马扎克memony程序怎么用
今天有个粉丝跟我说,他说如何用这个 sd 卡启动程序,这个之前我有一个视频已经告诉大家了,如果你的程序门禁大小啊,超出我们这个系统的那个储存这个大大小的时候,大家可以用这个 sd 卡在线运行。今天这个客户买了这个 sd 卡呢,可能是这个太大的,我告诉他一定要买个小一点的,最好是在两 g 以内的,我这个是四 g b 的 哈,四 g b 的 也可以的,一定要买这正版的啊,盗版的第一传输数据很慢, 再一个呢就是,呃,它不稳定,现在我把操作步骤演示给大家看一下,因为它买回来以后就是一直启动不了,所以我今天再做一个详细的视频给大家看一下。我还是以 我们这台掌机 smart 一 z 这个系统啊,其实像我们 smart c smart 机的这个系统,其实操作方法都是一样的。首先呢我们把这个 sd 卡插入 进来,用这个 sd 卡的话,那我们就是在线运行,按这个键,那我们点击这个键以后呢,就会显示 这个界面,那我们选择我们的程序,就是我们的卡里面有程序点,点入以后,这个时候他会显示这些程序,你想要运行哪个程序你就点哪个程序,那我随便点一个, 然后再确认回到这个主页面来位置,我点亮这个程序监控,我们点亮进去以后,这个是看不到程序的,在启动时候按启动键的时候,这个时候程序就已经上来了,那我再继续 运行一下,我取消这个弹幕,这时候看到没有,刚刚已经放好刀了,还在运行了。以上是完整的操作步骤,有问题的话可以随时联系我。

粉丝2929获赞6921
相关视频
 02:02查看AI文稿AI文稿
02:02查看AI文稿AI文稿嗯,我发现还有很多那些新手啊,不知道这个马扎克的一个是否监控,怎么看或者怎么进,有时候是否报警他不知道在哪里看。 哎,不知道哪个轴报警,不知道报警是什么啊?现在我们先按诊断,先按诊断进去, 然后按维护好,这里有一个四伏监控。我手指这里啊,四伏监控,呃,隔壁这个的话是一个主轴的监控。好,我们点四伏监控进去。 好,这一整的一个页面就是一个四伏监控的一个界面了。啊,这有 s y j b 轴啊,后面还有其他轴 啊,这个位置的话是一个实时的一个载监控,呃,下面那行的话是一个最大载的一个数值, 这个是可以保留的,实时的,这是没有保留的。呃,这个 amd d i s p 的 话,就是我们经常说的一个四伏的。呃,一个报警的代码, 那这一一期的这个就是一个报警代码,它对应的是 s 轴,呃,哪一列的话就是对应哪个轴,所以我们有时候看看报警的话就在这里看是哪个轴。报警,报警什么代码都是可以在这里看得到的, 这是很方便的,比在看那个。呃呃,放大器那里的代码比较容易看,比较简单,一目明了。 上面那一列的话,这是一个四伏电机的一个温度,自己可以看到当前的温度是多少。好,今天就讲到这里。
129啊泽修机床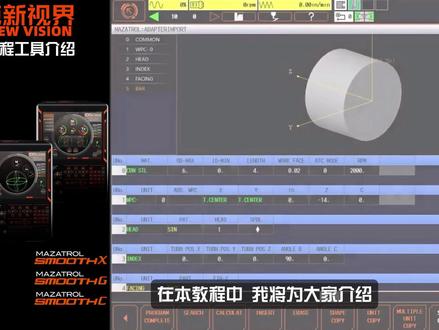 05:38查看AI文稿AI文稿
05:38查看AI文稿AI文稿在本教程中,我将为大家介绍 mozilla 三 d assist 编程工具。三 d assist 是 一款实用的工具,内置于多款马扎克思慕斯系统中。 它能让我们直接从实体模型中选出尺寸进行编程。模型可从实体建模文件或 step 文件导入, 不过存在一些限制,实体建模文件的版本号会持续更新。对于马扎克这类侵入式控制系统而言,无法及时跟进所有版本更新,因此最新版本的文件无法导入。但马扎克的编程语言是二点五维的,本身也用不到实体建模文件的最新功能, 所以我只需将文件导出为早期版本即可。比如,在这个对话框中,我正从 sorryworks 软件中将模型导出为实体建模格式。