测量精度的高低取决于什么
影响视觉测量精度的五大关键因素在一些机器视觉检测项目中,许多客户都遇到了检测精度的问题, 如要求以十微米的精度测量塑胶件的外部尺寸。目前很多配置选择五百万工业相机镜头,理论上可以达到十微米的精度,但是实际测试中能做到三十微米就很不错了。 而工业相机、镜头、光源检测软件等构成视觉检测系统的主要部分,同时测量精度也由他们决定。所以影响测量精度主要有五大因素。 一、相机分辨率。使用相机分辨率越高,实际被测物体尺寸越小,成像物体表面的分辨率越高,系统的检测精度也越高。二、镜头机变。镜头机变对视觉测量精度有很大影响,因为镜头机变会改变被测物体的形状和大小, 从而影响测量结果。三、照明条件。照明条件的好坏直接影响到视觉测量的精度,因为照明条件的变化会影响被测物体的亮度和对比度,从而影响测量结果。四、被测物体的特征。被测物体的特征、颜色、纹理、形状等都会影响视觉测量的精度。 五、算法的精度。算法的精度越高,测量结果越准确。汤奈德智能在点焦领域的点焦 aoi 检测系统,在测量交宽和点焦面积的精度就可以达到一微米级别。这个测量精度同样也是经过丰富的现场项目经验、软件算法优化、硬件调试而得到的结果。 所以在实际应用中,需要根据实际需求和场景选择合适的视觉测量技术,并对其进行精度较准和误差修正,以达到更高的测量精度和准确度。如果你的工业 生产线中可能用得到机器视觉或 ai 深度学习方面的技术来做质量管控,那不妨和我们康奈德聊聊。我们会先根据你的需求分析,从一个专业的角度免费来给你设计一个合适你的方案。 康奈德智能目前拥有十年以上的技术专家为主导的高效、专业的视觉团队,拥有完善的视觉系统测试实验室,配备各品牌型号工业相机、镜头、光源等一系列视觉配件。专注于点焦视觉检测及锂电极片视觉检测。系统 研发的系统能够保持高性能稳定运行,并提供定制化系统服务。想了解更多信息,可以关注我们的视频号或访问我们公司官网。

粉丝1502获赞2438
相关视频
 01:29查看AI文稿AI文稿
01:29查看AI文稿AI文稿测量精度和分辨率的区别测量精度和分辨率是测量领域中两个重要的概念,他们有些相似,但实际上是不同的概念。 测量精度是指测量结果与真实值之间的偏差程度,也就是说,它是用来描述测量结果的准确程度。如果一个测量仪器的测量精度很高,那么它的测量结果就越接近真实值。 例如,一个长度测量仪器的测量精度为零点一毫米,那么如果测量长度为十毫米的物品, 实际长度可能在九点九毫米至十点一毫米之间。而分辨率是指测量仪器能够检测和显示的最小单位,它是用来描述测量结果的精细程度。例如,一个数码相机的分辨率为十二兆像素,这一 意味着它能够捕捉和显示一千两百万个像素,也就是说,它可以捕捉和显示非常细微的细节和变化。因此,测量精度和分辨率之间的区别在于, 前者描述了测量结果的准确性,而后者描述了测量结果的精细程度。测量精度越高,测量结果越接近真实值, 而分辨率越高能够显示更多的细节和变化。在实际应用中,测量仪器的测量精度和分辨率都是非常重要的指标,他们可以影响到测量结果的可靠性和精确性,也可以影响到仪器的应用范围和适用性。
47三丰精密测量仪器 02:39查看AI文稿AI文稿
