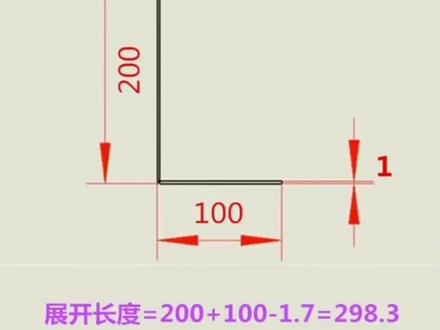
1.2厚的铁板90折弯怎么展开计算

粉丝5.2万获赞21.5万
相关视频
 00:11查看AI文稿AI文稿
00:11查看AI文稿AI文稿九、十度展开计算公式,折弯扣除为一点七倍的材料厚度。折弯尺寸如上图展开计算方法,两百加一百减一点七等于两百九十八点三毫米。
 00:33查看AI文稿AI文稿
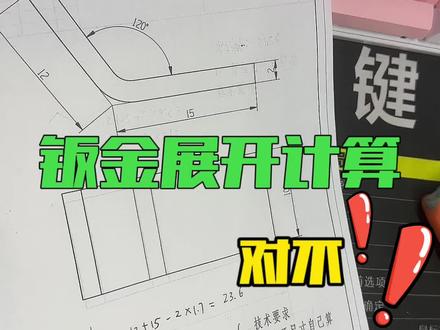
00:33查看AI文稿AI文稿这个钣金展开尺寸怎么计算来着?就这么几个数值,能算准就有鬼了, 那别人怎么可以?行行行,看来我得把这个无脑展开计算法交给你了。你要记好了,如果是九十度折弯,直接使用扣除法,十五加十二减去板后乘以一点七, 钝角的话,十五加十二减去板后乘以零点五。哇,这真好记,我也可以秒算出来了。
2183UG设计小雅 04:345714钣金小林
04:345714钣金小林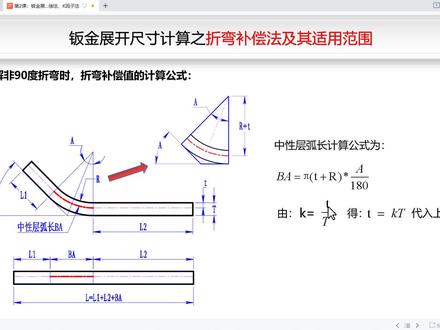 13:31查看AI文稿AI文稿
13:31查看AI文稿AI文稿把这个啊, k 音值啊, k 音值是等于 t 乘以版后嘛,变形一下就得到这个 t, 是等于 k 一乘以版后,那么把这个带入上面这个公式里面来呢,就会得到了一个啊,弧长的一个啊,计算公式就是这样子的, b a 等于拍乘以 k t 加上哈喽乘以这个黑出一百八十度,那么这里面呢, 看关键的就是就是在于这个 k 音值啊,就是只要咱们把这个 k 音值确定下来了,这个 bs 就能算出来了,因为这些其他的都是已知的,对不对?好, 那么关于这个非九十度折弯的一个计算公式啊,就是这样的,就说到这里,那么最后呢,嗯,还是再跟大家 看一张比较有代表性的一个折弯折弯技术表,这里面大家看一下。这张技术表还是比较有啊,比较有这个有意思的哈,大家看一下,那么呢,首先他也是一个,嗯, 他用的计算方法也是外尺寸法啊,他这个示意图里面呢, l 一跟 l 二是吧?是把这个挡后的,还有一个就是什么内阿罗,那么他的展开尺寸呢,就是 l 一加 l 二 减去两倍的板后再加系数。那么前面咱们说这个折板扣手法的时候呢,其实是这个这一部分直接就是减去啊,比如说对了,折板就是直接减去 多少一点七是吧?一点七乘以 t 吗?对吧?乘以 t, 他这里呢就把这一部分代替了,这个很显然呢,如果再变化一下,那么这个系数其实就是对应了 对应了什么,这个吸收其实就是对应了咱们所说的这个什么 补偿法的,他这个系数对不对?其实如果是,比如说对于冷宅板来说啊,常规的六倍的一个啊,一点零后的一个冷宅板用六倍的这个微潮来折的时候呢,常规的这种模具,常规的工艺呢,这个系数 就是零点三,对不对?就是零点三倍的,然后嘛,那么很明显的,他这个其实就是把咱们的啊,前面说到的第一张图跟第二张图是把它结合起来了, 是吧?图上面呢,这里显示的是外尺寸法,是吧?