法兰克plus相对坐标怎么清零
对刀后坐标轻铃怎么摁呢啊?第一步先摁 s, 散了之后摁起源, 然后直行,下一步按他不知道是啥,然后嫩 y 零, 然后测量, ok 完一个 恢复坐标。咱们现在对 j 啊, j 已对好,先 先按,再再按,起完再按,执行好再一对好, 咱们呢调到下边找到 j, 然后再按 j 零,再按测量, ok。

粉丝1119获赞5132
相关视频
 01:46查看AI文稿AI文稿
01:46查看AI文稿AI文稿一起来看看小董师傅是怎么分种的。朋友们好,今天我来分享一下加工中心加工中心零点的时候怎么找他的中心。我们先将寻边器装到机床上, 让主轴转动起来。现在快速移动主轴,移至我们想要的位置。先对 x 轴快,接触弓箭的时候,可以将被绿打慢一格一格慢慢进,直到出现。先晃到不晃,再到倾斜位置。现在将相对坐标清零。 相对坐标清零后,将寻边器移动到另一边,用同样的方法找到另外一条边,现在就能得到这个弓箭 x 方向的长度。现在我们移动 x 轴,移至刚才测量出来一半的位置,现在找到你需要输入的坐标线, 再输入 x 零点测量。现在 x 轴就对好了。用同样的方法来找 y 轴的中心。先碰一个边,将相对坐标清零。 现在将寻边器移至另外一边,测量出外轴的距离。移动外轴,移至测量出外轴一半的位置。找到刚才 x 输入的坐标系, 输入万零 点测量。现在中心就找好了,现在来检测一下。 完美!感谢大家的观看。
134CNC小董 00:39查看AI文稿AI文稿
00:39查看AI文稿AI文稿一分钟棒在桥板一边碰竖。二、轴相对坐标轻零。三、 z 轴抬到安全高度。 四、 a 旋转一百八十度。五、外轴第二点碰数,此时注意不要移动 x 轴,在同一个点碰数。六、求出外轴中间指,并记录当前相对坐标指。现在找到 y 坐标点,找 z 轴坐标。七、 a 旋转九十度倒碰数点。八、用一把基准刀碰数。九、记录基准刀机械做标志。 十、基准刀机械坐标指。简,刚才记录的相对坐标指即为 g 轴四轴圆点。
1922东莞市西尔普数控设备有限公司 02:04查看AI文稿AI文稿
02:04查看AI文稿AI文稿大家好,今天给大家说一下什么是相对坐标,绝对坐标和机械坐标 相对坐标。什么是相对坐标?我们在机床上在这个坐标系上可以嫩一点,可以把嫩一点当成圆点,进行一个坐标的清明和测量。绝对坐标的意思就是我们在加工中 用到绝对坐标,绝对坐标就是就是我们刀具和弓箭的设定的一个原理。绝对坐标是在是在机床坐车的基础之上建立起来的, 他用了我们后面的加工机械造成是这个,咱这个机床出厂的时候, 厂家里面设定好的,他是不会变化的,除非我们在维修丝杠的时候,拆丝杠装丝杠的时候会发生变化。 以上是真的这样,大家能听懂吗?不能听懂的话我给大家推荐这款 入门级的,耽误这个操作的啊,操作视频,全部都是操作视频,嗯,非常的实用,非常的简洁实用,而且还能让人非常明了的。嗯,明了清楚的学习, 就是这款零基础的学习加工新操作及时间,一共是五十节,一共是五十节,都是视频教学, 讲的是非常详细,入门级的,入门级的初学者,这个可以看一下这些视频, 如果大家需要的话可以去我的橱窗里边去看一下。以上是今天的分享,希望大家能够喜欢吧,谢谢大家,谢谢大家支持和关注。
97数控设备维修 01:25查看AI文稿AI文稿
