fanuc g74指令使用教程
老铁们,今天给大家讲一下怎么用 g 七四实现断线功能, g 七四既可以钻孔,又可以加工端面槽,同时还可以用于车厢内孔和外原石的一个断线的功能。今天用模拟软件给大家演示一下,我们的毛坯是一百零二的材料,这里直接定到一百零二, 那么好,我们重点看一下 g 七四加工时的参数。首先 g 七四二零点零五代表我们每次这项退刀是零点零五毫米,然后 g 七四的第二行 x 九零,也就是说从一百零二的毛坯加工到外圆九十,长度是五十撇两千,指的是每刀的加工两毫米, 然后我们的 q 一千,这里指的是 z 项,每次进刀一毫米,然后呢 z 项推刀零点零五毫米,这样呢就起到了一个断线的一个功能,然后我们的走道速度每 零点二毫米,重点是 g 七四第一行,这个二值不建议取得太大,否则呢会影响我们的加工效率。好的,你学会了吗?

粉丝7.2万获赞39.5万
相关视频
 15:04查看AI文稿AI文稿
15:04查看AI文稿AI文稿数控编程小常识时间了,为了让大家更方便的看清我们的编程系统,在这里呢,我们特意为大家写名了我们所讲解的编程小知识为法拉克系统。 之前的视频中呢,我们已经为大家讲解了很多编程的小常识,今天我们主要为大家介绍的是 g 七四和 g 七五指令编程的一些应用常识,时间很短,讲到的内容呢也比较简单, 如果能够帮到大家呢还是非常开心的。那么下面呢,我们先来看一下这期四指令。这期四指令首先我们先来了解它的含义,它是端面切槽循环, 我们这是法拉克系统的车窗编程,所以我们编写的零件的加工,零件的这个形体呢都是回转体,零件除了外圆就是左右两侧的端面。我们这个这些四指令呢,就专门在端面上来进行切槽加工, 它的指令格是 g 七四 r e 第二行 g 七四 x 或者 u, z 或者 w p der tyq der k, r dert d, f。 这些四指令和我们之前为大家讲解的这期一,这期二和这期三指令一样,也是写两行格式,需要左侧对齐, 并且呢我们在参数中所见到的,比如说二后边的一参数和 p 后边的得儿他矮参数, 包括后边的得特, k 和得特地,这些参数呢只是为了我们后期为大家分析参数时方便讲解,在图中标注呢,更加方便识别,但是他们在编程中是不会体现的,我们会用实际零件相应的数值来代替他。 我们再看格式中 xu 和 zw 这样的写法,我们在 g 零零, g 零一, g 零二和 g 零三运动轨迹指令中曾经为大家讲解过如何来进行书写坐标参数的问题, 这里的 xu 和 zw 和之前讲解的坐标参数应用是相同的,比如说我们写 x 和 z 来进行参数,副职时为绝对坐标变成, 当我们写 uw 方式复职编程时,则为相对作标编程,也也称为增量作标编程。 那么如果使用 x 配 w 使用,或者是 u 配合 z 来进行使用,那么就是数控车床中独有的混合编程方式。好,下面我们就来看一看各参数的一些含义内容。图式说明, 实际上我们在端面上进行切槽的轨迹呢,我们可以把它 他理解为如何从端面远离点切至端面内侧,并且呢再由端面内侧如何退出的问题。 那么我们的退出动作和切入动作都会在这样的两条在这样的一条直线上来完成, 那我们到底是如何切入的和如何切出的?恐怕呢在图中大家看着就不是很直观,也没有办法呢来标注这些参数,所以我们用右侧这个图来给大家做一个分析。 那么同学,那么那个大家呢,就要把这个所有的现在图中的水平线, 所有的平行的水平线,都视为是一条直线在不同时段所做的动作。这个图呢就更加好理解了,比如说我们从 a 到 c 点,从 a 到 c 点为我们这个 固定循环切入的第一刀,它呢会使用 q 后边的参数,也就是 der k, 我们在这里给大家标记出来 q 后边参数德特 k, 那么这个德特 k 呢,我们复职了多少数值,他就会切入多少,这里呢我们使用微米单位来进行书写,比如说我们要切一毫米,那么同 同学们就应该来写一千, 下面我们再看下一个参数,为了让大家观看更加直观,我们换一种笔的颜色来进行书写。 