02:39查看AI文稿AI文稿剪出来有问题知道吧?三个人剪,因为你建立的面跟点不一样嘛,所以说这个是一个面,你建立孔跟孔,如果这两个孔, 如果我把距离给你放长,再长延长延长的话,你这个同行度就会出现更大的偏差,明白吗?到时就而且这个孔啊,孔深浅,如果说有锥度或者说大小啊,还有一点点锥或者一点点妥,他形成的同心度的误差紫线度都会不一样的。这个产品在做的时候啊, 在加工的时候,这个产品六个面全部研磨过的都可以保证垂直度在一个十以内的保证之后再来加工这个孔的保证这一刀出了, 所以说而且这个零位这个恐惧也是没问题的。如果说拿是拿,高度一,这样子是打啊,这样子是错,那也是 ok 啊,是的, 要不行我给他建工作线了,这个由于我们高度已打啊,这个垂直度是一个十以内的,这个恐惧呢,也是在几个米以内孔的距离啊,包括这一头的金孔,他也是工具也是在几个米以内,但是呢,现在测出来 垂直度我们三坐标,现在测出来呢,他是八个十了,我们都完全是不相信,所以说验证一下到底是哪个环节出了问题,正常的说,高度一现在测出来的空气在一个十以内, 恐惧垂直度各方面都是一个十以内的话,三只眼测出来不应该是八个十,所以说我们要验证一下,看看这个产品具体问题出在哪里,但是我们从高度于前侧来说,这个产品还认为是合格的产品,在 在出加工,精加工半啊半精加工研磨每个环节都有检查的,所以说在这里面不应该出现问题,有可能就是三次元这里面建立坐标的问题,取点的问题啊,可以说再检验一下,现在应该测出来是多少就是多少, 所以现在我有自信,有自信是吧?嗯,因为那个垂直度,还有接近一个师的垂直度,恐可恐惧,可能有几个没有的一个误差,他累积起来,他会形成一个累积供差, 导致你这个产品这样子测的话就没有刚才说的八个十那么离谱嘛,对不对?所以这产品还是可以在两个十的样子嘛,因为现在测量的话,现在这个基础面现在是建立的,在这取一个面跟这一个面, 还有在这个这里也取一个基础面,这样子三个面定位,再再测这个孔,这样子的话平常率就越来越小,这样子会更加准一点。
888凯路精密零组件厂家 02:22查看AI文稿AI文稿
02:22查看AI文稿AI文稿今天给大家讲讲游标卡尺的读书方法,我们在测量精度比较高的零件时,可离不开它。悄悄告诉大家,我师兄到现在都还不会用它读书屏幕前如果还有不会看的兄弟,这条视频一定要点赞收藏,看完还不会就跟我师兄一起罚站。 由标卡尺由主尺、由标尺内侧两爪、外侧两爪、颈部螺钉和深度尺构成。 使用方法,顾名思义,内测量爪测量内镜,外测量爪测量外镜深度尺测量深度。颈部螺丝。用来固定 油标卡尺的独处方法是主尺独数加油标尺独数等于测量物体的实际度数。主尺是普通的刻度尺,分度值为一毫米。油标卡尺的精度取决于油标尺的刻度。 手里这个油标尺,它的刻度线有五十条,它是五十分度的油标卡尺,因此它的最小分度值为五十分之一毫米及零点零二毫米。 在读数时,主尺读数,看主尺零刻度线与由标尺零刻度线中间这个部分只读取整毫米数。比如我手中这个螺帽,主尺不到三十五,读为三十四毫米。 再看油标尺,观察油标尺上的刻度线,找到第一条与主刻度线对齐的线,好,就是这条。数一下,这是第几条? 第四十条前面说了,这个油标尺的最小分度值为零点零二毫米,因此 就是四十乘零点零二等于零点八毫米。最后在与前面的主尺刻度三十四相加,就是三十四点八毫米。 再举一个例子,现在的这个主尺刻度在二十一,厚一点,主尺多做二十一毫米,由标尺刻度线在第二十条与主尺刻度线对齐,因此就是二十乘零点零二等于零点零四毫米, 二十一加零点四等于二十一点四,所以现在这个最终读数应该是二十一点四毫米。兄弟们这下会了吧,给个小爱心,还有什么问题可以在评论区提出哦!