01:25查看AI文稿AI文稿有老铁不知道自己的如何分钟最多,今天我就录制一个视频,操作那些不会用的来如何操作,首先分钟要把毛刺去一下,保证分钟的精度啊,用砂纸揉一下就差不多了。 现在准备分歪折,歪折我们根据我们的做表细来,可以两边分钟,也可以单边喷速,然后进我们的一个刀半件以后啊,就把这个数据啊输入到歪呃测量, 测量进去以后这个歪轴就分完了,然后开始分基轴的坐标系,基轴是单边喷树,然后喷完树以后这轴相对坐标轻零,偏于一个道具半径,然后把基轴的机械坐标超到我们的数值里面, 我们机轴它始终是垂直我们的刀轴,所以这个轴还是不不变的。然后准备对刀,对刀可以用 分钟报对,你可以这样碰啊, x 轴, x 轴对刀,然后把这个机械坐标抄到 x 轴里面,这样就三个坐标的数据都已经超好了。 造完以后我们也可以下一把刀用对刀棒对,对完以后一像一样的道理,然后对刀棒一定要记得加十个的补偿,不然到时候会撞刀啊, 开始干了啊。大家对侧洗头变成不了解的,可以查看我的第一个支点视频,我也希望在做机加工的同时分享一些机加工知识,希望大家学到了能帮我点点赞,谢谢大家。
3738湖南高达机械马 00:17查看AI文稿AI文稿
00:17查看AI文稿AI文稿加工中心分钟怎么操作?先把刀具旋转靠拢弓箭左边,然后把相对坐标 x 归零,然后再让刀具靠拢右边,相对坐标除以二,得出中间数,再把刀具移到中间,最后把这五四坐标输入 x 零,再按测量就好了。 y 坐标一样操作。
 03:06查看AI文稿AI文稿
03:06查看AI文稿AI文稿啊,然后呢就是摇一开始走,把我们这个分钟半啊,靠上这个边啊,那个对上这个边,对上这个边之后呢,接下来呢我们就要到这个主界面啊位置。 ps 这个界面按一下,找到这个相对坐标啊,相对坐标,那么点这个坐标切换啊, 点一下,直到出现这个相对这表,这个时候我们把 x 给他归零啊,把 x 给他归零, 那么输入一个 x 零就行了啊,在这里然后呢按这个确定键啊,按一下,那么这个时候呢, x 就变成零了对不对,那么这你要变成零也是一样的出一个这零啊, 这里这里有这里的话,或者这时这什么这里修,修完之后按这个确定键啊,这也可以变成零对吧,那么我们这个道不需要去操作这然后呢,接下来 就把这个手轮按到这啊,乘一百啊,给他退出来,把这个啊手轮往后摇,要退出来,退到之后呢,那么接下来呢,我们要给他摇到中心,那么怎么摇到中心呢?啊,看这个坐标啊,点这个 x 啊,这里切换的 ax, 然后呢摇过来,因为这个直径, 这个的直径是七十的啊,然后我这个分钟慢是十个的,所以往这边摇了,应该摇八十过来啊,到这里摇到八十过来, 好往这边摇啊,靠近中心的看一下摇,摇过来八十啊,摇多了往回走一点, 摇到八十,摇到八十。然后呢现在的分钟半就已经在这个孔中心了。接下来呢就要把它输入这个我们的坐标系好,找到这个 office 的这个 刀补参数啊,点一下,然后呢找到这个刀号,三号刀啊,找到这个刀号,三号刀,找到这里啊,找到这里啊,因为我刚才对过去有参数的输入一个 x 啊,零点零 x 零点零啊, 不要问我为什么要加小支点啊,我这个习惯了啊,不管心细的,因为我脑筋疼,用的比较多,我习惯了加点 啊,星期三其实 x 零是一样的,然后按这个确定键啊,按这个确定键啊,那么就对过来了啊。 啊,分钟慢啊,这个不能对这啊,不能对这啊,对不了这的我们呃,你要洗刀什么,转头对个这对吧,这个对不了这。然后你实际上你这个比如说要用洗刀的,把洗刀装上,再去对这个这啊就可以了。那么因为我这个车级复合是三轴的 xz 细的啊,他没有弯,所以不用去对弯,直接对这个 x 和这就好了啊。这的话,比如说你这个洗刀洗刀过来碰上这个端面啊,把这个洗到头部,碰到这个端面,然后在这里啊,数一个这零点零就好了,在这个位置对吧。啊,数一个这啊,这 啊,零点零啊,这零点零。然后呢,按这个灰车键啊,这周就对好了。这个呢,就是我们彻底复合的一个对答啊,关注我啊,后面我们会讲这个四周的啊,五周的这个彻底复合,他是如何对答的。