和许多计算机辅助设计系统一样,这里有一个选项选择框,在选项中我选择版本并导出为早期版本, 一八点一版本就完全适用。而 step 文件则无需担心版本号的问题。我发现这类文件的唯一问题与文件大小和复杂度相关。实践证明,结构较为复杂或体积较大的模型,以实体建模格式导入效果更好。 接下来,我们以搭载 smc i 控制系统的车洗复合加工中心为例,演示模型的导入操作。我在该设备中打开了一个简单的程序,已将毛坯端面加工至零位。接下来要对外镜进行车削加工。 我已经输入了轮廓加工所需的基础刀具信息,准备好绘制加工轮廓了。此时我想从模型中选址加工轮廓,所以先导入一个模型。我将光标定位在棒料外身 加工模式区域的第一个程序段,点击右侧的菜单按钮,选择三 d assist 功能,再点击三 d assist 窗口中的文件图标, 找到存储模型的文件夹并点击确认。控制系统能识别的所有文件类型都会显示在窗口中。我这次选用这个连接闸的 step 文件,选中它并点击确认。通过控制系统的触屏操作 或在 smoothcam ai 软件中使用鼠标,我可以移动模型,查看模型与坐标系之间的相对位置。大家可以看到目前模型的方向是错误的,如果保持这个状态, 模型在机床上的装甲位置就会如这张示意图所示。我需要将其与卡盘的 z 轴中心线对齐。要完成这项操作,我会点击这个零点图标, 因为当前处于车销加工单元,模型显示为抛分状态。这四个按钮用于控制仕途角度,点击 x d 仕途按钮就能以最佳角度将弓箭与中心线对齐。在下方的操作区域,我可以在 x、 y、 z 轴方向平移模型 也能绕零点旋转模型首先要做的是旋转弓箭,让其 z 轴与车销主轴中心对齐。我选择绕外轴旋转弓箭,且是绕零点旋转,而非原地旋转,旋转角度设为九十度。 设置好这些参数后,通过这两个按钮选择旋转方向即可。目前看起来位置没问题,但视觉判断可能存在误差,我需要确认这个端面是平整的,且处于零位。为此我点击平移按钮,再点击选择按钮,选择圆弧、圆形、圆形选项,并关闭车销轮廓显示, 调出完整的模型。现在我可以点击弓箭端面上的这些孔,确认它们是否都处于 z 轴零位。注意每次选不同的孔时都要清空上一次的选择。看起来这四个孔都在 z 轴零位,同时中心孔也成为了我编程时的 x、 y z 轴零点。 位置调整到位,我再次点击中心图标,确认此次旋转设置,这样模型就对齐完成了。大家可以看到加工轮廓已正确显示, 接下来就能开始选举车削轮廓了。再来看洗床的操作,导入平面模型进行洗削加工。洗床的模型导入步骤和车洗复合加工中心一致,完成洗削加工的大部分程序编制,包括刀具。设置后将光标定位在轮廓加工区域的第一行。 点击右侧菜单按钮,选择三 d assist 功能。点击更改文件夹,找到存储目标模型文件的文件夹并确认。选中目标模型后再次确认。能看到这个模型的零点位于板材的底部,我需要将其向上移动并与中心孔对齐。 首先点击 x y 示图按钮,我要将零点设置在中心孔的顶部圆心处,所以点击端点选择框,选择圆弧、圆形圆心选项,再次选择该选项,放大示图,以便更精准的选取圆形。然后点击中心圆的边缘 模型,在 x、 y 轴方向的圆心位置有轻微偏差, z 轴则需要向上移动零点三英寸。点击移动按钮,弓箭就会移动到选定的零点位置。 如果需要也可以通过旋转功能旋转弓箭,让其在机床中获得更好的加工空间,还能在模型上任意选举一个点,将其设为零点进行编程。位置调整完成,我再次点击中心图标,锁定零点, 接下来就可以为喜销加工选举加工轮廓了。需要注意的是,导入的模型不会随程序一同保存,只要停留在当前界面并编辑同一个程序,模型就会一直保持导入状态。 你可以在控制系统中进行少量的界面切换操作,但如果开始编制另一个弓箭的程序或控制系统需要释放内存时,模型就会被清除,后续需要重新导入。 在下一期教程中,我会为大家演示三 d assist 编程工具的各类实用功能。