要理解啊,但是呢,他计算的时候这个系数呢,确实是用到的是一个补偿法,也就内尺寸法的一个系数,这个大家要去理解的。 那么之所以说这个图比较有意思呢,大家再来看一下,这里面呢啊,他这里说到几个 啊,也是啊,比如说这个是啊,不同的一个上膜,他把这个上膜呢也列出来了啊,比如说二三点零啊,二点零都有,那么下膜呢, 那么相模啊,也是不同的相模啊,然后对应的一个系数对不对?都有,那么呢,咱们这里挑一个来说来去跟大家去学习啊, 咱们就挑这个一点零的,大家来看,很明显大家比如说一点零啊,大家用他用这个微商的潮项目是微商微商的手来折了他的这个系数,是啊,零点六啊,零点六, 也就是说啊,这个时候啊,他这个系数零点六,那他这个系数对应的是一个哈啊补偿法啊, 其实如果是扣除法呢,他这个应该对应的就是扣除,是一点四,对不对?一点四,那么 他这个沙漠是二零点五,但是我们再看一下,当他用的是 v 六的槽的时候呢,他这个系数就变成了零点三八了,就是说如果啊转换为扣除法,他这个时候的扣除量是一点六二,对不对?那我们看到这个 v 槽增大了 啊,这个扣除也是啊,响应的一个啊,增大了,对吧?那么当这个上膜也增大,比如说这个上膜用的是一点五的时候呢, 他这个系数呢,也相应的扣除的系数会变大,那么补偿系数会变小,那么大家再看啊,如果他的上膜增大,下膜也增大,大家看一下,那么这个时候很明显他的一个折弯内按应该 加工出来就更大了,因为呢,大家看一下,他这个系数居然只变成了一个负数了,负零点五了,不是正数了,为什么会出现这样一种情况呢? 那么联系到这个他这个公司,我们很明显看到,那么就是说他减去一个两倍的版号呢,还不够,还要再减去一个零点五,对不对?还要减去 一个零点五啊,那么为什么会出现这种情况呢?特别是比如说换到这个上模式二二五的时候,一直遇巧的时候的时候,他这个扣手系数就更大的去到了一点五, 这个原因就是因为啊,这个磨具啊,越大越大,比如说上抹这个阿鲁越大,这个微潮越大,他这个折弯出来的这个阿鲁呢, 也会越大,那么怎么理解呢?那么很明显啊,啊,哎,真跑了。 那么这个阿鲁,比如说我们知道两点之间直线是最短的,是吧?两点之间直线是最短的,那么当这个阿鲁啊,正当这个阿鲁增大的时候,大家看一下增大的时候, 那么增大的时候呢,那么他就越这一段呢,其实他加起来呢,就越 越接近这个直线,对不对?按越大的时候就越接近这个直线,那么所以说呢啊, 两点之间直线距离最短,那么他越接近这个直线呢,他的展开尺寸呢,就可能就是越短了,是吧?那越短呢,他的扣储值肯定就是越大了啊,所以说这里为什么会变成负数了啊,就是这么来的,因为他按这个正数呢, 扣熟的,现在还不够,还要继续往扣更多,是吧,这一个表呢,大家要去理解哈,就是说这个哈 折弯系数啊,影响的因素啊,第一个跟微潮有关系,那么微潮第二个呢,跟这个上膜也是有关 关系的,那么咱们平时所说的这种哈常规的折弯呢,一般我们上模式啊,标准模具里面可能用的是二五零点三,零点五啊,用的比较多的哈,一点零也有用,当然还有一些更大的也会用到,但是大家要注意哈, 