mark点定位的一般原理与步骤

粉丝8114获赞4.3万
相关视频
 01:01查看AI文稿AI文稿
01:01查看AI文稿AI文稿矫正完成之后,我们就可以使用猫那些点定位功能进行切割加工了,把相机移动至猫那些点上方, 鼠标右肩,调整好位置,让准心对准,慢慢点放大绿框范围,将相机更好识别。慢慢点,选中慢慢点,点击提取慢慢点, 软件会自动寻找出其他慢点,我们也可以手动添加删除慢点,默认手点会放大展示,我们也可以手动设置手点位于剩下的点位, 同样可以手动调整排序放在点定位加工中,需要以相机对准手点的位置作为加工起点,所以相机对准手点之后,我们点击设置起点。设置好起点之后,我们还可以通过其他单数调整回位位置以及 加工次数等其他参数设置完成后就能开始加工了,相机会自动识别慢点,然后精准的完成切割。
133睿达科技 02:25查看AI文稿AI文稿
02:25查看AI文稿AI文稿这个简单安排,我现在开机给你们现场演示下。 跟我进来干嘛?想要用满脸定位加工,我们得有个相机,然后安装时需要安装相机驱动, 开始门和点定位加工需要先矫正相机,放入参考图,把相机移动到图片上方, 调整相机的焦距,光圈对焦,使图像清晰。焦距调整相机视野,光圈调整相机亮度, 睡觉调整相机清晰度。相机界面可以通过滚轮放大缩小。相机调整完毕之后,继续在软件中调整对比度、亮度等参数,最终使 图像清晰。基础调整完成之后,开始校正圆点直径,自己要知道,比如我们这个是五毫米的圆点,你代表直径,这里填上五毫米,打开相机参数, 用绿光框住圆点,通过鼠标右键调整相机范围,让圆点与相机中心尽量重合。之后根据绿光显示的数字填入识别长度,把圆点实际大小填入大小, 点击计算比例,然后点击匹配测试。测试显示相机识别出的直径为四点五毫米,与实际有所误差,所以我们还要继续调整。将四点五填入识别长度, 点击计算比例,再点击匹配测试。测试显示调整后的识别长度为四点八八 八七,还差一点。继续上一步,把四点八八七填入识别长度,计算比例, 匹配测试,识别长度五点零零二毫米,与实际长度相差无几,这就代表相机矫正完成了。相机矫正之后,还要矫正相聚,把激光头移到空白处,点击切割十字, 切割完成后,相机会自动对准十字,如果没有对齐,则代表相距有偏差。鼠标右键移动相机准新, 此时与切割十字重合,然后点击相距较真,这样相距较真也完成了,较真完毕,具体加工请看下集。
331睿达科技 01:09查看AI文稿AI文稿
01:09查看AI文稿AI文稿大家好,今天呢,我们来讲一下 rdwox v 八软件中的直角模板功能。直角模板适用于有矩形边框图案的 mark 点定位切割,可以实现快速的视觉定位加工。 以视力图案为例,图案包含矩形边框,完成相机校正后,移动激光头,使相机识别到矩形的一个直角,勾选直角模板进行快速匹配, 然后选中矩形外框,点击添加四角 mark 点,将矩形的四个直角设置为 mark 点定位标志,选择某一个直角作为起点,并且将相机视野移动到该起点, 点击设置起点执行加工即可。 根据图案灵活选用直角模板功能,不适用的情况可以另外建立 mark 点进行加工。本期视频就到这里了,我们下期再见。
131睿达科技 02:55查看AI文稿AI文稿