111WAYON新视界 02:29查看AI文稿AI文稿
02:29查看AI文稿AI文稿大家好,今天来分享一个马赛克 ps 轴原点设置的一个方法,也就是刀臂和刀库的刀库轴的一个原点设置方法,我们按下诊断,然后的话按维护,按下右箭头按一下,然后输入幺幺三幺, 然后按一个 input 按一下。 好,现在它这个隐藏的两个按键已经出来了,我们按维护,我们先按一个维护进去,然后再按一个系统维护 好,再按一个票式测试按进去。好,这个界面呢就是我们的一个圆点设计的一个呃界面,在这里的话我们再按一个呃设置 好,选择一个操作模式,按一下,然后进去的话我们选择 gog 模式,像它现在是原点模式,我们选择个 gog 模式,对,它现在变成了 gog 了,然后的话我们再返回来 啊,再按一个轴啊,我们可以选择第一轴是 a t c 轴,第三轴是一个刀库轴,选择你要呃设置的一个轴,我们呃现在输入一个三,然后按一个 input, 它现在是 a t c 轴,我们还没还没选三轴,呃,输入三之后,然后它就变成一个呃刀库轴了。 选择完轴之后呢,我们就按呃一个退出来,退出呃,我们先按一个 a b s 呃绝对位置触使画按键,然后再按呃右手边隔壁这个是圆点设置,然后就是完成了,如果完成的话,它这个位置的话会变成零 啊,如果变成零的话就呃说明呃圆点设置就完成了。种方法的话,只是试用一下,你的圆点位置是没有变化的,只是你这个圆点 丢失了,然后重新需要重新设置原点的一个方法,如果你的原点位置呃已经发生了偏移,需要呃调整的话,我们在下一期的话再来讲一下如何操作,这期的视频就讲到这里吧。
299啊泽修机床 02:01查看AI文稿AI文稿
02:01查看AI文稿AI文稿啊?大家好,我们今天继续来分享。呃,如果你的那个 plus 轴发生偏移的话,我们怎么来调整?我们按维护进去,然后按系统维护,然后再按呃 plus 测试。 好,我们这里的话选择一个设置按放进去,然后的话选择轴,我们选择呃还是刀库轴,以刀库轴为例,选择三,然后输 input, 然后的话他就会变成一个第三轴, 然后我们就选择一个操作模式,然后按这个步进模式 s, t、 e、 p, 然后按呃退出来这里的话再选择一个呃倍率步进的一个倍率 按进去,这里可以选择他的一个倍率。呃千分之一的话就是最慢的,然后呃一的话就是呃最快的,这是通过一个选择你合适的倍率来调整他一个位置。啊,选择之后,然后他就会发生变化, 然后按退出来,再按一次退出来,我们就通过 cw 跟 ccw 呃,通过一个正反转来调整他一个呃绝对的位置, 原点位置已经调整。呃好之后呢,我们就要呃按那个呃设置的按键, 我们继续进入一个设置的按键。啊,按进去,然后的话选择一个操作模式。啊,选择 gog 的一个模式,我们再退出来。 好,按退出,然后选择绝对位置初始化,我们按一下,然后再按隔壁那个呃远点设置,设置完之后呢, 我们就退出来,然后关电重启,然后的话这个圆点就设置完成了。好,今天就讲到这里吧。
113啊泽修机床 02:05查看AI文稿AI文稿