1671丽驰教育(李校长) 07:43查看AI文稿AI文稿
07:43查看AI文稿AI文稿今天给各位搞加工的老板送点福利啊,虽然不是送钱啊,但是他很有价值,你看完了肯定对你有很。我们搞加工的经常会遇到这个系统数据丢失啊,或者是系统电池没电了,数据丢失了, 或者是有人把你的参数给你改动的时候,不小心改错了,系统拼音图改的时候或者改错了,造成机器没办法正常工作, 这个怎么办呢?我们其实可以把系统数据进行内部的备份,然后呢,关键的时候我们可以把它还原出来,就是即使是数据被数据完全丢失了,我们照样可以。 呃,因为他这个备份是备份到系统散存里面的,只要你这个系统内存啊,物理上没有坏,没有损坏,那他是不会丢失的。操作方法是这样的啊,点这个系统按钮,然后点餐, 这个找到参数界面啊,我们找幺零三四零,这个参数是什么意思呢?这个参数是自动备份的功能选项 啊,至于每一个位是什么什么作用啊,你自己可以查手册,或者是我等一下分享给你们啊。然后这一个是自动备份的间隔时间,就是如果你是一个时间呢,按天数来算的,你是一个时间是三百六十天,他可以自动按每个三百,每个一年的自动备份一次。 这个时候我建议大家先不要设置这个啊,不要自动备份,你手动备份一次就好了。手动备份你可以选择这个机床状态最好的时候,就是所有的功能都正常,没有报警使用都正常的时候进行备份一次。 这个下面是自动备份的文件数量,就是能够备份几个不同的文件,就是你今天备份一次,或者过十天你再备份一次,那么他可以同时 保存两个文件啊。我们先看一下这里啊,这是我们的系统时间啊,是二零二二年七月六号十九点四十三分,那么我们操作一下自动备份啊,比如我们把幺零三四零这个第七位啊,一 b 这一位,把它改成一, 把它改成一以后他会自动变成零,自动变成零。这个时候呢你就需要等,等个大概二十到三十秒,这个时候他内部在执行这个备份操作,内部内部执行备份操作,你不要 刚刚刚刚这个改完就去关机,这个时候他备份时间还没完成呢,你没有看到,但是这个是外面是看不到的啊,你等个半分钟,等个半分钟以后呢,再去执行,再去关机重启,你就可以,他就相当于备份完成了。呃,他唯一的 缺点就是他备份的时候你看不到这个数据,我们等个半分钟啊,等个半分钟再开机。 这我们现在这机器啊,所有的功能都正常的,就是 他现在有一个报警是润滑油,润滑油位低是油油泵没油了,我没有加油啊,其他的没有什么故障,机器都是好的。这准备明天准备发货的啊,发货之前我们把数据给备份一下,这个防止这个系统数据啊,系统电池没电了以后丢失了,客户找不到数据。 嗯,我们现在经常有加工厂老板会遇到那种状况啊,这个时候基本差不多了,我们可以关机重启啊,就关机重启,关机重 重启的时候呢,我们为了验证这个功能的有效性啊,我们先把那个,呃,先按着这两个按钮开机,就是我们把数据给清空一次,这时候开机开机的时候你按着这两个按钮不要松开,然后把他的数据给清了,全清一次 就一直按着这两个按钮,这两个按钮啊,这个删除和复位按钮,你一直按着他在开机的时候一直按着他, 这个时候他会进入这个系统的数据全清界面, 这个时间还是比较长的啊,你进入这个界面,他问你是不是要把数据全部清楚啊?