咱们所说的这种啊,常规计算啊,咱们用这个折弯扣除法,算这个 b d 值啊,话说这个折弯补偿法啊,算这个 b h 的时候呢,一般呢就是用的是啊,这个 啊,上膜是比较小的,比如说二五零点五,二五零点三这种情况去去计算的,哎,如果是特殊的这种啊上膜啊,比如说这个啊, 按摩按脚比较大的,比如说按三呢,按五的时候呢,大家一定要注意哈,这个时候一定要区别,一定要这个区别对待哈,那么在计算他这个展开车的时候呢,要注 注意啊,他这个系数就不能套用咱们这个常规的这种啊,经验值啊,一定要根据这个实质情况来去计算的哈,那么好, 那么关于这一部分就说到这里了,接下来呢啊,咱们说第三部分啊,第三部分是关于这个哈开音执法的啊,开音执法的, 那首先咱们来看一下这个开音执法,所谓的开音执法,他的一个定义是怎么样的,那么 k 音指法是指按中性层所在的位置来计算板及零件的一个展开尺寸,那么理论上 k 音指法它是适用于 所有类型的一个折弯加工工艺的一个展开计算,那么对于不能够使用这个扣除法或者说这个补偿法来计算的 展开尺寸的这种啊,比如说这种是大圆弧的啊,圆锥面呢,还有这个圆柱面等等,那么这些呢,其实都可以用 k 音字法, k 音字法来进行一个展开计算的, 那么开音指法的一个关键呢,是在于确定这个开音指的一个准确的一个数值,那么在这个实质工作中呢,那么往往呢咱们是需要把这个开音指法与其他的方法结合起来一起来用啊,那么其实啊, 这里还是要补充一点,那么其实现在的话开音指法呢,其实更多是用于在这个三 d 展开计算的时候啊,在使用,那么其实的话,在啊其他情况的话,比如说咱们的手工计算啊,比如说在这个,甚至在这个 cd 里面呢,就是可以 电池吧,其实现在都是啊用的比较比较少啊, k 音值吧,其实更多是在这个三 d 一展开的时候呢,在这个软件里面设置来进行一个使用,那么当然呢,这也不是说这个 cd 就不能用的 k 音值法啊,当然也是可以的,只是说 现在呢,随着这个海软间的一个不断的更新啊,这个科技的一个进步啊,很多时候咱们在做这个啊,这个版型设计的时候呢,其实都是一个利用这个三 d 软件来去做的,那么自然所以说呢,这个展开的这时候呢啊,也是更多的直接用这个三 d 来进行一个展开, 当然是说啊,不是说 cad 就不能用哈,那 cad 的话,毕竟的话,他很多时候是需要人手去一步步的操作,那么第一个是这个效率比较低啊,第二个呢是特别容易出错,因为很多时候 都要去进新剧去去计算的啊,去算这个数字啊,一步步的一个来去操作啊,那样那样子的话,对于一些,特别是对一些比较大的复杂的零件啊, 简单的还好说啊,再复杂一点的话,就会非常的一个一个是时间,一个是这个容易出错啊,这个问题, 那么很简单,举一个例子,比如说咱们说的这个哈,嗯,这种,比如说这种千元地方啊,这么简单的一个一个零件,那么可能我在三 d 里面,可能就是我要展开了,可能就是几秒钟的事情啊,就不能把它弄好,但是你要是在 cd 里面呢, 可能你就要哈,没有这个哈,十几二十分钟可能都不一定能做得好,甚至也有一些哈,一些一些比较 传统的方法是用这个手啊,就是其实手动去展开的,去去化学计算的,这种的话可能就更 更费时间了。