由于一些槽呢比较深,我们在切的时候可以有一个退刀的过程,方便切削液能够尽量的冲刷到我们的切削点处,并且呢还可以起到一个断泻的作用,方便散热。所以我们再每切一个 都是 k 的时候,都要退一个 e, 这是退到 e, 当然这个退到 e 是这个位置,那么这个小断线,这个 小距离,我们是每一刀都要退的。比如刚才我们从 a 切到 c, 那么也要先退一个。一 推完 e 之后,再由 d 切到 e 的时候做标注,咱们看右图啊,右图中的 d 切到 e 时,其实就是我们上边所切的这个得儿特 k 加 e, 我们要把退的 e 还要给他移动回去,使他每一刀的有效切消距离都来保证 der k, 这是 der k k 和 e 一个综合的应用的问题,这每一刀我们都要退 啊,这也要退,每一个退的位置都有一个这个小意,这个小意呢就是我们在这里 第一行书写的二,后边这个参数,他的单位呢是毫米。 好,为了方便大家的观看,我们再换一种笔的颜色,我们下面来看下一个, 那我们来看啊,我们每一次都是 a 到 c 切得特 k, 这第一刀没有退到量,所以他切的就是得特 k, 然后要退役,再由点地切到点翼,点地切到点翼时,我们切的是得特 k 和退到义之和,也就是将退完的义再走回来,最终 是切削的有效距离为得头 k, 这样周而复始的切退切退,直到哪为止呢?直到我们的终点坐标,这是咱们的槽底平面, 现在我所画的绿色线,也就是点臂,点臂处的坐标为草底的坐标值。这里的坐标值就是用我们所说的 x 或者 uz 或者 w 来进行书写的, x 书写的是我们直径方向的 坐标值,我们用一个符号 five 来表示直径方向的坐标值,然后这呢书写的是长度方向的坐标值,我们用 l 来表示一个直径,一个长度,我们就定好了点地的 具体坐标位置,那么这个位置呢,我们是在第二行的参数 xu zw 这来进行指定来进行指定的,下面我们再换一种笔的颜色来看一下一个参数。 那我们如果这样来切一个槽的话,大家能够看出来我们切的实际上是一个比较深的槽,而且刀宽呢和槽宽相等,那么这种情况下我们可以把它称为是卓式切槽。 浊是切身槽啊,浊是切身槽,浊呢就是啄木鸟的浊,我们看上去呢有点像啄木鸟在捉虫子的效果。那么如果我们的槽比较宽,而刀呢又不够宽,我们应该如何来进行补 补充呢?我们就会用到下一个参数得,而他爱当我们使用刚才的方法将一把刀的宽度切完有效槽深之后, 这个槽不够宽,我们需要用排刀法再来切第二刀,所以刀具要完全退出我们的槽之后再平移一个距离,这个平移的距离就是我们这里所说的得太 dirty, 这个参数它也是用微米单位来进行书写的,比如说我要排刀两毫米,那么就写 p 两千, 当然如果我们这个槽不需要排刀, 一把刀的宽度和槽宽完全一致,那么我们就可以省略这个参数,不进行书写或者写 p 零也是可以的。好,我们下面再来换一种笔的颜色来说下一个参数。 下一个参数呢,是有关我们的槽币,一般来讲,我们加工的槽币如果不做任何处理的话,呃,这期四,在咱们刚才讲完的这些参数里边,我们所切的是直币槽, 直臂槽,也就是槽呢,他的槽臂和零件的端面是平行关系,而如果我们所加工的槽的槽臂是需要有椎度的,也就是斜臂槽,那么我们就用这个得他地来进行表示, 写在我们的参数啊的后边。注意,第一行参数也有啊,第二行参数也有啊,那完全按照他写在哪一行中来代表不同的意思。写在第一行中的啊,他就是我们的退到量, 而且在第二行中的啊,用的是槽锥度的一个锥度差,这个锥度差我们写的是半径差,简单的给大家标注一下,这用的是半径差,也就是说槽口处 我们简单来写成半叉,注意啊,这里是半径叉,我们的槽口处的直径和槽底处的直径 之差除以二就可以了。这是我们说的有关这期四参数的简单说明。最后的 f, 最后的 f 为所有切削语句的进给速度,当然不参加切削的语句,我们使用这零零来进行退刀啊,这零零的速度来进行退刀啊,是在咱们机床的参数表里边提前设定好的,这个我们就不再指定了。 