圆筒产品内扣怎么出模
最近遇到一个特别的产品,空间小的扣位如何出模,大家觉得这样设计结构可行吗?有没有更好的方案呢?关注杨哥说模。
粉丝7.2万获赞32.5万
相关视频
 00:58查看AI文稿AI文稿
00:58查看AI文稿AI文稿这是客户寄过来打烊的圆筒注塑模型,是用来生产一次性杯子的。打烊的要求是需要在圆筒光滑的内壁上加工出一整圈密集均匀排布的菱形突出图案。相对来说,加工难度还是比较大的。 以往这种产品的加工都是通过化学药水,比如硫酸、硝酸等跟模具刚发生化学反应的方式进行加工。相比来说,激光加工的工艺流程更简单,更加环保,立体感更强、精度更高,无测试和崖边,可实现重复性、一致性加工。 我们工程师使用八十瓦的三 d 光纤激光打标机,配合旋转轴进行加工,能在曲面倾斜边的异形键上加工出理想的模具赛文图案。 这是传统平面激光打标机完全没办法做到的,也正是三 d 激光打标机的突出特点。原理是通过三 d 镇静,配合三 d 软件对图形的识别,快速改变光路和激光术聚焦点,瞬间气化材料表层多余材质形成图案。来看一下打压效果。
198深圳市柏圣科技有限公司 00:47查看AI文稿AI文稿
00:47查看AI文稿AI文稿这是一个带内扣的绝缘产品,如果让你设计最廉价的冲牙膜,你会怎么做?现在所看到的这一组简易冲牙工艺,绝对让你眼前一亮。这个产品最核心的难点就是成型后如何脱模的问题。产品总共设计了两套模具,第一套简易下料打秃 材料利用率能达到百分之百。仔细看产品当中体现的图包,如果模具结构要实现一步卷圆,你会怎么设计这个结构?仔细看这一套模具的上模模型位置此时处于空心状态。接下来只见小伙拿出一个铁芯 和插入模型当中,既保证了成型时模型的完整性,脱模式又能避开脱包位置,可谓是活动脱料结构的天花板。那么就这一个卷圆产品来说,如果让你设计一套最廉价的模具及工艺,你会选择这一种吗?为什么呢?欢迎评论区留言讨论。
 01:09查看AI文稿AI文稿
01:09查看AI文稿AI文稿这种五金圆筒型产品如何成型?跟随生产的镜头,我们一起来还原一下。首先需要拉伸成这种直筒形状,通过传送带与机械手的配合自动传送到模具中。考虑后续的成型加工,会在产品中同步喷这种拉伸油。 可以看到模具中的第二步成型,就是需要对产品做暂行处理。暂行成型的结构其实很简单,产品整体开口朝上, 模具中周圈先互助产品,然后中间采用优利胶,下压的同时,产品暂行到位。采用优利胶的做法,很好的解决了暂行以后的成型脱料。暂行成型过后,继续通过直接手的传送, 用一个斜漏斗巧妙的把产品翻边。继续对产品做缩口工艺。缩口的工艺它采用的是悬压做法,产品旋转的同时外力缩 出口。成型。继续往下,先对产品外形修边,同样采用的是悬压修边的做法,修边以后的废料通过中间活动的漏斗巧妙的排除模具,最后再对产品外形卷边处理即可。 ok, 这种圆筒型产品的工艺你看懂了吗?可以在评论区留言,我是模具设计古月,我们下次见。
317模具设计古月(光曜)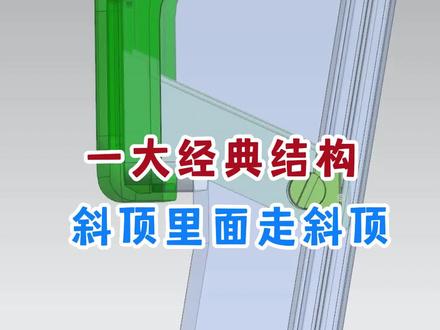 00:50查看AI文稿AI文稿
00:50查看AI文稿AI文稿这是一个电子外壳产品,产品外观来看感觉很简单,没什么东西,但是在产品内部的这个位置有一圈倒扣,并且在产品的这个装配位置还有两个小倒扣,很多设计这个时候可能就帮助 不知道怎么做了。那么我们来看一下这个位置是怎么做的。我们用到了鞋顶里面走鞋顶的方式来做这个位置的结构。我们看一下他的一个运动原理。 初时两只鞋顶同时运动,由于大鞋顶向左运动,但是小鞋顶是被磨人的直升位强行推动下向右运动,然后完成脱模。这和鞋顶里面加顶针的原理基本相同。这里是模具设计爱好者,对技术感兴趣可以点赞加关注哦。
253模具设计-MREAM D 00:27查看AI文稿AI文稿