那么好啊,那么说回这里呢,大家看一下啊,那么刚才说到的是用 k 音执法的,比如说这个像这种哈,这种啊,圆锥面呢,是吧?圆锥面上还有这种啊, 这种比较这种圆柱面呢,还有这种啊,这个说到就是这种天圆地方这种啊,这种模型呢啊,都是比较适用这样用这个 k 音执法来进行一个展开啊,还要说比如说是这种啊, 啊,有这个大圆弧的啊,折弯这种大弧面的啊,当然呢啊,也有像这种啊啊,既有这种弧面呢,也有这种啊,常规这种折弯的,像这种的话,可能就是需要 把这个 k 音执法跟其他的一些方法结合起来使用哈,那么这里说补偿法也不一定哈。嗯,其实靠书法什么法都可以啊,关键是看你会去 运用啊,那么这里咱们来看一个啊,看几个实力吧,让他去用这个三 d 软件,你展示一下吧,那么这里还是用这个 q 六这个软件来向大家去做一个简单的一个 展示吧,哈,那么咱们打开一下,这里还有一个两个案例,比如说说到这个天圆地方哈,这样一种天圆地方的话,由于他这种呃 一般是有四个这种啊,圆的这个大的一个啊,就是他也不是说是圆啊,其实他是一个啊, 这个半径是有一种变化的,不是肯定不是一个很标准的这种这种圆弧来的,他是一种变半径是有变化的这样一种形状啊,那么像这种的话,你要展开的话,你说要用这个啊,什么这个扣 除法,补偿法其实是没办法的,是也用不了了,因为他并不是一个恒恒定的一个半径,那么这种情况下就用到这个开音指法啊,开音指法,那么比如说像我这个是扣六远键的话,其实可以直接去设置他这个一个开音指的一个字。比如说开音指啊,这里啊像这种一般我们用零点五啊, 因为这种是比较大的一种缘故,当然你是零点四五啊,零点就是零点四五跟零点五之间其实啊相差都不大的哈,这个可以根据的一个实质加工出来的一个情况去进行一个微调的,这个没关系不大。那么设置好这个之后呢,咱们就是说把它一个 啊,直接就可以把它展开了,这样就可以展开了,展开就可以直接出来这个导这个二维,然后去开料啊,这个就是非常非常简单啊,非常快捷的一个, 那么这是一个关于天圆地方的一个例子,那么咱们再来看这个,嗯,先来一个,再看一个比较综合的一个吧,那么像这个。
130刘智聪Creo钣金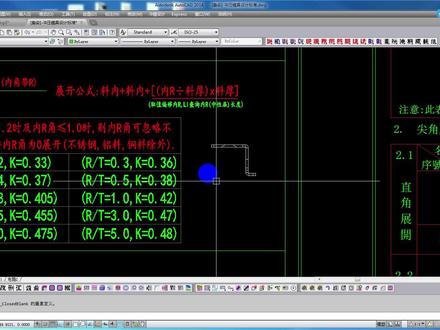 03:13查看AI文稿AI文稿
03:13查看AI文稿AI文稿我们看一下啊,对于这个同学的这个问题啊啊,这个其实很简单的一个东西啊。呃,但是我不知道为什么可能这个同学没有学习啊,淡斑学过的同学呢?或者说淡斑做设计的同学啊,这个东西相对来说比较简单啊, 我们来看一下啊,对于折弯来说,我们分为啊,最基本的分为两种,一种呢就是我们这种尖角的,看到没有,这个是尖的,看到没有 一种呢啊,就是我们这个地方啊,是有类啊角,那么这两种的展开方式是不一样的啊,或者计算展开的长度是不一样的,那比如说我们就以这个来, 首先呢这种有 r 角的,我们看,比如说这个 r 零点五的角,对不对?