以上呢就是图和咱们这个具体的一个 参数的一个对比的讲解,给大家几秒钟时间可以进行截屏,好,开始计时,三 二一。好,如果已经截完屏,可以继续往后听课的内容,我们就来继续来看后边的内容, 下面我们来看一下参数讲解还是刚才这个图啊,我们把刚刚呢为大家说的这些白话的讲解给大家总结成一个理论的一个总结, 都是文字意思,所以呢,请同学们呃或者是一些知需要这些知识的 亲们啊,可以在这里截屏,我给大家简单的念一遍,你们也可以利用我念的时间呢来进行截屏。首先参数一也就是第一行的啊,后边的参数为退到量, 它的值呢是魔太值,会一直使用的 xu 和 zw, 它是切槽终点处的坐标,终点处的坐标 德凯为刀具完成一次轴向切削后,在 x 方向偏移亮, 在这里呢为大家也多加一些知识,这个得太在进行排刀时,如果排刀量大于刀宽,我们可以用这七四 来在端面上切若干个,切若干个等臂后的等宽的槽, 也就是切了多个槽,但是这里的限制是多个槽之间的壁后要相等,每个槽的槽宽也要相等,才可以这样操作 这一方向每次切身 为不带符号的数值得特地也就是第二行的啊,后边参数他为刀具在切小底部的一个 x 项的退刀量。实际上呢,我们在这里复制得特地之后就会使槽 b 变成锥 bf 镜像切削时的镜给速度。以上是我们为大家分享的这七四指令的一个编程小常识。
21凯欣小野 02:50查看AI文稿AI文稿
02:50查看AI文稿AI文稿好, g 七四,呃,指令在编程的时候如何实现断线加工?好,下面我们到机床上呢,进行一个演示操作。 好,机器四指令断线加工如何进行编程?好,下面我们看一个实际的例子啊,这个材料呢,是五十的材料,我们车了这么两个外圆, 首先啊,机油酒每转进给 g 二幺,公制 m 零三, s 六百,主轴转速每分钟六百转七零幺零幺一号刀是我们的外援刀, 这里定位到五十二, z 一 g 七四二,零点二,就说我们呃,断线加工的这个 z 项啊,每次向回退零点二毫米。 g 七四 x 三十啊,那么从五十啊,车道直 径三十,长度呢为二十 p 两千,每次进刀挨个方向两毫米,也就是说从呃,五十车到三十的时候,每次挨个方向进刀两毫米。 q 五千, 这里指的是呢,呃,我们长度方向每次进啊五毫米,退零点二毫米,这样呢就实现了一个断线。好, f 零点二是我们的走道速度 好,五十二 z 负十十九点六,是我们的第二次啊,定位,那么定位以后呢,我们再次撤第二个外缘 啊,从五十车到四十,长度四十,同样是啊, x 向进刀两毫米,退,呃,这个 v 向进五毫米,退零点二毫米,这样呢就实现了我们一个 个断线的加工。好,我们点击自动机床锁辅助锁空运行,然后点击设置按键啊,点击 s 键,我们进行一个轨迹仿真,好 好注意 t 七四啊,断线加工进五毫米, x 方向呢啊,退一个零点二,这样呢就实现了我们的一个断线。 好,一,我们 一共呢加工了啊,这么两个外援通过 gt 四断线的加工,实现了我们这个加工的一个效果。
1769德州数控达人短期培训中心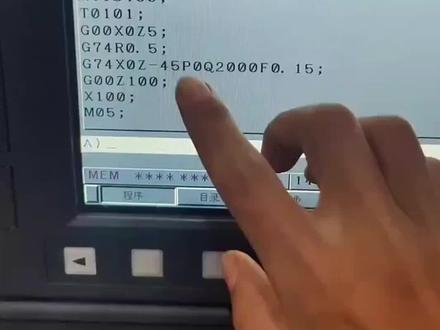 00:40查看AI文稿AI文稿
00:40查看AI文稿AI文稿数控编程下面和大家介绍一下应用 g 七四进行钻孔的一个加工程序,那么一号刀呢,就是等于是毛发钻,然后先定点 g 零零 x 零 g 五定点,然后应用 g 七四去钻孔, g 七四二零点五 代表的是 j 轴的退刀,然后终点坐标 x 零 z 负的四十五,也就是说钻孔的深度是四十五。 p 零代表的是 x 的位移, q 代表的是 j 轴的位移量,也就是说钻孔的时候每次钻两个,然后退零点五。下面大家看一下切雪的轨迹, 当前看到的直线呢,就是属于切削轨迹。转头沿着中心方向进行转口,转两个身退半个,转两个,身退半个。
802数控编程教学 02:26查看AI文稿AI文稿