你,你输个一就好了。然后呢 按按一下确认按钮,这个时候已经是实际上已经你出现这个界面已经全新完成了哦,你这个时候你关机,然后再开,再开,你发现这个机床里面啊,系统里面所有的数据已经没有了,没有了,这个时候我们可以用我们刚才备份的数据还原一次演示一下啊, 这时候你看到我们这个机床啊,就是所有的数据都没有了, 这时候我们可以就是用刚才的方法备份的数据跟他还原一下啊。关机重启,关机之前呢,先按照这两个按钮这两个按钮,然后开机,开机 用一直按着,然后进入这个界面后,你选择数据备份和还原的选项,第七个选项啊,然后点这个屏幕下方的选择按钮这个按钮,然后呢你会看到这个 我们常用的大部分维修师傅都用第二第一第二选项啊,第一个就是从系统备份到 m 卡里面,然后这个这个选项呢是从 m 卡格式,然后备份到还原到系统,实际上这个是自动备份数据还原,这个是系统内存啊,系统内存还原, 这个是系统内存还原,我们可以选择他就是刚才我们备份的数据啊,这个时候你会看到啊,这个是我们十九点四十三分刚刚备份的,那下面还有一个十九点二十八分,是之前也备份过一次,那我 我们就选择他,然后点这个屏幕下方的选择,然后点四,这时候他进行数据还原。 这个功能非常好啊,但是大部分的集装厂家没有去真正的把它用起来,哎,也很多维修师傅也也没有注意到这个还有这个功能啊,所以今天分享给大家, 这个时候他还原已经完成了啊,我们这个时候再关机重启就好了,就是你直接关机就好了,或者是你进入这个 让他系统重启。 大家看啊,这个就是他把所有的刚才我们自动备份的数据都直接还原到系统里面来了。 呃,如果你备份之前所有的功能都是正常的,这个时候你就什么都不用干,这个机器他都能正常工作了。你看啊,他还是 他,还是原来的,该有什么报警还是什么报警,然后我们机器,呃,就是包含原来的参数啊,所有的动作他都还是正常的, 如果你备份之前他是好的,那现在他什么问题也没有,他依然是好的,就是包括所有的数据,甚至包括你这些,那就是我们这些加工程序啊,他都在里面的,还有这些, 比如说洪城区啊啊、七星图啊这些全部都在里面,今天的分享就到这里啊,视频有点长,这个有耐心看完呢,肯定是对你有很大帮助啊,谢谢大家。
 13:00查看AI文稿AI文稿
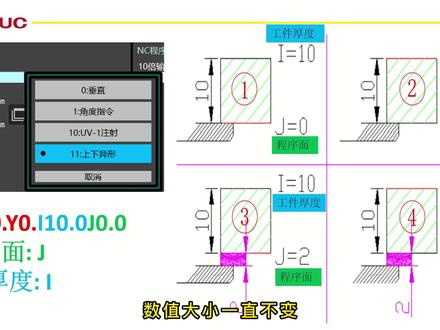
13:00查看AI文稿AI文稿大家好,今天继续和大家一起学习操作应用终极课程, 今天要和大家讲解的是中级课程的第二课,标准设定画面讲解。标准设定画面的内容会比较多,我要分成两节课来和大家讲解。如果我们想要把机器了解透彻一些,设定的运用是必须要了解的, 有些设定你可以不使用,但是必须要知道他的使用方法,这样对大家的技术水平提升才能有所帮助。 我们先来到主菜单页面,红色方框内的三个设定选项,我会详细的给大家讲解。今天先讲标准设定,点击标准设定选项,我们 先讲解线模块,这里是线直径的选择,分别有零点三的、零点二、五的、零点二的、零点一、五的、零点一的。设备上的导线嘴是什么样的规格,我们就选多大的线径, 这里选择铜线的材质,绝大多数都是选硬线,这里选铜线的重量,根据实际铜线的重量选择即可,一般是选五公斤的。 这里的弓箭材质不用设定,不会影响加工,因为我们的弓箭材质是在选加工条件的时候选择正确就好。 