前就有三次元了好不好,图纸也给你看了,检测结果也给你看了,你就是不相信,又说我这取钱取的少,你看看我这取了多少点。我这个镇元都是五个喵,我就是测出来的就是三个喵, 四千三百九十九。然后呢,零点一的那个布局是不是?对,把那结果给我,你再你再点开那个结果。 检测结果。这个为啥不在一个界面上显示,这个是需要变成西装的扫人用的。这个界面完了之后这个界面才是他的那个什么实际值,这实际值零点零点三四。
298精密加工缪姐鸿升