02:26查看AI文稿AI文稿哎,老师,哎,你好,打扰一下,嗯,你说上午苏家公的时候发现前线很严重,有什么可以改进的方法吗?是苏家公吗?对 哦,就说缠线严重的话呢,咱们可以使用机器四指令进行一个断线加工。机器四,机器四不是用来出家,不是用来粘土的吗? 机器四指令既可以钻孔,又可以加工钻面槽,同时还可以用于车靴内孔和外缘时的一个断线的功能。好,那么咱们到机场演示一下好不好?好,走好给大家讲解一下这个机器四的断线的一个加工。 首先我们看转速是七百转,然后呢采用美转进给的方式,刀具 t 零二零二,然后呢我们的定位, 我们的毛坯呢是五十的材料啊,这里直接定到五十, z 呢定到一上,那么好,我们重点看一下七七四断线加工时的参数,首先七七四二,零点零二代表呢我们每次 z 向退刀是零点零二毫米, 然后第一次的第二段 x 三十,也就说从五十的毛坯加工到外圆三十,长度呢是三十二 p 幺五零零,指的是我们的呃,持刀量,每刀呢加工一点五毫米, 然后我们的 q 一千,这里指的是,嗯, z 项每次进刀一毫米,然后呢 z 项退刀零点零二毫米,这样呢就起到了一个断线 界的一个功能,然后我们的走道速度啊,每转零点二毫米,重点内容呢是我们的 q 值,走刀的长度啊,微向走刀的长度和我们儿的一个配合 啊,这个 r 值呢不建议取得太大,否则呢会影响我们的加工效率。好,现在我们正式的加工一下,看一看它的效果。
1161德州数控达人短期培训中心 03:23查看AI文稿AI文稿
03:23查看AI文稿AI文稿有的数控系统呢,是不支持呃 g 八三钻孔的这样一个指令, 所以说一般情况下,在实际加工过程当中啊,我们想要实现啊,在刀架上啊,自动用我们的程序钻孔的话,呃,可以使用我们的 g 七四指令,那么 g 七四指令和 g 七三指令钻孔的区别就是 g 七四指令呢,它钻孔呢,是着钻, 就是他钻几个毫米之后,然后微向再退啊一个距离。而机器三钻孔呢,是我们每次都回到我们的定位点,也就是回到我们的呃,安全位置啊,有好处啊,也有不好的地方啊,因为 这个金三每次回到这个定位点呢,可能从加工效率上来说是比较低啊,但是他这个退泄啊,排泄呃效果还是比较好。那么今天呢,给大家分享呃 g 七四指令着钻加工我们的 呃钻孔的时候的一个编程的方法,好像我们到机床上呢,进行一个程序的演示操作。 好,首先我们说一下机器四的钻孔的一个动作啊,他是钻啊,钻上几毫米呢,然后就退刀,但是他每次退的呢,他并不退到我们的这个定位点上,所以说呢,他属于着钻 啊。好,我们看一下它的具体变成方法, g 九九每转进给 m 零三, s 六百左转速,每 分钟六百转, m 零八冷却液打开, t 零三零三是我们的麻花钻八毫米, g 零 x 零 z 八是我们的一个安全定位, z 一啊,是我们的 z 项的一个具体的定位的位置,也就是说他从 x 零 z 一上啊开始一个钻孔 七七四 x 零 v 负三十五,孔的深度是三十五毫米, q 三千是我们每次钻孔的这个深度,是三毫米啊, q 三千呢,在这里单位是微米 f 零点一是我们的走刀速度 g 零 z 一百五是我们的一个退刀,那么 g 七四的这个 啊,钻孔呢,他的参数设置当中啊,比较重要的就是这个啊,他每次钻孔的 深度啊,实际上他的动作呢就是,呃,每次钻孔三毫米,然后呢退零点五,那么这里呢少了一步机器四这个位置啊,我们还得需要加上 g 七四, 呃,也就是说呢在这里呢是我们钻孔钻三毫米之后,然后呢他退零点五毫米,这样呢就实现了 gt 四的一个着钻加工 啊,非常的重要的一个参数啊。好,今天的视频。
417德州数控达人短期培训中心 00:28查看AI文稿AI文稿
00:28查看AI文稿AI文稿数控车怎么用? g 七四指令钻孔指令格式二指退刀量 x z 指孔的坐标 q 指 z 向单次切销量 f 指进给速度。 例如钻一个直径二十深度四十的孔。程序编写如下, 我是男生,小狗带你玩世后。