弓箭厚度与弓箭下表面高度暗示意图方法设定弓箭实际厚度五十就输入五十,弓箭下 表面高度就是弓箭下表面距离。床台的高度是一,图是二毫米,这里就填写二毫米。 比电阻一般设置七点零,如果产品尺寸精度和表面光洁度要求不是很高,比电阻一般设置五点零也勉强能用,低于五点零就要更换数字。 喷水一般设置为无效模式,如果喷水设置为有效,那我们在加工的时候床台就不上水了,直接是喷水加工,喷水加工尺寸会不稳定,一般不建议使用。 水位我们一般设定为零水位的意思就是我们在上水加工的时候,最高水面的位置,如图,蓝线就是水位的 零位,也就是此时水面的最高位置。蓝线位置就是基准位置,也就是零位。如果我们在水位处输入五十毫米,最高水位面就会向上抬高五十毫米。 如果我们在水位处输入负五十毫米,最高水位面就会向下降低五十毫米,方法以此类推。 冷却器,控制冷却器就是我们所说的冷水机,冷水机的作用就是控制水的温度,有两种控制模式,一种是恒温,一种是变温。 恒温也就是字面意思,表示温度一直恒定不变。如果我们选择的是恒温模式,且设定温度为二十摄氏度,这样设定我们水箱里的 水就会一直保持在二十摄氏度。那我们怎么判断水温是否达到了二十摄氏度? 我们可以看这两个温度显示图标,上面的的表示是温,下面这个表示水的温度。通过下面的图标我们就可以知道现在水的温度是十八点八摄氏度, 通过冷水机的工作,水温会慢慢上升到二十摄氏度,然后一直保持在二十摄氏度不变。 变温也是字面意思,表示温度会一直不断在变化。如果我们选择变温模式,设定温度,我们一般设定为零摄氏度。选择变温模式,我们的水温就会随着室温的变化而变化,图标位置的两个温度 会一直保持一样的温度。变温模式一般在环境温度变化很大的情况下才使用,一般配合热位于补偿功能一起使用,选择变温模式。热位于补偿功能我们要设置为有效。 设定温度,我们有个范围值,零下五摄氏度至五摄氏度,主要是控制水温与室温的差值。如果在设定温度输入负五,那我们的水温就会比室温低五摄氏度,以此类推。 半干状态我们一般设置为无效半干状态,如果设置为有效,如试一图,按一次排水键,床台的水只排一半,排到与工作台平齐,再按一次排水键,水才全部排 排完。这样做目的是为了节省上水时间。缺点,如果不注意打开门,水会流出来,使用时要注意。半干状态设置为无效时,按一次排水键,工作台里面的水会一次性排完。 预留量选项是调整加工尺寸用的,比如我们要加工一个直径为十毫米的圆孔,实际加工尺寸九点九九四毫米,实际尺寸比理论尺寸小了零点零零六毫米。按我们以前的方法就直接修改偏质量, 比如把第一刀零点二二二改为零点二一九,第二刀零点一五二改为零点一四九,第三刀零点一三二改为零点一 一二九。如果是使用预留量的方法,我们直接在预留量处输入负零点零零三即可。这样加工内孔时就会双边直接大零点零零六毫米。预留量的数值是控制单边的, 使用时要注意。需要重点注意的是,输入负数时,内孔会变大,但是外形就会变小,所以同时加工内孔与外形时,一般不使用预流量控制尺寸。 当预留量有数字时,这里就会出现个黄色的提示图标,提示我们有人修改过了预留量,在交接班时要留意预留量输入负零点零零三,孔会变大零点零零六毫米,外形会小零 点零零六毫米。使用方法要理解透彻,当我们预留量改为零时,这个图标就会变成暗灰色,有数字时,黄色图标就会亮起来。再交接班时要留意 拐角二,就是人为插入 g 四八与 g 四九指令,对图形进行到二角,基本很少使用到。