2724政群培训中心官方号 00:36查看AI文稿AI文稿
00:36查看AI文稿AI文稿视觉筛选题检测精度可以达到多少?实际上,检测精度受以下三方面的影响。第一,被测产品的大小在相同下属下,被测产品越小,它的精度越高。第二,我们打光的方式, 背光的精度比正光高两到三倍,因为背光的轮廓边缘对比度更高,更稳定。第三,我们的算法, 国内常见的算法可以达到一个像素精度,有些甚至可以达到三分之一个到五分之一个像素精度。我们视觉筛选这个检测精度主要取决于这三方面的影响。关注我,带你了解更多的视觉检测。
 01:44查看AI文稿AI文稿
01:44查看AI文稿AI文稿今天呢,我们来聊一聊碳管的精度。我们都知道碳管有两个最重要的指标,一个是方位角的误差,比如说正负一点五度, 另外一个呢是轻角的误差,比如说正负零点二度。那么这两个误差他都是由什么决定的呢?其实碳管测量误差主要是由两方面的因素决定的。 第一个重要的影响因素是什么呢?是这传感元件自身的精度。我们知道这个碳管它主要采用的两类型的传感器,一种是测量地球重力加速度的加速传感器, 以及这个测量地球磁场的磁传感器。对于工业用的这类型的传感器呢,他因为这个精度和可靠性的差别会 会导致他们的这个价格相差非常大,甚至能够达到几千上万倍。所以说呢,我们要选择这个性能有一定余量以及价格合适的传感元件来作为咱们碳管的 核心部件。那么的第二个重要的影响因素是什么呢?它是碳管的校准算法。 我们知道每个厂家他都会有自己的一个呃校准算法,这也是每个厂家他的这核心技术。但是呢,要达到这种高净度的这个校准算法,其实他是很难的,他需要解决传感元件本身的误差, 安装误差,还有温度误差等等等等众多的误差。所以说碳管能够达到高精度的要求其实是比较少的。好了,今天我们就分享到这,谢谢大家。
2231中瓦黄麟森 00:31查看AI文稿AI文稿
00:31查看AI文稿AI文稿干机加工这个行业,加工精度是挂在嘴边的口头禅,每天都要念到几遍。那么机加工的老师傅们知道机床的加工精度是靠什么来保障的吗?数控机床的精度的高低分机械和电器两个方面。 机械方面如主轴进度、支杠的进度、加工时加剧的进度、机床的钢性等等。电信方面则主要是控制方式,如半臂环、全臂环等,还有反馈和补偿的方式,加工时的插补进度等。
17大天复合机床 04:11查看AI文稿AI文稿
04:11查看AI文稿AI文稿哈喽,同学们大家好,我是王小胖老师,同学们可以看一下我手上拿的是什么,这是一把尺,这是一个秤,这两个东西呢都是用来测量的, 这个呢测量的是长度,那这个呢,测量的是质量。那大家是否还记得我之前这里面有一个大家伙,那是测量力的,那现在这个车里已经被拿过去做实验了, 这些测量物理的东西啊,比如我手上的这两样直尺,肯定大家都见过。另外还有这个东西叫油标卡尺, 有些同学没有接触过,他呢也是测量长度的,虽然两者都是可以衡量长度的大小,但是他们两个的价格呢,却不是一个等级的。那么凭什么这个油标卡尺可以卖的这么贵呢?同学们肯定知道贵的那个油标卡尺啊,测量的长度呢,更加的精确 啊。确实如此,我们可以先看一下这根直尺啊,这个尺跟你们手上的直尺没有太大的区别,上面有很多的刻度,有长的有短的,两个刻度线之间的距离就代表了这根尺的测量精度。 这种直尺呢,大部分的最小刻度是一毫米,那我这把钢尺呢,前面十厘米啊,他的最小刻度是零点五,那很显然在这个十厘米范围之内测量呢,净重的更高一点。 我们用这个尺寸测量的时候,怎么读数呢?我们以这个笔为例,这个笔肯定超过十厘米的, 这个尺的最小刻度就是一毫米,这个一毫米就是这把尺的测量精度。但是我们量这个笔的时候啊,这个毒素并不是说十四点一厘米,而是十四点一七厘米,后面会脱一个小数,这个第二位的小数呢,称之为孤独,他是通过 肉眼判断出来的,但没有对应的刻度线,所以零点一毫米就是这把尺的孤独精度。接下来呢,我们来换一下这个高精度的油标卡尺啊,它是一个毫米尺,同学们可能接触过那种机械式的,就是把一毫米啊分成了五十等分的那种, 需要自己来读书。