681兰生学院CNC智能制造 03:45查看AI文稿AI文稿
03:45查看AI文稿AI文稿朋友们大家好,今天呢给大家讲解一下广州数控九八零 tvb 系统呃这一期次端面槽的循环的一个指令。首先呢我们看呃我们的第一段呢是 g 七四的一个转速,每分钟呢五百转,嗯,一号刀呢是我们的端面操车刀。 g 零 x 三十六是我们 g 七四的定位 继续测的第一段 gc 四二零点五在这里呢,这个二零点五呢,指的是我们的退刀量,也就是我们微微笑每次 呃进刀后的一个退刀是零点五毫米。那么这期四的第二段 x 二十这里呢,指的是我们 这个端面槽呃最终切到直径二十毫米的一个呃位位置。立六十是指的我们这个端面槽切槽时呢,这个 啊端面槽的一个呃位置是切到啊 v 六十的一个位置, p 三千,这这里的 p 三千呢,实际上它指的是我们 x 的时候,嗯,每次进刀呢是三个毫米 啊,单位的是微米啊,就是 p 三千,就是三毫米。 q 五千这里呢指的是我们这个呃 z 轴啊, z 轴每次进刀五个毫米。 f 零点一呢,指的是我们 那个呃切槽时的一个晋级速度机灵的一百退刀 m 三零的程序结束,并返回到我们的程序头。 好朋友们,现在呢,我们开始对这个程序呢进行一个模拟,我们点击自动啊,点击 这个机床锁辅助锁通运行,然后呢我们点击设置按键,再点击一次,然后呢我们点击 s 键,这个时候我们看屏幕上呢出现一个小箭头 啊,我们的点击循环启动啊按键,我们看一下图形的相关情况 啊,大家注意观看这个 g 七四,他的一个进刀啊和退刀的一个路线 啊,有的有的,这个呃,朋友会问啊,你的进刀为什么是反方向,因为这里我设的是 z 六十,也是往回加工的一个情况,大家如果什么的话可以设定为 z 负六十,当然我们这里呢 r 呢可以清除, l 呢可以锁定, t 呢是停止, m 呢是缩小我们的图形, r 呢是放大我们的图形,现在我们放大一下试试啊,我们点击 r 键啊,现在这个图形呢就放大了,然后呢我们向下移动 在这里呢,我们就不等待我们的这个验证完成了。那么以上呢就是我们这个珍惜四啊,珍惜四的一个加工,希望呢能帮助到大家。 好,今天的视频呢就到这里,明天呢我们将继续分享数控加工的其他精彩内容。好。
208德州数控达人短期培训中心 00:31查看AI文稿AI文稿
00:31查看AI文稿AI文稿g 七五它是一个切槽循环断续间歇性切削。首先呢,我们来看一下它的程序, r 是 x 轴的一个回退量, x z 为终点坐标, p 位 x 轴的每次切身量,也就是每次切身五毫米 q 位 z 轴的一个移动量,这个移动量也是根据我们槽刀的宽度来决定他的移动量,这个指令呢,像我们切宽槽,深槽,切深槽切断等比较实用。
910数控车床编程教学 00:52查看AI文稿AI文稿
00:52查看AI文稿AI文稿所有人都告诉你 g 七四是汤孔指令,但是从来没有人告诉你,用它来钻孔同样好用。这个视频阿东用三十秒告诉你程序应该怎样编,学会后,你又离编程师傅进一步了。 亲手先点赞收藏好,要不然一不小心划走就找不到了。首先钻头定位,然后开始写 g 七四循环指令格式,第一行这里的而代表的是退刀量。 第二行这里的 z 五零代表的是需要钻孔的深度。 q 五千代表的是每次循环钻五毫米深度。两条程序结合起来的走道路径就是钻头钻五毫米深度, 然后退四毫米,接着继续再往里钻五毫米,又退四毫米,不断循环,直到负五十的位置为止。关于这七四汤孔指令的详细格式,这本专业教材的第七十七页有很详细的刀具路径图和格式讲解,有兴趣的朋友可以看看。
487阿东(数控编程) 00:10
00:10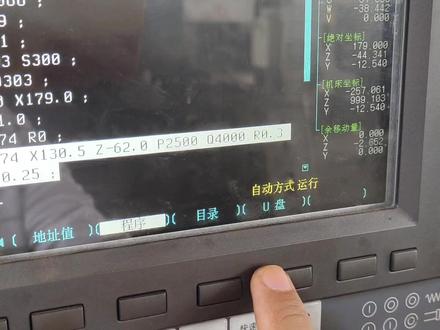 02:54查看AI文稿AI文稿