不做细角, 旋转角度就是旋转程序图形的意思,比如这是我们的原始程序位置,但我想对程序旋转九十度, 那我在旋转角度这里输入九十度即可。在描绘程序时,描绘图形就旋转了九十度。要点,旋转角 度输入正数是逆时针旋转,复数时顺时针旋转轴。旋转角就是大家所说的打 a 二是为了测出弓箭的倾斜位置,从而旋转程序与弓箭位置重合。 如图,我们的弓箭装加是倾斜的,我们使用千分表点选 pe 与 p 二两个点就可以使用轴旋转角功能,直接算出倾斜角。视频演示的就是计算后的效果,能看出千分表基本不摆动, 计算结果非常精准。这个功能使用非常方便,将会大大提升架磨效率。扩大倍率,就是放大缩小程序。输入二,就是把程序图形放大两倍。 输入零点五,就是把程序缩小零点五倍,一般不使用,不做细讲。镜像, x 轴镜像有效,就是左右对称镜像,如图标外轴镜像。有效就是上下对称镜像,如图标 轴切换。有效就是 x 轴与外轴互换,一般很少使用。交接班时要注意看这些图标,黄色图标亮起就代表相对应的选项。有人设定过从左到右分别是预流量轴、旋转 扩大倍率、 x 镜像外镜像轴、旋转角轴切换。加工方式一共有四种模式,零代表垂直加工,一代表角度指令加工, 十代表 uv 轴注射较正,机台内部校正使用,客户基本使用不到。十一代表上下一行加工。 这里重点给大家讲解上下一行模式。我们程序中有代码记九二, x 零 y 零,按幺零零 j 零零。其中字母 j 代表程序面, 字母 i 代表弓箭厚度。我们可以通过程序代码设定,把程序面与弓箭厚度直接读取入机台。 程序面位置一般设为弓箭的最高面或弓箭的底面。如右图是四种程序面的方法。第一种,弓箭直接压在工作台上,我们以弓箭底部红线为程序面,此时程序面 这设零,弓箭后堵哎射十。第二种,弓箭还是直接压在工作台上,但是我们以弓箭顶部红线为程序面,此时程序面这设十,弓箭后堵哎射副十。为什么弓箭后堵射负数? 我们的设定规则是以程序面作为零位,弓箭厚度在程序面下面的就要设为负数,弓箭厚度在程序面上面的就要设为正数。方法二,弓箭厚度在程序面下面,所以弓箭厚度哎设为副十。第三种, 弓箭被垫高了二毫米,我们以弓箭底部红线为程序面,此时程序面 g 射二,弓箭厚度按射十。 第四种弓箭被垫高了二毫米,我们以弓箭顶部红线为程序面,此时程序面 j 射十二,弓箭厚度按射副十。 通过上述我们看,可以观察出程序面位置可以是变化的,但弓箭厚度啊,一直都是十指示正副方向发生变化,数值大小一直不变。程序面这一块内容大家一定要理解透彻。 做上下一行加工的时候,程序面设定非常重要,支点距离与下到线嘴位置一般是使用垂直效正块自动叫正出来的 十倍输入,一般设定无效,基本使用不到。不做细讲,现在这个页面的 所有选项都和大家细讲了一遍,下面和大家讲解偏置选项。这里的数字与程序里面的第代码相对应,如程序里面的第一,这对应这里的数字,一对应这一刀使用零点二二二的偏质量。 程序里面的第二,这对应这里的数字,二对应这一刀使用零点一五二的偏质量。程序里面的第三, 这对应这里的数字,三对应这一刀使用零点一三二的偏质量。以此类推,和加工条件里面的偏质量是完全一致的,都是同一个内容。 标准设定已经和大家讲解完了,由于设定内容比较多,详细设定内容, 下一节课再和大家讲解。如果大家还是感觉有些选项不是很理解的话,可以看一下说明书,说明书讲解的会更加详细。最后给大家推荐的是发纳科公司的公众号及个人的抖音号, 抖音号 finak 零零幺公众号及抖音号都会定期发布新资讯,希望大家能帮忙点赞加关注,谢谢大家!