然后呢这个厚度是多少呢?一点零对不对?那么我们用零点二五除以个一等于多少?是不是零点二五?零点二五的话,因为零点二五的话啊,比如说如果说我们按照这种没有材料的没有 编号的吗?我们可以在这取,比如说你取零点二跟取零点三啊,都基本上是因为他不可没有参见。那如果说你想左赢点,那你这里有一个还没有零点二五看没有零点二五,那零点二五的话,他是指我们用这个, 用这个 rp 啊,就是用这个绿牙角比上我们的料后得到的,对不对?那如果说你是不锈钢的,是灵铜或者青铜,红铜或者铁板内啊,比如说我就把它当做铁板内啊,铁板内,铁板内的话从这里 延过来,那么我们就得到一个什么来,这叫零点三,零点三啊,这个东西属于我们在公司里面,我们叫展开系数,就是你想把一个产品展开的比较准,一定要先找到这个展开系数,那我们比如说找到零点三的展开系数,看到没有? 好到以后这个还不是我们的展开长度,他还要做什么呢?因为这只是系数,我们需要利用我们的展开系数去乘以我们的料后,看到没有? 看没有好,因为只是因为我们这个产品的料后刚好是一点零,所以说你有零点三,乘以一的话,那就是零点三,对吧? 零点三的话,那么我们得到零点三,用我们的偏置命令把它往这边偏,这个零点三看没有偏过来,这里也是按的看,没有偏过来,因为这两个啊角是一样的吗?啊?是一样的,对不对啊?偏完以后,那我们可以变个颜色啊,比如说我们变个颜色啊, 然后把它变个颜色,因为这个地方我们变个颜色吗?这个这个线,这个算出来的这个长度对不对?好,我们测量一下,用 li 这个命令测量他的线长,比如说 零点八六三九,那你约等于零点八四啊,零点八七,那你有个旋转命令啊,旋转命令,旋转他吗?旋转完以后呢?往这边走一个零点八四,看没有。同样道理,这个地方也是这样的, 往这边走一个,然后往这边走一个零点八四,这个我们就把这个产品展开了,看到没有?所以说对于展开啊,我们是有很多种方式,以及有很多种形状,大家一定要记住了啊,除了这种尖角的这种,还有这种拍屏的, 这种卷圆的,还有这种翻孔的啊,这个还有拉伸的这个每一种展开方式,他所用用用的展开手法以及要注意的东西他是不一样的, 今天讲的这个东西只是针对于这个产品这种形状的东西去进行一个展开,好吧?啊?其他的如果大家有什么疑问的地方呢?啊,以后有问题啊,或者说可以私信关注我,或者说啊加我啊,给我留言啊,我有时间一一的给你们回复,好吧?
 00:20查看AI文稿AI文稿
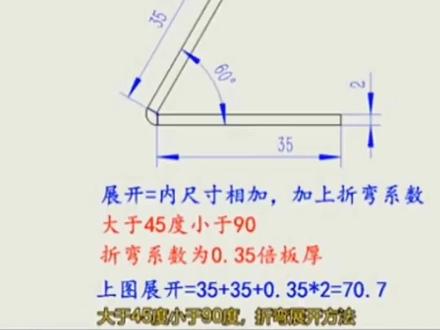
00:20查看AI文稿AI文稿大于四十五度小于九十度,折弯展开方法,展开等于内尺寸相加,加上折弯系数。图中材料铁板板厚两毫米, 大于四十五度,小于九十度,折弯系数为零点三五倍。板后上图展开等于三十五加三十五加零点三五乘以二,等于七十点七。
182折弯模钣金制造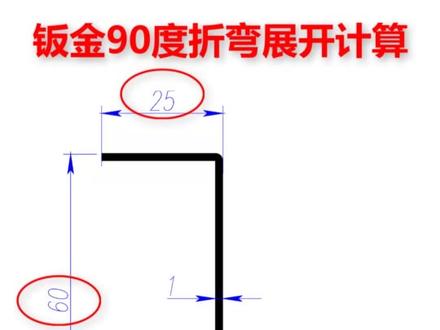 00:18查看AI文稿AI文稿