02:05查看AI文稿AI文稿师傅们师傅们,这个有好一段日子没有更新这个马扎克的这个编程了,现在今天就更一下吧。 按最左边的红色按钮返回,按程序弓箭号选择输入一个你还没有建立的弓箭号,这样就是一个空文档。 然后这里有第一个选项,就是材料选择第一个单元碳钢是什么的,然后外镜就是你娘的毛胚的外镜和内镜,比如说一个毛胚里面有孔和外镜吗?如果是实心的话,就不用量显内镜了, 弓箭长度也写一下,然后这些数值都是要比你实际量的弓箭要大一些的。然后金车 x 和 z 就是余量,弓箭端面就是安全 距离,他会在你车之前会停到一个安全的距离再开始车,然后大家看到下一个单元,这里有一个警号,就是退刀的方法,一个零一个一,就是直线退刀和斜线退刀,一至斜线退刀, 进刀就是你进刀第一个点的位置,一般比这个 你的空间稍微大一点点,就是实际的尺寸。然后周速就是因为他是横限速的这个设备,周速就是你 开始进行测试的时候这个直径开始的速度,比如说一个弓箭 r 和 f 分别代表粗车和金车哈,然后比如说周速设置是两百,那么他两直径两百的弓箭,他从开始到 两百这个位置的时候就是两百开始然后越小,比如说我到了一百,我平断面平到了一百,然后他就可能会沿着这个限速度往往加,然后他的速度就会越来越快,越直径越小,速度越快。 进阿尔进刀量就是出车时候的一刀进给最多多少,然后阿尔刀具就是出车刀具, f 刀具就是进车刀。
618游向沅(鑫乔加工)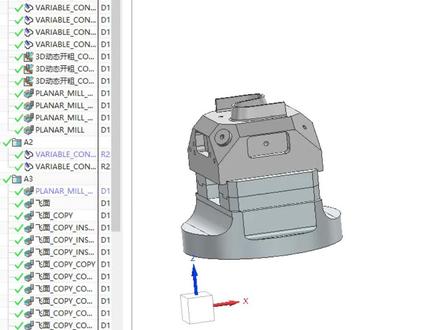 10:50
10:50 03:15查看AI文稿AI文稿
03:15查看AI文稿AI文稿本教程详细讲解如何在马扎克车销中心上新建程序,先按下机床最左侧软按键,再选择程序选项,随后点击弓箭号按键,在弹出的输入窗口中录入新程序名或程序编号确认点击确定。 系统支持两种程序类型, g 代码程序和 master 对 话式编程程序。本教程以 master 对 话式程序为例讲解。进入程序编辑页面后,系统会一步步弹窗提示填写各项参数,部分加工工序还可以按右侧菜单键 再点开帮助调出图形指引界面辅助操作参数设置基础参数材料类型选定弓箭所用材质本例选用普通碳钢机床,系统会根据材质自动匹配计算净给量与主轴转速,也可在切修参数页面修改原有材质参数 录入弓箭毛坯外圆尺寸设定为六点零英寸,毛坯内径实心毛坯直接输入数值零。 弓箭长度需包含弓箭两端要车销去除的加工余量。本粒总长六点零四英寸,其中包含两端各零点零二英寸的端面接销余量、加工端面余量。弓箭程序精准端面需要车销去除的材料厚度,本粒设置为零点零二英寸。 主轴最大转速,车销主轴设定的最高限定转速本力设定两千五百转分钟,即便端面车销到精准零点,主轴转速也不会超出该限值。顶部栏目附加设置选中顶部栏目,按右侧菜单键进入设置数据。 z 轴偏移量所有程序必须设置。将校准好的刀具移动至弓箭精准端面或固定距离位置,通过试教功能完成设定。本例直接设为零, 点击输入确认 c 轴偏移量为可选设置,用来偏移 c 轴精准零点一般只用于半成品弓箭或锻造毛坯目标技术器。可选功能用来设定批量加工的弓箭数量。 卡爪编号直接关系机床安全防护功能的正常使用,可在卡爪参数界面按编号选用。本例,一号主轴用十号卡爪加持直径六英寸,二号主轴用十一号卡爪加持直径四英寸。 尾座设置,配备尾座的机床才有此选项,双主轴机型无该设置,可自由开启或关闭尾座功能参考值可设定弓箭精准点到尾座的距离可刀具试教设定, 也可设置尾座顶尖伸出长度按机床尾座实际类型选择即可。尾座一号、二号押紧位置通过 m 代码调用切换,常用代码为 m 七四一。 m 七四二,具体以机床说明书为准。所有参数设置完毕后选择,设置结束保存全部修改。
123WAYON新视界 00:4452WAYON新视界
00:4452WAYON新视界 04:59查看AI文稿AI文稿