那一毫米五十等份,其实就代表了他的进度是零点零二毫米。我这把有把卡尺呢,是这个电子式的,不需要人工来读,他的读数呢,可以直接通过这个显示器给他显示出来。你看一下这个进度就是零点零一毫米, 那这类尺呢,是没有孤独的,所以零点零一就是这把尺的测量精度。我们用这把尺来量一下刚刚这个铅笔, 那现在量的结果呢,就是 看一下结果是幺四幺点三幺毫米。那么从测量精度来考虑的话,这般油标卡尺啊,是直尺的一百倍。当然了,这种高精度的尺啊,他的量层是有限的,比如说我们这个尺,他的量层是一百五十毫米,再长的话就不太方便了。 屋里人的测量的精度啊,是没有止境的。我们刚刚测量的数据中啊,普通咫尺是一位小数点, 油标卡尺呢是两位小数点,当然还有进度更高的尺啊,小数点以后可以取三位啊,四位啊,五位啊等等。那对于这支笔来讲,小数点取一位就足够了, 所以用油标卡尺来量这个笔啊,本身就是杀鸡用镰刀,为什么呢?因为这个笔本身就很长。第二位小数点对前面的这个大的数据来讲,它的变化对整体 体上是没有什么影响的。但是呢,如果我们要测量呢,是这支笔不同横截面的尺寸有没有变化,这时候就需要用到这个油标卡尺来进行测量了。 所以啊,选择什么样的测量精度,跟具体关系的数据变化有关。在技术条件满足的前提下,我们总可以找到更高的测量精度。但是呢,更高的测量精度也意味着更高科技的测量仪器测量的成本就会增加,一味的追求测量精度显然是不合适的。 此外,就像刚刚说的一样,小数点后的数据变化如果对整体的影响很小,那么就没有必要来提高他的进度了。工程上实际的测量呢,都会有一个进度的要求,只要满足这个要求就可以了。当然,通常啊,越小的东西啊,他的进度也就越高。好了,本期视频就到这里,关注王小胖,带你了解更多力学小知识!
350力学Nerd王小胖 01:56查看AI文稿AI文稿
01:56查看AI文稿AI文稿众所周知哈,对于机械加工行业来说,零件产品的精度要求一般还是比较高的,差之毫厘,实之千里,虽夸张,但毫不为过。那么大家都知道什么是机床定位精度和重复定位精度吗?今天我们就来聊一下。 机床的定位精度是表明所测量的机床各运动部位在数控装置控制下运动所能达到的位置精度。 数控机床的定位精度又可以理解为机床的运动精度,定位精度取决于数控系统和机械传动的误差,机床各运动部件的运动在数控系统的控制下完成, 各运动部件在程序指令控制下所能达到的精度直接反映了加工零件所能达到的精度,所以定位精度在数控加工中尤为重要。那么重复定位精度 是指在数控机床上反复运行同一程序代码所得到的位置精度的一致程度,是对机床的几何精度和定位精度在切销加工条件下的一项综合检查。 通常,数控机床的定位精度由数控系统和制造商在生产制造过程以及机床安装过程中予以保证,但数控机床的定位精度和重复定位精度会随着机床的使用而发生较大变化, 因此在机床使用过程中需要定期或在有必要的时候对定位进度和重复定位进度进行检验。 聊到这里,那么是不是精度越高,机床就越好呢?其实也还真不一定啊,因为在实际加工过程中还要考虑到速度、效率、购置性价比等因素和要素, 在能保障到同等的加工速度、效率和购置性价比等的前提下,精度越高机床就越好,那就是肯定成立的了。 ok, 关注我,带您了解更多机床和机加工行业的小知识,谢谢!
177老江说@机床之都DU平台 01:11查看AI文稿AI文稿
01:11查看AI文稿AI文稿什么是分辨率?什么是测量精度?如果我们使用一把尺子,如果他的最小刻度是一毫米,那么我们可以认为他的分辨率是一毫米,他的测量精度也是一毫米,我们可不可以这样理解呢? 我们在测量时经常遇到这样的困惑,如一把尺子,如果他的这条刻度是一毫米,那么他的分辨率就是一毫米,这是没有问题的,但是他的测量精度却不是一毫米。测量精度和分辨率其实关系不是太大, 我们来举一个例子,以前我们在做项目的时候,使用双拼激光盖摄仪做测量,双拼激光盖摄仪的测量精度可以达到半个波长,但是使用现在的电子技术可以对他进行细分,他的分辨率可以达到更小, 但是你无论怎么做,无论怎么细化他的分辨率,但是他的测量误差呢?只能是百个波潮, 大家可以好好的理解测量精度和分辨率之间的关系。好了,我们今天的内容就到这里,如果喜欢的话就加关注,点点赞,有什么问题或建议请在评论区留言。