00:18查看AI文稿AI文稿板琴九十度折弯展开计算方法,如上图所示的折弯尺寸,冷压钢板折弯扣除为一点七倍。料后展开尺寸等于外,尺寸相加减去两刀。折弯扣除等于二十五加六十加三十五减去二乘以一点七,等于一百一十六点六。
1826刘智聪Creo钣金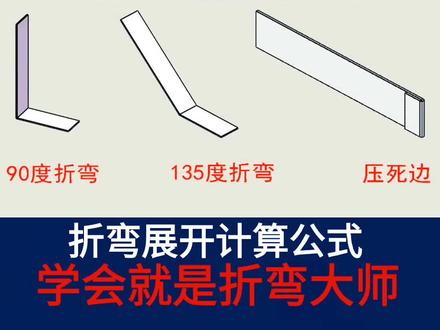 00:54查看AI文稿AI文稿
00:54查看AI文稿AI文稿折弯展开计算公式,学会就是折弯大师反经展开精度要求不高时,可以用下面简单的方法计算。展开九十度。展开经验公式,折弯扣除为一点七倍的材料厚度,折弯尺寸如图式 计算。展开方法是一百加五十减去一点七等于一百四十八点三毫米。一百三十五度。展开经验公式,折弯扣除为零点五倍的材料厚度,折弯尺寸如图是 计算。展开方法是一百加五十减去零点五等于一百四十九点五毫米,压死 边。展开经验公式,折弯扣除为零点四倍的材料厚度,折弯尺寸如图是计算。展开方法是一百加十减去零点四等于一百零九点六毫米。以上材料都是铁板。
1173折弯模钣金制造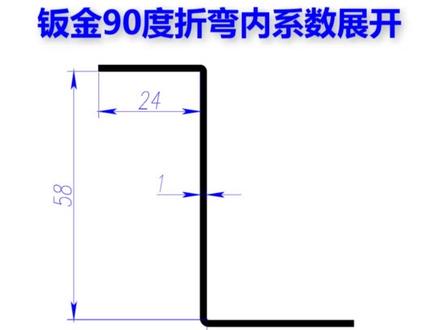 00:21查看AI文稿AI文稿
00:21查看AI文稿AI文稿内系数计算钣金常规微槽九十度折弯展开尺寸方法如图所示,尺寸冷砸钢板折弯内系数约为零点三倍,料后 展开尺寸等于内尺寸相加,再加上两个内系数,等于二十四加五十八加三十四加二乘以料后乘以零点三等于一百一十六点六。这个方法你学会了吗?
582刘智聪Creo钣金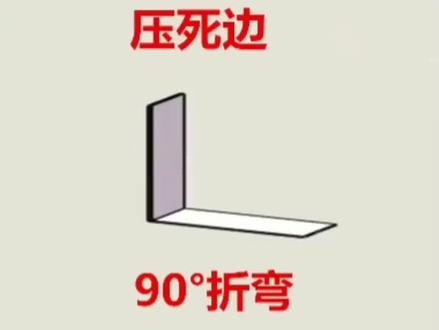 00:44查看AI文稿AI文稿
00:44查看AI文稿AI文稿胆经折弯精度要求不高时,分享下面几种简单方法,压死边展开计算公式,折弯扣除为零点四倍的材料厚度,折弯尺寸如上图展开计算方法,两百加二十减零点四等于两百一十九点六毫米。 九十度展开计算公式,折完扣除为一点七倍的材料厚度,折完尺寸如上图展开计算方法,两百加一百减一点七等于两百九十八点三毫米。 一百三十五度展开计算公式,折完扣除为零点四倍的材料厚度,折完尺寸如上图展开计算方法,两百加一百减零点五等于两百九十九点五毫米。以上都是铁板,关注我,了解更多钣金知识!
455盛膜折弯机模具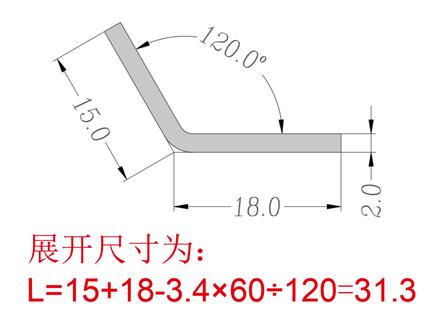 00:40查看AI文稿AI文稿
00:40查看AI文稿AI文稿板筋九十到一百八十度折弯展开经验算法如图所示,板厚为两毫米,折弯角度为一百二十度,采用常规微槽折弯。若折弯扣除,按一点七倍板厚三点四计算。图中展开尺寸等于十五加十八减去三点四乘以六十,除以一百二十等于三十一点三。 注意,以上计算公式中六十度为一百二十度的补角,折弯扣除应根据不同材料、板后、模具、设备、折弯内二角等调整合适。冷闸板材料长按一点六五到一点七倍板后计算折弯扣除。这个方法你学会了吗?点击头像关注我,学习更多钣金知识!
