多刀折弯展开图的计算方法
今天给大家分享一个折弯六刀展开计算公式,图中展开 l 等于 a 加 t 加 a 加 t 加 b 加 b 一加 b 一减六乘以 p, l 等于五十加一点五加五十加一点五加一百五十加二十加二十减六乘二点八等于二百七十六点二。关注我,带你了解更多钣金知识!

粉丝8421获赞5.0万
相关视频
 00:42查看AI文稿AI文稿
00:42查看AI文稿AI文稿钣金为曹折弯展开的两种计算方法对比,一、外尺寸法,展开尺寸等于包边,外尺寸相加,减去外系数一点七倍。板后乘以折弯刀数等于二十加三十,五加十八,减去一点七乘以一点五,乘以二,等于六十七点九。 二、内尺寸法,展开尺寸等于内尺寸相加,再加上内系数零点三倍版后乘以折弯刀数 等于十八点五,加三十二加十六点五加零点三,乘以一点五,乘以二,也等于六十七点九。注意,不同的材料系数可能不一样哦,但同种材料的外系数与内系数相加总是等于两倍版后你知道为什么吗?快来评论区跟大家交流一下吧!
7063刘智聪Creo钣金 00:45查看AI文稿AI文稿
00:45查看AI文稿AI文稿今天给大家分享一个多折弯弓箭开槽与不开槽的计算方法。如图所示,对于三毫米厚的板,假定直角的圆弧要小,剩余的料后选零点五毫米。展开长度 l 等于四十减零点五加三十减二乘零点五加三十减二乘零点五加十减零点五,等于一百零七毫米。 对于三毫米厚的板,细数可以选零点二五,所以展开长度为 l 等于四十减三加零点二,五加三十减六加二乘零点二,五加 三十减六加二乘零点二五加十减三加零点二五,等于九十三点五毫米。关注我,带你了解更多半斤知识!
166盛膜模具折弯模钣金制造 05:37查看AI文稿AI文稿
05:37查看AI文稿AI文稿大家好,我是响亮,有朋友问我这种压死边在 cd 中怎么样去手动展开?这个我记得以前好像是有说过啊,今天跟大家再详细的讲一次,呃,比如说这个它是长二十折十是吧?看看料后是一点五, 呃,要一点五,下面的话,我就比打做二十乘以三十吧,我们把它对齐啊, 那么他这个展开的话,二十这边就三十展开,大家记住啊,用那个零点四乘以料后 料厚, 大家记住啊,就是说,呃,零点四是我们固定的,我们料是多厚我们再来,然后才来不停的变,比如说一点零,那我们就用一点零乘以零点四,然后这个杆转开的扣除就扣零点四,一点五就是一点五乘以零点四是多少? 哎?是多少啊? 啊?一点五乘以零点四 等于零点六,那就是零点六,是吧?二点零就二点零乘零点四,像这样去做就可以了啊,直接套进去就可以了。其实这个其实还是很好记得啊,我们只要记住这个零点四就行了,然后这个展开嘞,就是 啊,刚算是零点六十减零点六,那就是九点四,是吧?九点四这个展开就出来了,然后我们来算一下这个折弯线, 折弯线我以前也跟大家说过,就是他的折弯线是扣除的一半,这个扣除是零点六,刚才算了吗?是吧?零点六是怎么得到的呢?零点四乘以一点五,那零点六除以二的话就是零点三,零点三减十就是九点七, 然后这个展开他就是直接是三十乘以二十,九点四折完线也算出来了,是不是相当的容易,相当的方便啊,大家就是这个方法,再然后呢,为了验证这个方法对不对?