04:59查看AI文稿AI文稿也就是说在未来五年内,五轴将会是紧盘的爆发式的发展。兄弟们,上一期我们讲解了马扎克 i 两百 h s t 这款产品,它的轴向形成、设定等细节部分,今天咱们再接着往下看, 继续看他这个视频。下高塔的这方向也是九百啊,这个跟上面的这个正负主轴的这个行程是一致, 它的快移速度呢,都是四十米每分钟啊,这里展现的是它一个摆头的一个营销的一个数据啊,一万两千转的一个摆头, 有三个配置是不同的转速跟功率。我们从马达克给出来的这一些数据来看啊,不管是它的主轴的性能,还是那个习主轴的这些摆头的这些性能,还有它的各项的轴向的尺寸的参数,都是比较保守,跟德玛吉那个不是一个产品类型,处处透着实用 和实际。这个机器有知道的朋友吧?我觉得基础配置这一款产品的话应该是三百多万,你像目前视频里面展现出来的这个 st 系列的全配置全功能的这样一个,应该是 四百多万。他的扩展自动化是比较方便的,这里介绍的是他自研的这个系统 smart, 这个系统有几个特点啊,首先是要科技化, ai 对 话的编程,数字孖生,另外还有很强大的补偿系统,比较符合亚洲人的这样一个操作思维,非常简易, 我个人还是比较喜欢的,国内就短时间内无从去模仿了啊。当然我们这个要一托于国内优秀的这些系统厂商,大力的去配合我们这些机创厂,比如说新代啊,华中啊,凯恩地广树、莱纳克、英诺微讯, 像这一类的系统厂商才是我们能以众比较切实际的一些系统了。从这里呢,我们其实总结一下吧,啊, 马达克这个产品从它的机床的架构,它的形成,包括它的售价,我觉得马达克给出了这样一个参照的意义,小行程又紧凑,各个功能部件相对走的是粗壮路线, 强调的是中切削高钢性的这样一个路线,就是适合大批量生产的这样一个逻辑,覆盖多数的这个常规的这一些偏心呐,一般曲面啊,用洗削的这些轴类的这样一个大批量彩化生产的一个加工的,真正意义上呢叫批量加工的 巨机。像马达克就是这样一个技术路线,而且是这样一个产品类型的一个公司啊,拥有技术实力,产品定位呢又极其清晰,这才是我们真正的去学习的对象。小星城,为什么我们去模仿就是你的更好架构啊, 你的空间精度是更好保证的呀,你的缸径也更好把握吗?第二个点呢叫够用,够用才是最好的。这个呃逻辑,你像他的刀塔,首先不带歪, 你带了 y 之后那个难度上升两个等级,至少还有它这些主轴摆头,各项的性能相对都比较适中,你像我们四部五就是做主轴做摆头的吗?马达克这类产品就是我们学习模仿并且能拿来对标的对象,它的固用的逻辑,它的这种粗壮 马拉小车这样一种工艺理念,加工理念非常符合我们中国机床目前现阶段的水平的一个现状的,尽量让你 好用易用,够用。第三个点我就建议国产,在这个马兰克这款机型上,你还要更加把它的易用跟稳定性发挥到最佳。我能不能取消这个沙雕塔,我用中兴家 再下放一步,四加一甚至是三加二,你不要认为三加二或者四加一没有没有多少应用场景还不够牛不是?反而接近百分之九十的产品都是四加一甚至是三加二都能给你完成的。然后或者你把下刀塔改为四副刀塔,也是比较切合实际的。另外一个就是现在国内比较火的这样一个 历史摆头的这个所谓的叫五轴吧,旁边是一个斯福岛塔啊,一个一个习摆头也完成了这样一个架构,功能性有了,这个就是最好的一个表达吗?那么接下来他展现出来的这三个产品啊,这三个产品其实是非常典型的,现在目前最火的是机器人 关节的一个结构件,或者是叫假肢的一个关节件,这类产品才是市面上量最大的产品品类,我们在国产机型造一台百万级别甚至是百万以内啊,这样一款产品是能稳定的输出加工这一类型的机器人或者假肢医疗的这些关节件,我觉得这个已经有 百亿级的一个市场蛋糕,容量不仅限于这样机器人的这些关节键啊,你像那个军工类的这些,或者发射类的这些尾翼,或者是偏小的那个小偏心的这样一些异形键,还有一个螺杆泵 压缩机的这样那个阴阳转子,你像这一类的加工订单有多少?也就是说在未来五年内,五轴将会是减盘的爆发式的发展,清洗类的五轴也是这样一个 状况,而且是非常强势的,将会占据市场的主流。所以说国产的机床上我们往这个方向走还是非常切合实际的。
39司母戊-电主轴