290折弯机模具-源丰模具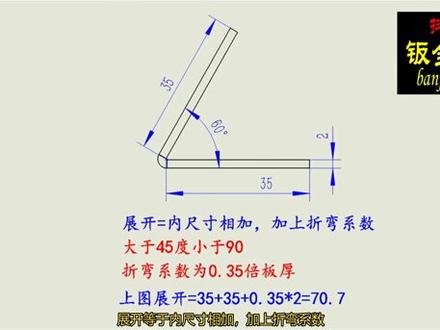 00:20查看AI文稿AI文稿
00:20查看AI文稿AI文稿大于四十五度小于九十度,折弯展开方法,展开等于内尺寸相加,加上折弯系数。图中材料铁板板厚两毫米, 大于四十五度,小于九十度,折弯系数为零点三五倍。板后上图展开等于三十五加三十五加零点三五乘以二,等于七十点七。
371钣金行业制造 05:30查看AI文稿AI文稿
05:30查看AI文稿AI文稿各位网友大家好,我是南京老李。呃,上一期视频呢,我们介绍过,就是板机成型的时候,单边啊,折弯成型的时候尺寸怎么计算?那么今天呢,我们就增加一点小难度啊,两个边啊,折弯 两个边,折弯成型的时候尺寸怎么计算?我们来一起看看。各位网友大家好,我是南宁老李。呃,今天呢,我们还是继续聊板筋展开料的一个计算方法,那么今天我们聊的呢,是一个板料啊,这两个边像这样子啊, 这两个边这个尺寸怎么计算?那么应用很广泛,生活中间啊,那比如他做一个小盒子,那也是用这个方法计算展开料啊,那么 我们这一次算这个展开这样的计算方法还是用两种方法,一种是经验算法,另外一种呢是理论算法。呃,这一期视频我们就是用 呃经验算法,我们算出一个答案,把它记下来,然后下一期视频呢,我们就算一个理论算法,那么这两个进行比较一下,看看两个相差多少啊,那么这两个尺寸标注的一个尺寸是一样的,就是 弯边的这个尺寸是一样的,这样子要对比嘛。好,那么我们先画一个图啊, 呃,这样子啊,我们现在画一个草图啊,这个是示意图啊,然后折完两个边, 这个边,这个边啊,折完两边,然后出来产生了三个边吗?三个边。好,那么这个尺寸 a 这个尺寸是八十,这个 b 这个尺寸是八十二,画的这个不是诞生比例啊,但是 c 九啊,然后 c 这个尺寸包括起来过度啊, 是八十,这都是包括材料过度的这个经验算法,我们算尺寸的时候是包括材料过度的,那么这个梯啊, 七等于一毫米,七等于一毫米是材料混合等于一毫米,这两个 r 等于 r 二,那么我们开始用经验算法看怎么算啊? 总的长度 a 等于三个相加起来啊, 再剪掉一个 二分之二,再加上一个七,然后乘一个,还有一个矮人啊, 这个哎呢,就是折弯的边数,一个,两个,三个,这就代表哎,有几个边,有几个边,有几个直线的这个边啊,就是代表有几个,好,这个是三个哎, a 减一,用这个公式啊,用这个公式,好,那么我们把它带进去,把这个我们把这个数字带进去啊, 八十加上八十,二加上八十,再减掉一个二等于二,二除以二加上一个七,七等于一毫米啊,再乘一个括号, 三减一,多少就等于这个多少减掉一个,呃,二毫米,二毫米,再减掉一个几毫米啊? 四毫米就等于个两百三十八, 就等于这个尺度两百三十八毫米,这个是经验算法等于两百三十八毫米啊, 就按这个公式, r 总长度等于 a 加 b 加 c 三条边嘛,再减掉一个二分的 a 加上七,然后出一个边数,一二三边数减掉一或者是什么呢?呃,弯 几次编就称一起,这个是一样的啊。好,那么这个数字就是经验算法算出来的,结果是两百三十八毫米啊,那么 我们下一期视频的时候用理论算法,我们再算一下,看看什么情况啊?下一期视频我们用理论算法算一个结果,以后呢,我们和经验算法进行一个比较啊。好,那么这期视频就到这吧,感谢网友的观看和关注,我们下期再见,拜拜。
409南京老李的幸福人生






猜你喜欢
最新视频
- 1238阿清很忙