是吧?我们在三位里面做一试试看,我先建一个零件, 哎呀,然后然后有点卡,嗯,三十乘以二十是吧?那我就三十 二十,他的厚度是一点五,一点五, ok, 然后折,折哪一边呢?折三十这一边, 这这一边啊,三是这边我们选这个啊,这边然后点一下, 一百太大了,要选小一点啊,选,先选这个,一百太大了选小点,选十,我们折的是十,这边十,然后记住这里,这里我们填,就是直接填 k 一四,零点五就好了啊, 如果不对,你把它改成零点五,折十三十,这个边好确定,然后保存一下,就存在桌面保存。哦豁,以前有啊。 嗯,半,哎呀半斤 哇,都有啊,这名字二 好,然后我们倒这个 工程图这边把它倒过去, 把这个展开。是确定保存一下 这么慢的吗? 好,我们的 cd 里面看一下啊,刚才是钣金交流二,钣金交流二 就这个图,然后我们看一下刚才我们三维做的跟这个 cd 里面手动展开的是不是一样的, 验证下这个方法啊,把它给转一下线,把这个标注去掉,颜色变一 下,然后我们把它给重叠一下,你看是不是一样的,这里一丁点的话我看是多少? 零点零零一是不是可以忽略不计,是不是展开是不是一模一样的?所以的话呢,就是我们在 cd 中展开,用我刚才说那种方法,直接用零点四乘以六后就 ok 了, 然后去这样去算,这个指纹线跟我们的三维做是一模一样的,是吧?同样我们在三维里面记得填 k 音值,零点五就 ok 了。好了,今天关于这个压死编跟大家说的还是蛮详细的啊,就说到这里了,谢谢大家,我们下期见。
1419钣金交流 00:21查看AI文稿AI文稿
00:21查看AI文稿AI文稿钣金陶槽折弯展开的计算方法,如图所示的不锈钢零件料厚为一点零,陶槽后剩余料厚为零点四,展开尺寸等于外尺寸相加,减去折弯刀数乘以两倍。剩余料厚 等于二十加三十五加十八,减去折弯刀数二乘以零点四,乘以二等于七十一点四。这个方法你学会了吗?
 00:26查看AI文稿AI文稿
00:26查看AI文稿AI文稿今天给大家分享一个直角折弯展开公式,先算出上图外包尺寸,如下图箭头所示,为各个折弯的外包尺寸。上图折弯折四刀就减去四个折弯,扣除三毫米板折弯扣除五点零。 展开等于二十八加七十八加三十三加八十八加五十五减四乘五等于两百八十二减二十等于二百六十二。点击头像关注我,带你了解更多钣金知识!
263盛膜模具折弯模钣金制造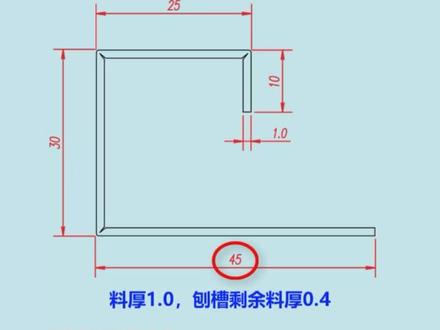 00:46查看AI文稿AI文稿
00:46查看AI文稿AI文稿钣金刨槽折弯展开的两种计算方法?如图所示的不锈钢零件料厚为一点零,刨槽后剩余料厚为零点四。方法一,展开尺寸等于每段直边减去剩余料,厚厚相加,如果直边两端均有刨槽, 需要减去两个剩余料后等于十减零点四加二十五减二乘以零点四,加三十减二乘以零点四加四十五减零点四等于一百零七点六。 方法二,展开尺寸等于外尺寸相加,减去折弯刀数乘以两倍剩余料后等于十加二十五,加三十加四十五,减去折弯刀数。三乘以零点四,乘以二等于一百零七点六。 两种方法计算结果一样,你觉得这样计算对吗?如果不对,该如何调整呢?快来评论区发表你的意见吧!