00:27查看AI文稿AI文稿经典的双层内扣位产品,模具倒扣尺寸不大,塑胶材料是 pp 料。模具采用强托结构的形式,结构分两步实现,第一步先抽中间圆相间,在弹簧的作用力下,外围相间不动。 第二步两边拉钩会拉动外围相减,压住弹簧,脱离扣位。这样整个强脱结构就实现了。对这种强脱结构大家有什么看法呢?欢迎评论区留言。
534塑胶模具设计飞扬 01:24查看AI文稿AI文稿
01:24查看AI文稿AI文稿今天给大家带来一套很特别的冲压模具,结构可以说非常经典,所以刻意拿出来给大家分享一下。产品如下结构为长方形带内扣。这就牵扯到一个非常现实的问题脱料问题。成型后产品如何脱料 工序从第一序切片、下料,到后面拉伸、玄切等。内扣结构包括在内,总共分为七步成型,也就是需要七套模具最终完成这个产品。 现在我们所看到的工艺就是七套模具的各工序之间的排序。而在以上几套模具当中,裤脚扣位则是最为经典也最复杂的结构。现在我们所看到的其实是最复杂的一套,也就是内扣结构如何在 怎么实现产品诚心呵护的一个脱料问题。这牵扯到多级滑块,滑块的复杂程度难以想象,也非常经典,我们可以一起来看一看。从碧螺到开 按摩中的依次如下,看不清的朋友可以先暂停,实在不理解的朋友我们可以看一下三滴。最后给大家附上三滴的所有结构,以及滑块的各种细节设计原则,希望能够对大家有所帮助。视频制作不易,感谢大家的点赞与支持,谢谢大家观看,我们下期再见!
 01:10查看AI文稿AI文稿
01:10查看AI文稿AI文稿操作液压机器对准一块铁皮压下去,一口大锅就被造了出来。这就是神奇的金属拉伸工艺。你也可以叫它拉盐、拉伸压盐等。我们常见的高压锅就是被这种工艺制作出来的。它是一种利用模具将金属片拉长成开口空心键的冷冲压工艺。 操作起来非常简单,将需要拉伸的金属片摆放在模具上方,然后操控液压机器压下去。金属片受到强大压力后,便会贴着模具不断延伸,此时金属片就会被挤压,塑性变形, 很快就会得到一个和模具形状相等的产品。这是拉伸圆筒型产品。当需要拉伸出方形或多边形产品时,则需要根据产品的形状制造出凹凸膜。如果拉伸长度太长,就需要操控机器多次拉伸。如果想要一步到位,反而会使得板材出现裂痕等问题。使用这种工艺加工产品可一次成型,材料利用率高, 其他加工方法很难。制作出来的薄壁复杂工件在他这里就是压上一下的事。当然,想要使用这种工艺加工产品,必须要保证材料的延展性较好。工厂通常会选择铜、 纯铝或铝合金等金属材料。并且在拉伸过程中,金属片各部位受到的拉力是不一样的,这就会使得拉伸出来的产品各部位的厚度不一样。
353趣创实验室 00:32查看AI文稿AI文稿
00:32查看AI文稿AI文稿一个经典的扣位产品,模具倒扣尺寸不大,一般人会设计侧面滑块结构,但这道模具却做成鞋顶结构,边上磨钢料单独做镶嵌。磨具结构的开模动作是鞋顶先顶出镶嵌鞋面,放到鞋顶鞋面时, 会拨动鞋底向产品中心摆动,从而让产品脱离靠位。这种简易的鞋垫结构和侧面滑块结构比哪种更有优势呢?欢迎评论区留言。
155塑胶模具设计飞扬 00:35查看AI文稿AI文稿
00:35查看AI文稿AI文稿哈喽,大家好,今天来看一个经典的圆筒拉伸模具。首先产品的工艺依次经过圆形下料拉严、整形外形修边以及产品的侧切边。对应的模具结构采用了一个单工序的一个设计形式。单工序模具如果是手动塑料的话,它的生产效率不高, 所以这个模具适配了机械手,保证我们的塑料传递。有机械手的存在,也要考虑他与模具类的一个干涉问题。可以看到这个模具设计的对策是外导柱前置。 ok, 大家对于机械手是圆筒拉伸键有什么想法呢?欢迎在评论区留言。
169模具设计古月(光曜) 00:29
00:29 00:14查看AI文稿AI文稿
00:14查看AI文稿AI文稿深拉伸圆筒钣金的磨具过程,首先做第一步拉严成型,再做第二步拉严,把产品拉高,最后的产品修边是亮点,你看懂了吗?我是教冲压设计的古语老师,喜欢点赞加关注。
181模具达人一斌老师







猜你喜欢
最新视频
- 5172万事屋小玩