02:54查看AI文稿AI文稿呃,在疏控车加工当中啊,加工这种呃直径台阶比较大的零件啊,我们看像这个零件呢,我们可以用机器四进行一个开粗, 然后呢我们使用机器腰对这个部分呢进行加工。好,那么今天我们主要分享这个机器四进行开粗提高效率的具体方法。好,我们看一下用机器四进行粗车的一个编程, 首先 g 九九,每段晋级 g 二幺公制编程 m 零三 s 三百,主路转速每分钟三百转。 t 零三零三是我们的粗车刀啊,就是我们这这种刀具啊,粗车刀好,然后 g 零 x 一百七十九,我们的毛料是一百八的啊,这里定到 一百七十九啊,也说第一刀我们车一个毫米, c 一定位七七四二二零,注意,这里的 r 代表的是我们微向 不进行退刀的一个意思啊,因为这里我们不需要断线,如果你需要断线,这里可以编成一个二零点零二或者零点零五就可以实现断线, 这是 r。 第二段 g 七四 x 一百三十点五,也是我们从一百八车到一百三十点五,后边再进行经车 c 负六十二啊,是我们的最终长度 p 两千五,这里的指的是我们的 x 方向呃,粗车的进道量单边啊,二点五毫米。 q 四千指的是呃车靴的长度 四千毫米,当然这里呃没有效果,因为这里退刀是零,所以说这里呃是没有作用的哈,不起作用。重点是这里这个二二零点三代表的是我们车到六十二的长的时候挨着向,每次退刀零点三毫米, f 零点二五是我们的走刀速度。好,后面是一个退刀。好,我们看一下仿真效果 啊,第一刀戳到一百七十九, 好,第二刀一百七十四啊,也就说单边啊,两个半毫米直径,车五个毫米。
665德州数控达人短期培训中心 05:06查看AI文稿AI文稿
05:06查看AI文稿AI文稿我们在车外援的时候呢,经常会用的 g 七四来车外援,有用过的会经常用,但是不知道用的,呃,比较少了,用 g 七四车外援可以起到断泻的作用。呃,车不锈钢啊,什么比较捏的东西, 呃。还有难撤销的东西,你可以用这个指令来测货源。但有的朋友说,哎,我用了机器四来测货源,为什么还是不断线呢? 那是因为你的切销参数出现了问题,结交参数设置了不好。那么我们举了一个例子,假设我们今天要做这样一个弓箭,然后他的这里外援是一百, 呃,这个这里假设是五十,假设是五十,这里 是三十,假设是这样子,我们要把这一块去除掉,那么像这种弓箭我们就可以用机器四来车外援。那么应该怎么车呢?我们简单编一下, t 幺零幺 m 三 s 八百,这个可能像素高一点。呃,没关系啊, g 零 x 一百零一点零 z 零点五,那么我们把刀定位到这个这个地方了,这个地方,嗯,没错,他毛坯是一个原料哈,然后可以了,七七四, g 七四二零点五,然后 g 七四 x 三十点五,因为留一点余量,然后 z zf 五十点零,然后 pp 是什么意思呢?就是每次切成 p 两个毫米, p 两千,然后 q 三千 f 零点二,我们这样子编,这什么意思呢?就是说你定位到这个位置呢,定位到这个位置每一刀我吃了两两个毫米深,然后我每次进刀进刀三个毫米,因为是三千嘛,三个毫米之后, 你看每次进到这是两个毫米,但是进到之后呢,你每次又往这边车是三个毫米,三毫米车了之后你要往后退,就啊零点五往后退,零点五再进, 退再进,退再进,然后就是有退有进,这个退的过程呢,就是一个断销的过程,基本上我们就是这么一个格式,那么为什么你用了这个格式之后呢?还是不断销呢? 那是因为你这个 q 设置的太大了,这个太大 太大了会怎么样呢?你看你这么大的弓箭,你三个毫米,车往往这边车三个毫米之后,你才进行退零点五毫米,这个是三毫米,那么你车这三毫米, 你要有出来很长的铁锹,是不是很长的铁锹,这三毫米这个铁锹就足以让他缠在弓箭上,缠很多下去,那么你很多刀之后呢?这些铁锹都缠在一起,然后卷 在一起,那么你仍然会传销,那这个时候你就可以减少减小这个这一刀近刀近刀的这个距离减小减小, 那么减小了多少呢?你可以减小到 q 五百,就是我,我近零点五毫米往前,车零点毫米,我就往后退,往后往后退,但退多少你,你不能说我进 零点五毫米,再退零点五毫米,那么你就会原地踏步,呃,不动了。