 02:22查看AI文稿AI文稿
02:22查看AI文稿AI文稿机械坐标原点通过漂移客户反应非常低端的旋转中心啊,有偏差四十次,那我们如何去调整这个 d 哥的旋转中心?首先组合上我们要有一个检测示范,然后我们把 x 轴 给他一道,他做内设定的旋转中心坐标指,那现在的计算是负的六百二十五,那我们要走到 x 轴,走到负的六百二十五,然后 b 轴回原点, 然后释放,我们要测他的跳动,然后找到跳动的中心中心点外方向,给他找到最高点,然后单面给他归零,脚给他归零,然后移出来,我们 我们把 c 轴旋转一百八十度,然后 c 轴再移过去,点测四方另一端的侧面,我们 再把那个移动 acc 轴,把表归零,然后看我们 acc 轴的相对坐标值和机械坐标值,看它相差多少。如果通过这些数值我们去判断 x 轴是往哪个方向偏正方向还是负方向,然后判断出来我们表这个打出来的是他整个圆周的时,所以我们要除以二是实际 x 轴移动需要移动的坐标指,现在我们测出来值是二十字, 保证第二原点参数不变的情况下,通过修改一八五零参数是机械原点偏一二十字。 我们常用的方法是把机械坐标远点通过漂移,一般情况下是参数幺八五零 啊,那看到参数幺八五零,我们要看他这个数值,他本身原本漂移大不大,如果说是比较大,超过半个罗距的话, 那我们要重新考虑一下啊,这个幺八五零参数,重新给他调好抖音。
 01:19查看AI文稿AI文稿
01:19查看AI文稿AI文稿经常有小伙伴在后台留言,巴纳科怎么传程序,怎么复制粘贴删除程序等等一系列问题,今天啊,我们就一次性全讲了,各位同学请做好笔记哦!首先我们先将机床打到边境模式, 只有在此模式下才能对程序进行操作。我们先讲 usb 传程序到机床,先按程序检点操作, 在设备选项里找到 usb, 按下一页,点读入,再将光标移动到需要传输的程序上,点 f 取得,屏幕上会显示程序名, 然后点 f 设定,此时程序名就到右下角了。再一次 f 取得,随后点 p 设定,这里会显示程序名,最后点直行,程序就传好了。下面我们讲一下如何从机床传程序到 usb, 将光标移动到要复制的程序点操作, 翻到下一页,找到选择点复制,再往下翻,找到设备,选择点 usb, 然后翻下一页,最后粘贴就可以了。单个的程序删除大家都会,就不讲了, 我们讲一下程序的批量删除,点操作,往下翻页,点选择,找到这个 range select, 也就是范围选择,然后点光标,看到程序名变色,再点删除执行就可以了。都讲的这么详细了,应该没有人不会了吧,所以点个赞呗!