02:55查看AI文稿AI文稿今天我们来说一下那个点交系统骂个点,对,真的操作方法,首先我这里有一个骂个点,然后这个是要找到轨迹啊, 我们先看一下程序里面,我已经设好了这个 max, 我们可以对位置看一下这个位置。好,这个位置是准的啊, 朋友可以走一下轨迹看一下找个位置, 这位置现在都是准的啊, 这是都是卷的啊,接下来呢,我们就换一个针头,对针之后看一下它的效果啊, 现在呢我们就换一个针头啊,换一个针头上去看一下 那个针的上去,我们直接点这个中间的,在主界面一下啊,直接点这个木物件对针是否下降是我们可以看到啊, 看到这个位置他是偏了的,对吧?这个位置偏了,那么他走出来的轨迹肯定是也是偏的, 看一下这个在没对针之前,启动看一下走出来位置全部都是不对的,看偏这么多 啊,这位置都都偏到这里来了啊,换了针头,这次没有对针的情况下,走出来的位置全部都是偏的。好,那我们现在呢直接按中间的木物件 下降到这里之后,我们对针,我们移动一下,移到刚才这个麦克顶上到这个位置移到之后我们直接点确定,那么他整体程序都会偏移过来,这种 我现在在启动可以看一下走向轨迹都是准确的啊, 只需要对一下那个麦克田就可以了,这样就可以了。
258东莞全职数控科技有限公司 01:04查看AI文稿AI文稿
01:04查看AI文稿AI文稿做定位点的标准是什么?我们来看一下这个图形,那比如说我们现在这是一张卡纸,那他因为他材料比较小,我们可以把这个定位点适当的做小一点。那现在呢?就说我可以 常规的话,我们可以按十毫米的圆大小,或者说十字形或者儿形,呃,各种各样图,呃那个定位点符号都是可以的。那我们一般情况下六毫米到十毫米之间,呃这个范围都是可以的。那我们如果是,呃自己要加工这个产品啊,其实我应该设一个标准, 比如说我每次都是设六毫米的定位点大小,或者说每次设十毫米的大小,我不要去变他每次只要是统一的,那以后我加工起来就会非常的方便。那除了这个定位点的大小呢?其实我们做定位点的话,应该在材料的四周啊,就是做四个点,给他 四个点给它包围起来,这样就可以了,那这样就可以进行一个呃有效的定位裁切了,那在没有距离的限制,他只要在材料的四周就可以了,没有什么限制的。
52JWEI经纬数控 01:38查看AI文稿AI文稿
01:38查看AI文稿AI文稿在 pcb 板子上,我们经常可以看到这样子的点,这个叫 mark 点,也叫基准点或者光学定位点。 pcb 板子做好后,为贴装工艺中的所有元器件的贴装提供每个设备精确的定位,应用于吸膏、印刷、 自动贴片机上的位置识别点。因此, mark 点对 s m t 生产至关重要。如果不设置 mark 点,而通过焊盘或孔作为 mark 点,这样误差就会变大。比如使用过孔当做 mark 点,误差一般在零点一五毫米左右 使用标准 mark 点偏差小于零点零五毫米。 mark 点是由标记点、特征点和空旷区组成。这个标记点要求为实心圆,一般直径为一点零毫米,最大直径一般为三点零毫米。在 mark 标记点周围,必须有一块没有其他电路特征或标记的空旷面积。 r 为 mark 点半径,空框区原半径大于等于两二,空框区原半径达到三二,机器识别效果更好。 mark 点一般分为三种,局部 mark 点,用以提高贴装某些元器件的精度。 应该至少有三个 mark 点呈 l 型分布,位于电路板对角线的相对位置,且尽可能的距离分开。而且 mark 点必须成对出线, 且关于中心不对称 mark 点距离板边缘必须大于等于五点零毫米。深圳纵横世纪作为老牌电子加工厂,能够给你提供优质的 smt 贴片加工服务,同时还有丰富的 pcba 加工经验, pcba 包工包料为你解忧,关注我,陪你一起探索电子世界!