这个时候呢,你需要把这个二零点五也要减小,你这个时候把它改成二零点一,就是说 你往前进零点五个毫米,又往后退了零点一个毫米,那么等于说你也往前进了零点四 四个毫米,是不是?那么这个时候效率也不会太低?如果你觉得效率还是太低,那么你就把它改成二零点零五,那二零点零五只要倒往往后退,他依然会 有一个断销的这一个效果,所以说不会影响你整体的切削,切削的效果, 那如果 q 五百还是不断销,那你可以改成 q 三百,呃,这样子,然后相应的增大这个 f g 这样子, 所以说这个时候你就可以断销了,然后他就不会缠在一起了。你用 gt 四车外远就是一个断销的效果,如果不断销, 那么你就把他的参数改小一点,把这个 q 指改小, q 指改小的同时这二指同样也要改小。好了,今天的视频就到这里了。
635福州阿牛 00:49查看AI文稿AI文稿
00:49查看AI文稿AI文稿两种功,罗纹循环指令 g 七四左旋功罗纹循环指令格式, a 左旋螺纹主轴在 r 点反转,接至一点正转退刀。 b f e 走刀速度,此时此职必须与主轴转速匹配,尽给速度 f 值。根据主轴转速 s 与螺纹导成 p 单线螺纹时为逻辑来计算, f 等于 sp。 c 在 g 七四指定工左旋螺纹时,净给率调整无效,即使用劲给暂停,在返回动作结束之前循环不会停止。 g 八四右旋功螺纹循环指令格式, a g 八四指令和 g 七四指令中的主轴旋向相反,其他与 g 七四指令相同。 b 在 g 八四指定工右旋螺纹时尽给力,调整无效,即使用劲给暂停,在返回动作结束之前循环不会停止。我是蓝生小豆,带你玩耍 go!
237兰生学院CNC智能制造 03:45查看AI文稿AI文稿
03:45查看AI文稿AI文稿数控车编成的,朋友们大家好,记七十四年,我写七小指讲解机七四的指令啊,咱们这边这个草图我已经画好了,从电脑上面画好的,然后这边是我自己编的一个这个这个文档, 下面来看一下。咱们机器是主要用于是断面切草,然后也可以是进行钻孔进行是着实缺削,这样的话他是有有利于排削。 下面是这个二零二四,这个程序号 t 零幺零幺一号道具,然后是 g 九九 m 零三 s 六百,然后咱们这个一号刀加工的是这个断面槽啊,断面槽小径是二十的,大径是三十的啊,这个槽宽是 五个毫米,下面咱们来看一下,然后就是吉林 x 二十四, z 二啊,咱们可以通过这个二十四啊,大家一定要看了啊,这里为什么是二十四呢? 就是说我用的是两个毫米的刀宽来加工的这个槽刀,哎,不是来加工的,就是这个单面槽 相当于是两个的倒宽吧,咱们加上四个毫米,就说是从二十四的地方起点开始加工,七零四,二零点三,这个是退尾量, 咱们是加工完每一刀之后他都会自动退出来零点三毫米,机器是 x 二十 z 负五,这个槽槽是五个 说的啊, p 两千, q 两千,这是什么意思呢?就是说是这个 p 啊, p 是咱们这个 x 的变量子, 咱们断面朝是五毫米宽吗?咱们刀宽是两个,测完一刀肯定是不够的,然后测完第一刀之后退出来,然后再偏移两个毫米,两千就是两个毫米的意思, 然后就是这个再进行第二刀欠削。这个 q 子是什么意思呢?就是人像每一刀进,每一刀退都是吃两个毫米深。 f 零点一,这个是进给量, 然后这个程序咱们这个对面槽都已经是加工好了,然后进行退刀,即零 x 一百人五十,下面咱们要 进行钻孔,选第二把刀踢零二零二,机灵 x 零零二啊,就是这个,这个钻头快速移动到工件的位置中心点,机器是二零点三, 机器是人负二十八,这个转头的深度是二十八升,然后就是直接人负二十八。 q 两千, 就说是转头每转两个毫米,退零点三,转两个毫米,退零点三 啊。 f 零点八,然后直至转到二十八升的位置,然后进行退刀,这个内孔,这个钻头内孔都已经加工好了, 然后是机灵 x 一百零五十,退刀, m 零五,主轴停止, m 三零,程序结束啊,大家看一下, 这个就是机器机器式的用法,我这边是,呃,有图有程序啊,大家仿照我这个图和程序,然后以后你们编程也可以仿照我这样的方式开始加工。 嗯,好,今天就给,今天就给大家讲那么多。