1052刘智聪Creo钣金 00:33查看AI文稿AI文稿
00:33查看AI文稿AI文稿这个钣金展开尺寸怎么计算来着?就这么几个数值,能算准就有鬼了, 那别人怎么可以?行行行,看来我得把这个无脑展开计算法交给你了。你要记好了,如果是九十度折弯,直接使用扣除法,十五加十二减去板后乘以一点七, 钝角的话,十五加十二减去板后乘以零点五。哇,这真好记,我也可以秒算出来了。
2194UG设计小雅 02:32查看AI文稿AI文稿
02:32查看AI文稿AI文稿最近隔壁有个干折弯的,教大家折圆弧,折上瘾了,像图中这款产品,我们钣金工程如何对他进行快速展开下料,以及他的折弯工艺,折弯顺序又是什么样的呢?看完你也学得会 好的,我们现在计算开始,首先针对我们所有的圆弧类的产品,我们都可以用我们的圆周率来计算,很多人好奇三点一四怎么来的三点一四呢?它是圆周率的一个数字啊,圆周率呢,它的符号是派 啊,派的话就等于三点一四,那我们直接用三点一四啊,这个三点一四呢,不是国家规定,也不是行业规定,这是世界的一个规定啊, 那么直接用我们的三点一四啊,乘以我们的九十,这个九十我们不能乘以九十啊,因为九十吧,他是他的外界,所以说我们要减掉一个版号啊,一边减掉一个版号,那就等于八十八,那么三点一四啊,乘以 八十八等于,那么就是圆的一周啊,一周的话,那上面有个开口,我们把开口要给它去掉啊,所以说呢,我们在这里再除以三百六十度,就等于每一度的一个弧长, 弧长之后呢,我们再乘以啊,这里有个开口是六十度,那么我们三百六十度,减掉六十度,那就等于三百度,那么直接乘以三百等于二百三十点二六。现在来到我们电脑上,我们钣金工程是如何制作的呢? 好,现在来到我们的电脑上,首先呢我们刚刚计算的数字是二百三十点二六,我们可以计算一下 b、 a、 r, 实际测量一下它的弧长是不是跟我们计算的一模一样。好,二百三十点三啊,那么我们如何画它展开呢?直接 r e c 画矩形, 首先二百五啊, tap 直接啊,二百三十点三回车,这个 就是他的下料图,那么他是如何折出来的呢?啊,首先来到我们这里啊,我们可以看到,首先这个东西他要折出来呢啊,他必须要把这两头先给他折出来啊,折成圆弧,最后呢再给他折中间啊,为什么要这样折呢啊?因为你只有把这两头给他折好之后啊, 那么中间再去折中间的话,你这个模具啊,他才好脱模,不然的话啊,你是脱不了模的,这个呢也是他的折弯顺序啊,是不是很简单呢?你 学会了吗?如果你也想系统学习钣金工程,可以点击下方小黄车,由我本人零基础钣金工程全套课, 包含 sw 三维建模装配展开出图,还包括不化三维,直接教你们 cd 拆图,展开钣金厂实战公益讲解,还有我本人从业十年以来的精华,几百套钣金行业标准资料免费赠送,目前课程限时价只需几包烟钱,抢到就是赚到!
965钣金梁工 08:38查看AI文稿AI文稿
08:38查看AI文稿AI文稿啊,这个折弯好像他展不开对吧,但对于这个折弯键展开能做到准吗?有很多同学很疑惑,老师这个折弯键展开 啊,能不能跟 cd 做到一样子啊,完全是可以的啊,那怎么展开?看清楚用到的命令也是比较简单的 好吧,用到的命令是非常简单,来啊,第一个展开的命令啊,展开之前我们先备份一个土壤啊,一个产品啊,因为这个是原产品,我们再复制一个出来,免得 对吧?啊改掉我这个产品的啊这个零件的,好吧。啊,那我们就比分在第四层来,下面我们开始展开展开吧。那我们现在用到一个折弯展开全部展开, 那折完展开呢,又如何做到跟我们 cd 一样准呢?那这里面就关于照这里面的一个中性因子好吧。啊,什么叫中性因子呢?呃,在 很多公司标准上面都有啊,每个公司的一些标准不一样,就比如说我这个标准上面都有好吧。