1713Z-MaT 震环机床 00:34查看AI文稿AI文稿
00:34查看AI文稿AI文稿机床三坐标是什么意思?有什么用?看完你就会了!机械坐标机械坐标是机床厂家设定的坐标,用于限定机床形成换刀位置、对刀移位置等坐标用的坐标,操作者不可改变。 绝对坐标是以我们设定的弓箭坐标为原点来计算的,如 g 五四、 g 五五的位置程序所走的坐标就是绝对坐标。相对坐标相对。当前位置的坐标随着工作台的移动而变动,操作者随时可以清零。主要用于辅助操作者计算的坐标。
339西尔普数控机床厂家 01:52查看AI文稿AI文稿
01:52查看AI文稿AI文稿今天我们继续讲解面板的编辑区第一个复位键,复位键相当于越小型的集听按键,当你按下复位键后,程序会直接停止,主轴也会停转。再编辑程序时, 按复位键,程序会直接跳转到第一行上下。翻页键,顾名思义,翻页用的方向键,方向键是在你编写程序时用光标所需要的按键。在输入刀谱式移动选项的按键。在图形模拟时移动画面的按键。 输入键输入键是你在对刀时输入坐标的案件测量完工键。对刀时编写坐标数值,按输入键完成对刀。 转换键。转换键是在编写程序时输入小字母时用到的按键。按下转换键,再按字母键,系统会直接输入小字母。换航键换航键是在编写程序唤醒的作用。删除与取消 键是编写程序时修改的按键。我们再看下面一行按键。位置键,按下位之键会显示当前所有坐标数值。程序键在编辑模式下按下程序键会显示当前运行程序可以移动光标进行修改。 刀不见,刀不见是我们在进行对刀时挑出参数偏移磨好修改的案件。冷却见冷却见是打开切宵夜与关闭切宵夜的案件。换刀见换刀见是我们在手动模式下按换刀见即可进行换刀。 主轴逆转正转键,在手动模式下按下正转键,主轴会直接默认上一次设定的转速运转,在初次开机时,需要在命模式下设定转速方可使用此按键。循环启动键循环启动键用明滤键,在自动模式下按循环启动键即可开始运行程序。尽给保持键, 当程序正在运转时,按下键给保持键,程序会直接停下,再按一下循环启动键,程序会继续运行。关注我,下一节课我们开始讲数控车编程。
2619阿东(数控编程) 04:23
04:23 03:01查看AI文稿AI文稿
03:01查看AI文稿AI文稿好,今天给大家介绍一下手轮回退功能啊,先给大家介绍一下这个机床, 我们这个地方是加工那个发动机刚起的,我们这个高速是针对旅店加工。呃,加了一个高速自动门, 看这个门可以打开了,打开,打开门是 m 二二,好,关门是 m 二二三, 这样防止加入米线。高速内部啊,全是米线啊,我们这个设备还有那个气力检测功能, 完成平衡调,有收视器的功能。高速内部还有一个名吹酒, 大家了解一下啊,往里倒一下啊,里面有一个撞针,里面里面有一个撞针,用来检测检测刀具破损的情况。好,我们现在开始讲这个, 讲这个走人回馈功能, 我们首先找到编辑变为一个程序啊,我们这就是个热机普通程序,然后我们打到自动自动以后,把这个 这个手人功能,手人回去不能打开,然后我们按一下这个启动,按启动以后程序你看已经运行了,但他没有走,没有运行这边时间,这里会显示手人回退功能,然后我们再把拿到手人 手轮,这个倍率其实是可以调整调整这个时间的啊。速度,调整速度的,我们先达到百分之十,先达到百分之十, 然后我们旋转,禁止回退,禁止回退,因为我们在程序头,我们往正方向旋转,你看机舱会自动运行, 这功能的好处就是检验我加工程序是否有故障问题,我只要可能一直转转转,他就会, 程序就慢慢会移动,你看程序正能量啊,他都在动啊。我们现在我们这个售后操作,然后达到百分之百,然后百分之百有速度,你看明显上升,用备用,手轮备用来定时的啊。 然后如何取消手轮回队功能呢?然后只要复位关闭,这边手轮回队功能就结束了。
39谈个机