 02:03查看AI文稿AI文稿
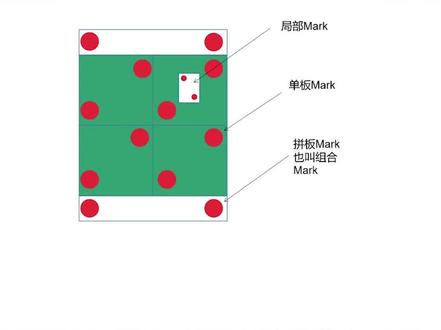
02:03查看AI文稿AI文稿pcb 板子上我们经常可以看到这样子的点,这个叫 mort 点,也叫基准点或者光学定位点。 pcb 板子做好后,为贴装工艺中的所有元器件的贴装提供基准点。因 词, max 点对 smp 生产至关重要,如果不设置 max 点而通过焊盘或孔作为 max 点,这样误差就会变大。比如使用过孔当做 max 点,误差一般在零点一五毫米左右使用标准 mork 点 偏差小于零点零五毫米。 max 点是由标记点、特征点和空旷区组成。这个标记点要求为实心园,一般直径为一点零毫米,最大直径一般为三点零毫米。在 max 标记点周围必须有一块没有其他电路特征或标 记得空旷面积。阿瑞 max 点半径,空旷区原半径大于等于二二,空旷区原半径达到三二时,机器识别效果更好。 max 点一般分为三种,局部 max 点,用 以提高贴装某些元器件的精度,比如 pfp 盖等。风装单板 mork 点贴装单片 pcb 时需要用到,在 pcb 板的对角线位置 版 mork 点贴装拼板 pcb 时需要用到,一般在工艺边上,而且即使单板上有 mork 点,也 要加拼版麦克点。设计麦克点的时候要注意,第一,让麦克点位于电路板对角线的相对位置,且尽可能的距离分开,而且麦克点必须成对出线,且关于中心不对称防呆。 第二, max 点距离板边缘必须大于等于五点零毫米,且必须在 pcd 板内而飞在板边,这个距离是指点的边缘距离到板边距离。因为板子进入机器后,机 器加持 pcb 板边固定走板, mac 点被家具遮挡就无法起作用了。
417猎板PCB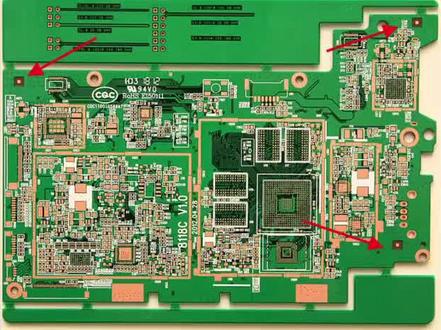 00:47查看AI文稿AI文稿
00:47查看AI文稿AI文稿光学定位点,也就是我们通常所说的 mark 点。 mark 点用于西高印刷和元气剑贴片的光学定位。为装配公益中的所有步骤提供共同的可测两点。 这能够使装配使用的每个设备精确的定位。电路图案、单板上或者是工艺边上应该至少有三个 mark 点。成 l 型分布且对角的 mark 点。关于中心是不对称的。如果 top 面与 bottom 面都有贴片的元气键,那么每一面都需要放置 mark 点。 如果哪一面没有贴片器件,则不需要放置 mark 点。 mark 点的作用主要是运用在 pgb 生产贴片的时候,应用于自动贴片机上的位置识别点。下一期想看什么内容,欢迎评论区讨论哦。
 00:40查看AI文稿AI文稿
00:40查看AI文稿AI文稿一般在公益边上,而且即使单板上有 max 点,也要加拼版 max 点。设计 max 点的时候要注意,第一, 让 max 点位于电路板对角线的相对位置,且尽可能的距离分开,而且 max 点必须成对出线,且关于中心不对称防呆。第二, mat 点距离版边缘必须大于等于五点零毫米,且必须在 pcb 板内而飞在板边,这个距离是指点的边缘距离到板边距离。因为板子进入机器后,机器加持 pcb 板边固定走板, mat 点被家具遮挡就无法起作用了。
13SMT训练营 00:24查看AI文稿AI文稿
00:24查看AI文稿AI文稿pcb 版制造中的 mark 点在 aoi 检测中扮演着不可或缺的角色,通过 mark 点可以精确定位 pcb 版,确保后续检测和原件定位的准确性。 此外, mac 点还用于校准原件位置,消除可能存在的误差和偏移。借助智能化的定位和补偿方式, aoi 设备能够迅速而准确地识别电路板上的各种缺陷,从而避免了传统人工检测中的误差和延误,提高了生产效率。