啊,这里面有按照经验系数展开的,这里面有按照那一个阿比 t 的一个 k 四数 好吧,啥意思呢啊?我看一下,这个是直接就是另一个单,我们折弯角度是九十度,然后啊等于就尖角啊,就是没有圆角,没啊角的情况下啊, 就可以直接用这个系数去乘以我们料后就可以得到我们的补偿值,好吧,这是一种经验系数,那上面这种啊是我们的一个啊比 t 的一个系数啊,比 t 数数。来,我给你展示一下这个东西怎么玩的啊?看清楚啊,首先呢我要知道这个 k 系数。怎么知道呢?你可以先了解一下材料厚度多少呢啊? 两个毫米的啊两个啊,两个毫米的料。 ok, 两个毫米料以后呢,我们先按阿比提这个阿紫的时候呢 啊除以 t t 我现在已知是两毫米。那这个啊呢啊指的是我们的内啊,这个应该知道啊,做模具设计你不如果说连这个啊是啥你都不知道,那你就不要做了啊,白做了,跟你讲好吧,这个基本功啊, ok, 那么这个最小半斤是啊 好吧,你这个内啊啊啊对吧,然后上面这个里面你再分析下也是啊,那二除以做呃内啊啊 以绕后,这个时候就等于一,那一是多少啊,你就打开啊这个系数表啊,去观察看一下好吧,哎, 当他 r b t 等于一时候这个 k 系数是哎,零点三一,明白吗?这个是这个,一个这样找了一个比值啊,同样呢,我们再看一下上面这个呢上面这个同样的这个是零六啊,这零点五,我们同样也是可以直接呃零点五啊,比我们的料后 啊,零点五除以二就是啊,零点二五啊,不会算的,就打开计算机没有关系啊,这个东西你画模具东西不是说考验你的数学有多么牛逼啊,有没有做过奥数这个玩意,你不需要搞这个东西,你只要保证你的数是准确的, 不行的好吧,其他你去用计算机也好,手机也好啊,这东西领导看不到的对吧,人家不管你那么多对吧,但你如果单看担心打开计算机人家笑你什么,你不用担心,你直接用优居命令也是可以做到。好吧,来我们上面就可以知道,来 再查找另外一个指纹啊,那我们呢先展开吧,我们知道一些事数了来快速展开,展开的方法比较简单,全部展开,选择面选择阿角,好吧, ok, 这边先给他们评一下,说后期我们再拆公益不急啊,这个位置就是刚才阿比提子的一这个时候的中心一指就是零点三一直接输入 啊。这边同样的也是啊,这个零件简单吗?好吧,可能你在 cd 里面还要去啪嚓啪嚓一大堆,哎这 u g 里面三 d 软件里面直接书面选面选书参数。哎这就出来了,稍等一下。 嗯这个走弯好像他展不开对吧。啊因为啊还是那句话嘛,在我们呃用软件这东西软件它只是工具,但是这个工具有些时候往往就会不行。来看清楚怎么整,我们退一去。 啊,刚才到这一步啊遇到问题了啊,我说了软件不是万能的,人也不是万能的好吧。啊软件不是万能的,当软件他不行的时候我们要学会用软件来解决这个不行的问题点好吧。啊那怎么解决?来我们先退回去,既然这个展不开那肯定是有问题的,那这个问 你又如何解决?来再来我们看一下再往下走。刚才哇到这个位置他展不开了啊,我的乖乖怎么办呢?哎看清楚我们可以进行进行一些处理,最简单处理就是用这一个优化面的命令进行处理 啊,是试上啊,注意试上就说行还是不行可能还不知道。好吧,那我们先来直接框选点确定把报告取消到啊再说最基本的一个解决方法一个思路。好,我们再来试试上那我们先不管那些系数问题哎可以了吧 啊所以说有些时候就是那么神奇啊神奇的来啊对吧啊真的不得了啊有些东西就真的我看到他们展开真的很痛苦啊其实在我这里这种指望展开其实一般基本上没什么难度。为什么呢。因为哎我知道他展不开的原因有有好多种可能 对不对啊你们自己猜一下有什么可能对不对。好吧行了不多说了啊不卖关注了我们直接输入我刚才计算出来的这个中心音字就哦了啊选择面选择按脚。