10数控编程王哥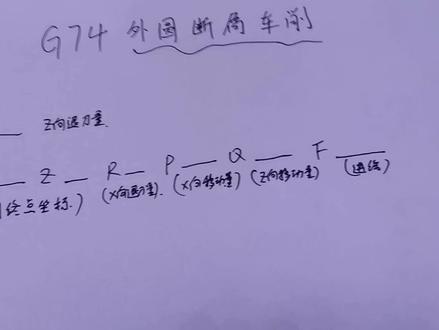 07:33查看AI文稿AI文稿
07:33查看AI文稿AI文稿大家好,我是车工小盼。嗯,前两次视频呢,我讲解了这期四有三种功能,一个是端面切条的,再一个是转孔,还有一个就是 车外缘循环,他有个断线的功能。 今天视频呢,主要讲这个 j 七四车外缘断线怎么变,这个 j 七四 无无非就是把那个端面切条的刀换成外圆的, 只是换了一刀而已,辨认方式基本上差不多。 这个 j 七四二,这个 j 七四二第一个二就是 c 箱的推倒量。 假如你车外圆,车外圆车比平方车四十个长,你怎样达到他断线的?他为什么要会断线呢? 他他都是一到,不是一到车到底,他他是连续的车效, 根据你设定的,比方说车四十个长,你车五毫米,一退 车车的五毫米,然后退。假如二二零点二,你车五毫米,然后退零点二, 然后再接着车五毫米,再推零点二,再车五毫米,再推零点二,他是这个意思,他是最轻的,推到一直车到最负四十, 当你当你退零点二的时候,他这个他这个消子会自动断掉。 j 七四 fc 就是你切削这个外援切削重点的坐标。 二就是 x 向退到六, x 向推到六,这这个意思就是你车上一刀,然后 拆完一刀,然后 s 向退,退多少,然后返回起点。 ps, 线移动量,这是每次拆完一刀,然后 s 退,然后过来,再 s 向往下,再再进行车 车多少,这个 p 就是往下进多少 k 首 c 向移动量, c 向移动量,这个 k 就是你车四十个深 c 负四十,你每次进多少一退,进多少一退 就是这个意思。 f 就是进,给我们用实力来表来讲解一下, 比较清楚,假如这是一百个大圆,是一百,我们拆掉小圆四十八,我们用这些 只能用于粗车,因为他车漆的外表有推刀划痕,不是很好,所以我们车到四十八点五,然后再用别的指定精车精车一下,这比较外观比较美观, 我们定位到这外圆道,定位到九十七, c 一点,注意我们定位的这个数值就开始在这个,这刀就开在九十七这开始拆了, 你不能避一百道,你避一百道塔,一车走空道, 这期是二零二,我们设为美式,这个到美式车的 时候退零点二,退零点二,这种车往前我们车的 f 四十八点五, f 四十八点五,给他留一点量。 c 负四十, 我们车四十个长二零五,二零五,就是你每车一到, 假如说我们每每刀车三毫米,每车一刀,然后车到这样车车退车退车退一次车速四十,然后往上往上来零零点五, 这个二零幺五,就是你车到 c 五十, c 五五,四十的时候,然后晚上来退零点五, s 向退零点五,然后 返回到起点, 这个 p 一点五, p 点一点五,就是 s 向往每次往下移动三毫米,这个一点五是半径值,注意 你吃,吃到这以后,然后退过来, 再往下进三毫米,再继续吃,这开口就是每次这个 c 项, c 项的每次吃多少,然后进行退零点二, 我们拆这个最负四十的时候,就是拆四毫米,退零点二,拆四毫米,退零点二,一直拆到 这副四十, 就是一刀刀的往下撤,车上一刀往下移三毫米,然后再再撤,撤进退,进退进退,这四毫米一退四毫米一退,退多少呢?退零点二, 这个就是因为他退的过程中,然后消失自动断裂,所以不缠线。 这个呢应用这个三零四不锈钢, 还有春绿一些粘性材料比较常用。 还有一点需要注意的是,这个 p 一点五 k 数四,他有的机型呢是 p 一千五, k 数四千, 他这是你出 p 一点五 q 四,他可能会报警,因为他这个机型不同他所默认的单位有所不同, 所以大家注意这一点。我我照样使用的机型是九八零网速系统,九八零 tb 三 tc 三系列。 好,今天的视频就讲解到这里,大家如果喜欢我的视频 可以关注一下,谢谢。
569车工小潘

猜你喜欢
- 14.8万木子不写代码
最新视频
- 9483赛博编辑部