36韩哥工控 02:41查看AI文稿AI文稿
02:41查看AI文稿AI文稿现场的仪表为什么测量不准确呢?我以前经常能够收到关于仪表测量不准确的咨询,比如天然气的流量计测量不准,比如加油站的流量计测量不准,在我们日常生活中好像都是施工见怪的问题了。那么仪表的测量精度 或者说准确度和什么有关系呢?首先是仪表选型的问题。比如说在那些需要高精度测量的时候,我们就会选用高质量的、高进度的仪表来测量。对于某些测量精度要求不高的地方呢,出于成本的考虑,我们就会选用一些经济系统的仪表来测量。 比如我们在流量测量当中呢,我们都知道客市计量流量计是测量最准确的,但是它的成本呢,也是相当高的,是其他一般流量测量仪表的甚至好几倍的 价格。我们只是在计量或者一些公益参数要求精度要高的地方选用它。 如果呢,我们在这些地方该选用科室质量流量计的地方呢?选用了一般的流量计,那么测量精度呢?肯定会受到一些影响,哈哈哈。第二,仪表安装的问题。仪表在使用过程中,百分之九十以上的问题都是由于安装过程中的问题所造成的。 比如温度测量不准确,十有八九,就是热电阻的插入深度不够。双法兰叶飞记测量不准确,十有八九呢,就是零点迁移的问题没处理好。 第三个是心理的问题。我就曾经遇到过这么一个事,当时我有一个同学,他在现场 做仪表维护,他们厂的内部呢,有一个表是做蒸汽计量的,然后和另外的两块表呢,分表对不上,这两个分表加起来应该和这个总表呢数值是相同的。然后老板老觉得这个总表走的快, 然后他就给我打电话说这个东西怎么处理,我们把所有的问题都分析完了,最后还是解决不了。后来又过了一段时间,我问他这个问题解决了没,他说解决了。我说这是什么一个原因啊? 哇,你这个技术挺行啊,杠杠的。他说其实不是技术的问题,而在于人的本身,人家那会流量记走的精度一点问题没有,而只是老板觉得走得快。那我没办法,我把他调慢一点不就行了吗?靠,还有这么玩的,绝了。我想起了一句话, 我可以叫醒一个沉睡的人,但是我叫不醒一个装睡的人。好了,我们今天的内容就到这里,如果你喜欢的话就加个关注点点赞,有什么问题或建议请在评论区留言。
57韩哥工控 02:41查看AI文稿AI文稿
02:41查看AI文稿AI文稿大家好,我是赵源啊,今天我来说一下,很多老铁和我说了,说源哥呀,说电动天平啊,会不会受到干扰啊?会不会受到影响啊?我家的实验室里啥一切都有。兄弟们,我跟你说一下, 你这个电子天平,你绝对不能和烘干箱放在一个操作平台上。如果说你和烘干箱放在一个操作平台上,因为烘干箱有风机,他就会震动,电子天平就不会稳定。 另外你也不要把它和粉碎机放在一个操作台上,那粉碎机粉碎的时候震动也很大,行吗?啊?也就是说影响电子天庭称重精度的因素器就是震动, 也就是说你工作平台是否稳定,是否抖动的情况出现啊?第二,你天平本身 稳定性是否好?第三,你室内的温度行不行,对不对?有些时候你温度才零上十度八度的对不对?那是不行的,兄弟们,他一定要打造个室温室温能待住人对不对?兄弟们,你整个二十多度啊? 整个二十来度,十七八度,兄弟,这天庭我们都很好的。另外,你见你天庭在使用的过程当中,你是不是经常有人就开门啊?是不是来一个卖粮的就进你家实验室啊?就来一个卖粮的就跑到你家实验室看看呢?就关关门呢? 有些时候当你玻璃门子没有关上的情况下,他一开门风就来了,就会影响他测量结束。兄弟们,为什么说我这台电子天平稳定是这么好呢?那你看,我们拉近镜头,兄弟们,我拉近镜头,我就让你看一下我这一点,四四九克。兄弟们在这里停留,兄弟们在这里 停留能有十分钟了,他也没有一点数值波动,兄弟们,看见没有?