好吧这个玩意你这些画家电魔术展开这种盒子把这种都哎指完了这边又不行了。 对来我看一下这个也是真心一边行一些不行啊啊刚才打再展开这一边大面展开说是没问题但现在展开这个时候又不行了对吧来吧这个时候我们可能还要放其他的大招了估计来怎么整呢方法有以上两种。 嗯简单的方法就是直接看看能不能通过重新造一个面的形式。怎么造啊。就是扎后的方式 k 啊就是扎后命令啊料后多少二点零好吧啊还是那句话软件这个玩意他是不好 好使了不听话对不对。不听话那你自己想办法让他做到我听我话。好吧来确定来我们把传出去的我在试试看还行不行啊如果还是不行可能就 就只能用老方法啊那个手动的方式了对吧来再试上吧。这个时候真的是纳闷了这两边按理说是不会影响才对但是他就不给我展开。好我们先看一下先不管在这个系数先我们先确定一下。 哎可以了啊那应该是这个产品是有一点问题但是我问题解决了。那解决了啊你大方去看一下检查他是哪里对不上或者哪个位置 吧。啊这个直接重新说白了重新造了一个产品以呃产品的表面去扎后了一个零件出来。好吧这样子吧这个可以保证我当前的展开是可行能做。 ok 来这个位置颜色改一下啦 不要这么黄,太黄了上沙眼眨眼睛啊。好吧我们换一个颜色吧。好啊来 啊这个都是比较简单了,来选个面选阿角然后把这个位置的中心音质干计算啊。 呃怎么搞的。如果说没有这个系数表的同学到时候可以关注老师啊私聊老师啊给你发一个也是小意思对吧。因为很多同学哎。这个中心英子这个表在哪里呢啊当然还是说一句话啊这个 k 一世纪数或经验值的展开系数表啊每个公司它的标准啊 可能有一些出入有些不一样。好吧如果说你们公司有更严格的就按照你公司的卫生间说呢。啊因为模具厂啊都有自己试验的数据。啥意思呢。就是自己啊以前啊在拿了各种产品去调试啊试出来了一个补偿值。 好吧啊说说啊这些要注意啊。好那个再来对比一下刚才有一个那个零点二五的 k 系数在哪呢。零点二五啊这里面零点二五那就是零点二跟零点三之间。那就零点啊就可以直接就是零点二三吧。就是这个汽车模型问题不大啊,那就零点二三, 没有零点二五了,他,他在那个。呃呃,不对啊,看看在哪呢啊?零点二到零点三之间对吧?你取零点啊?啊,看见吗?这里就差一条啊,那直接取到,零点三就取,直接取到,因为刚才算出来是那个零点五 的一个料后啊,零点五比料厚的时候就等于零点二五,但是这里面中间没有一个零点二五的数。那你直接取这个啊,汽车毛里里完全是没问题的,你不用纠纠结这么多对吧?啊?像那些精密磨具啊,他可能还有根系的一些数,好吧。 啊,做这个表格要知道啊,要适合。呃,就说自己要适合用才能用才去用,好吧。啊,这个位置来选择我们的面,然后选择这个啊角就可以了。哎,选错了, 好,展开了。好吧,这就是一个第一步的一个全部展开,把这个零件啊进行展开了。
499模具设计浩奇 05:30查看AI文稿AI文稿
05:30查看AI文稿AI文稿各位网友大家好,我是南京老李。呃,上一期视频呢,我们介绍过,就是板机成型的时候,单边啊,折弯成型的时候尺寸怎么计算?那么今天呢,我们就增加一点小难度啊,两个边啊,折弯 两个边,折弯成型的时候尺寸怎么计算?我们来一起看看。各位网友大家好,我是南宁老李。呃,今天呢,我们还是继续聊板筋展开料的一个计算方法,那么今天我们聊的呢,是一个板料啊,这两个边像这样子啊, 这两个边这个尺寸怎么计算?那么应用很广泛,生活中间啊,那比如他做一个小盒子,那也是用这个方法计算展开料啊,那么 我们这一次算这个展开这样的计算方法还是用两种方法,一种是经验算法,另外一种呢是理论算法。呃,这一期视频我们就是用 呃经验算法,我们算出一个答案,把它记下来,然后下一期视频呢,我们就算一个理论算法,那么这两个进行比较一下,看看两个相差多少啊,那么这两个尺寸标注的一个尺寸是一样的,就是 弯边的这个尺寸是一样的,这样子要对比嘛。好,那么我们先画一个图啊, 呃,这样子啊,我们现在画一个草图啊,这个是示意图啊,然后折完两个边, 这个边,这个边啊,折完两边,然后出来产生了三个边吗?三个边。好,那么这个尺寸 a 这个尺寸是八十,这个 b 这个尺寸是八十二,画的这个不是诞生比例啊,但是 c 九啊,然后 c 这个尺寸包括起来过度啊, 是八十,这都是包括材料过度的这个经验算法,我们算尺寸的时候是包括材料过度的,那么这个梯啊, 七等于一毫米,七等于一毫米是材料混合等于一毫米,这两个 r 等于 r 二,那么我们开始用经验算法看怎么算啊? 总的长度 a 等于三个相加起来啊, 再剪掉一个 二分之二,再加上一个七,然后乘一个,还有一个矮人啊, 这个哎呢,就是折弯的边数,一个,两个,三个,这就代表哎,有几个边,有几个边,有几个直线的这个边啊,就是代表有几个,好,这个是三个哎, a 减一,用这个公式啊,用这个公式,好,那么我们把它带进去,把这个我们把这个数字带进去啊, 八十加上八十,二加上八十,再减掉一个二等于二,二除以二加上一个七,七等于一毫米啊,再乘一个括号, 三减一,多少就等于这个多少减掉一个,呃,二毫米,二毫米,再减掉一个几毫米啊? 四毫米就等于个两百三十八, 就等于这个尺度两百三十八毫米,这个是经验算法等于两百三十八毫米啊, 就按这个公式, r 总长度等于 a 加 b 加 c 三条边嘛,再减掉一个二分的 a 加上七,然后出一个边数,一二三边数减掉一或者是什么呢?呃,弯 几次编就称一起,这个是一样的啊。好,那么这个数字就是经验算法算出来的,结果是两百三十八毫米啊,那么 我们下一期视频的时候用理论算法,我们再算一下,看看什么情况啊?下一期视频我们用理论算法算一个结果,以后呢,我们和经验算法进行一个比较啊。好,那么这期视频就到这吧,感谢网友的观看和关注,我们下期再见,拜拜。
409南京老李的幸福人生 01:18查看AI文稿AI文稿
01:18查看AI文稿AI文稿经常有网友问,这种四刀的大角度怎么算尺寸,因为它的标注比较有意思,这个内尺寸,这边是高度,这边是半内半外,这边是外尺寸, 所以呢他不太会算,下面我们来看一下怎么用表格快速得出答案。版号是二,高数四,那角度是一百三十五,直接 复制过来,尺寸十,对吧?直接复制过来,然后第二个是十四点一,然后中间是二十一,然后这个尺寸需要转化一下,我们看这边有个尺寸转换,然后点这一刀叫 内外尺寸转,那他应该是十四点九三,十四点九三,然后这边是内尺寸 寸转,内尺寸转,那应该十点八十点啊,第二道的外尺寸,这是第二道的折弯线,第一道的折弯线第一道的外尺寸是这里,那如果没有十四点一,有这个高度呢?也可以 选择这个高转弯,选择高度转,十四点九七,他说啊,十四点九七。
147折弯二哥 04:29查看AI文稿AI文稿
04:29查看AI文稿AI文稿圆弧,这里是非九十度的情况下,该怎样去算弧度 啊,以及下刀啊,我们今天就来演示一下啊,还是跟上一个视频的图形基本类似啊,尺寸基本类似啊,弧度还是啊?五十,只不过这里的角度啊,现在我给改成一百二十度, 那么这里的 r 五十的圆弧尺寸,我们先来算一下,这里有一个公式, 一百五十度减去圆弧度数 啊,圆弧度数值得这里啊,一百二十度除以九十度乘以九十度时的尺寸, 九十度时的尺寸,是啊,是这里四分之一圆就是九十度啊,五十的圆,这整圆的话是 也就是圆的周长五十乘压乘三点一四,圆的周长除以四就是四分之一九十度,算出来结果是七十八点五啊,就是九十度时的尺寸。 