他也没有一点数值波动,你看他的稳定性好不好?为啥这么好?因为我这环境好,一是环境好,二是这台电子天平本身传感器也是非常好。兄弟们, 我将这个水墨哥拿下来,我给你上个法码呀,你看看准不准?兄弟们啊,我将法码将它放上去啊,这次我没有镊子啊。 然后呢?我将玻璃门关上,你看稳定性行不行?身份你自己看稳定性行不行?另外我就是在这,我再坚持给你查十个数,他也不会有波动,一二三四五六七八九 十。兄弟们,你看这电子电瓶稳定性行不行,是不是?大哥?所以说如果说你拥有一款这个品质的电子电瓶,兄弟们,你做烘箱,你 你水分你就能测的更加精准。兄弟们,好仪器真有值得推荐,我是赵源,关注我带你了解更多关于粮食节化验仪器,完美实施。
 00:35查看AI文稿AI文稿
00:35查看AI文稿AI文稿油标卡尺的精度取决于油标尺的刻度。五十分度的有五十条刻线,分度值是五十分之一 点零二毫米。二十分度的有二十条克线,零点零五毫米。十分度的有十条克线,零点一毫米。 二十分度为例,二十个刻度总长是十九毫米,每一个小格是零点九五毫米,比主尺的一格小零点零五毫米, 这就是精度的由来。毒素时,主尺上的毒出整毫米数二十三毫米,油标尺的分度值是零点零五,找到对齐的克线毒素零点六五毫米二十三加零点六五等于二十三点六五毫米。
1232PLC课堂-叨叨教育 00:37查看AI文稿AI文稿
00:37查看AI文稿AI文稿我们知道影响流量测量精准度的因素有很多,调节阀的安装位置也是其一。你知道吗?调节阀是要安装在流量,记得下游。原因很简单,因为调节阀是调节流量的,根据使用量来调节开路大小。 如果装在流量记上游,它是可以改变戒指在流量记及管道中的流速,那流速改变了,进而也会影响流量的大小。 影响测量精准度这一点不要忽略。选天仪产品,选择更心仪。更多详情你可私信或评论区留言。
 01:52查看AI文稿AI文稿
01:52查看AI文稿AI文稿哈喽,大家好,欢迎来到星移小课堂,这一期我们来说一下影响压力变速器精度的几个重要指标。影响精度的指标主要有零点输出、满量程输出、迟滞、重复性。 零点输出是被测量为零时,传感器的输出值为零点输出满量成输出。传感器测量上线输出值与测量下线输出值之差的绝对值为满量成输出值, 直至在规定范围内。在同一试验点,用被测量值增加和减少输出的差值绝对值计算的值为该测量点的 迟滞。用所有测量点中最大的迟滞描述传感器的迟滞重复性。 在所有下述条件相同测量相同测量仪器、相同地点、相同使用条件和短时期内的重复下,对 同一被测量进行多次连续测量,所取得结果之间一致性为重复性。 这四个误差是无法避免的,我们只能选择高精度的生产设备,利用最新技术来降低这些误差,还可以在出厂时进行一定的误差校准, 尽最大的可能来降低误差,以满足客户的需求。好,欢迎关注心仪小课堂,了解传感器知识,下堂课见!
14星仪传感器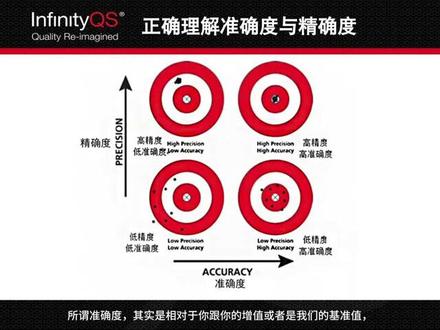 01:28查看AI文稿AI文稿
01:28查看AI文稿AI文稿嗯,然后准确度和精确度这两个概念,所以准确度呢,其实是相对于你跟你的增值或者是我们的低准值或者参考值之间的一个接近的程度。 就是呃,那么我们用这个打靶这个呢来看呢,就比较比较直观,他比较直观的呈现出来你的这个两臂的状况,如果是距你的靶心呢,越近就是越接近你的参考值的话,那么说明你呢 这个准确度是非常高的。然后呢,每一只车呢,它的离散性,离散性就是呃,那么体现为就是它的精确度。那么最好的当然是呃,又精 又准。我们说又精又准,就是你既能既能够非常接近的符合你,就是接近你的参考值。然后基准值又呢,就是每次车辆的差异比较小。这其实就是我们做质量的一个终极追求的目标。是不是啊, 就相当于昨天我们看那个分布曲线,随着时间的推移,你的变差要越来越小,然后更多的靠近你的目标值,就是都是一样的通的。这个感觉准确度和精确度这两个概念啊。
30盈飞无限





猜你喜欢
最新视频
- 6082央视财经