我们把相的数据带入这个公式,就是一百八十度减去一百二十度除以九十度乘以七十八点五 啊,算出来的结果就是五十二点七,这个五十二点七就是这个啊,五十的圆弧 啊,一百二十度时的用料尺寸, 我们整个形状的展开用料就是一次加起来啊,全部加起来,这里五十二点七,约等于五十三或者五十三,算了,五十三来算 啊,减去四乘以三四,这里指的还有四个直角弯啊,三十,每个直角弯的直弯系数三个毫米 啊,这里是用大概两毫米的板啊,两毫米的板的话,实际板厚估计应该是在一点八的左右,所以每个弯的折弯系数是三个毫米。 那么如果我要每刀间隔六毫米一段的话来做这个圆弧 啊,上个视频我也是讲的间隔六毫米一段来做这个圆弧,后来就有好多粉丝私信 问我说为什么是要用六毫米一段来做,其实并不一定是要用六毫米来做啊,你四毫米、五毫米、六毫米都可以,只要遮完之后,圆弧的外表面粗糙度能够达到产品的要求啊,这样就可以了, 我们五十三除以六就是约等于九段啊,这里暂且还是用六毫米来计算啊,约等于九段, 九段我们要用多少刀来折呢?九加一等于十刀啊,这里我来给你细化了一下,一 啊,这里红笔部分是九段,但是折弯下刀的话是十刀,我们十刀的话每刀度数是多少呢啊?六十度除以十刀 等于六度,六十度哪来的?为什么是六十度?因为圆弧这里是一百二十度啊,这里延长的话,我们就相当于他从一个平板一百八十度向上走了六十度 啊,我们算出来的是门刀六度,这里指的是门刀向上走六度, 机器输入的情况下是输入一百七十四度,这里只是理论知识一百七十四度 啊,其实现在的数控折弯机的话,有自带的那个大圆弧折弯功能啊,其实我们只要把 圆弧的角度啊,还有我们段数输入进去,机器一般也会走 自动计算的啊,如果是啊,不想用机器自带的打用户之外啊,我们要手动编辑的话 啊,就可以根据我现在讲的这种方法来计算,或者手动折弯机的话,也可以用这种方法来折这个圆弧。
975常州折弯小哥 01:09查看AI文稿AI文稿
01:09查看AI文稿AI文稿这是一个小支架,这是他的主视图,这是他的左视图,下面是他的展开图,我们今天重点讲一下他的展开长度和他的折弯线的位置。 这个板子在折弯的过程当中,内侧的材料受挤压,尺寸缩短,外侧的材料受拉伸,尺寸延长,所以中间存在一个中性层,既不受挤压也不受拉伸,它的总长度在折弯前后没有变化, 那么我们求的中性层的总长度就是材料的展开总长度。可以粗略的认为,中性层在板后的中间位置,板后是四毫米,他就在两毫米的位置,内壶的半径是四毫米, 所以中性层的圆弧半径就是六毫米。四十二加三十二加这段圆弧的弧长 就是展开的总长度。第二个问题是折弯线的位置,那么折弯线的位置就在中性层圆弧的中间位置,也就是八分之一的圆弧周长,再加上四十二毫米,就是这个尺寸。
1203师工讲图纸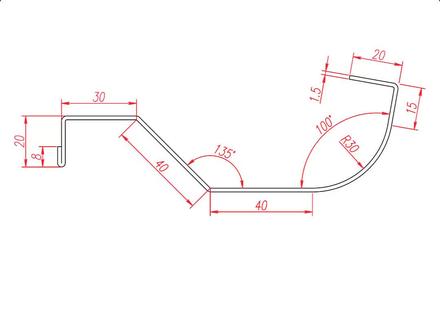 00:58查看AI文稿AI文稿
00:58查看AI文稿AI文稿一张图,学会钣金展开计算,图中材料为一点五毫米厚冷折板零件,有一处压死边,其展开按零点四倍板后做扣除。有两处标注了内尺寸的一百三十五度大角度,其展开采用类系数计算。 有两处标注了外尺寸的九十度折弯,其展开按二点五做扣除。还有一处内按了三十的大圆弧结构,其展开按 k 因子零点五计算。 总展开长度等于八加二十加三十加四十加四十加三点一四乘以三四点七五乘以一百八十减一百除以一百八十加十五加二十,再减去零点四乘以一点五减去二点五 加上二乘以零点四五乘以四十五除以九十减去二点五等于二百一十点七九。没看懂的同学记得点赞收藏,多看几遍。最后,你知道在扣六中如何通过设置折弯表直接展开并得到准确的数值吗?我是刘志聪,关注我,学习更多钣金设计加工知识!
2364刘智聪Creo钣金

