断布机不能切布了怎么办
切刀断布不能完全切断怎么办?切刀没法将布料切断,导致布料被带走。首先可以先将原刀片磨一下,刀片不锋利会影响断布效果。可以增加设置界面。切刀断布宽度有的布料幅宽比较大,可能切刀没法走到那个位置,导致断布不完全。

粉丝1080获赞6718
相关视频
 00:10
00:10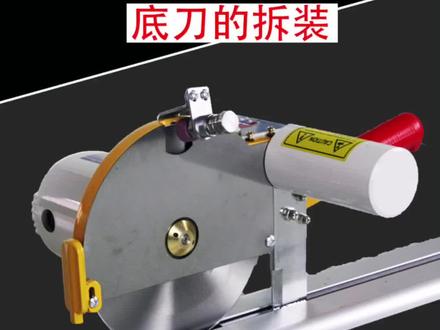 01:40查看AI文稿AI文稿
01:40查看AI文稿AI文稿下面呢我们讲一下这一款 g g 杠幺六八型加大型椴木机的底刀和底刀弹片的安装。 首先呢我们把先把这把底把底刀给扣上,扣上之后呢,这个这两个螺丝呢,先不要拧紧,先让他放松。然后呢我们把这个底刀弹片给他安上去。 底刀弹片呢,这个两两个螺丝呢,装上去之后呢,也是先松的,先不要拧紧。然后呢用螺丝刀把这把底刀用力将弹片抵住,抵到了这个头 尾部给它分开,分开之后拧紧螺丝, 这两个螺丝拧紧之后,这这个底刀,这个斜过来的贴斜着贴着贴紧底刀,让底刀刀头贴紧刀片。然后呢我们把这个这把底刀的尾部用螺丝刀给它分开一下, 角度调的大一点,这个角度越大,裁剪的布料越分离,切薄布的时候这个角度要越大。然后这样角度出来之后再拧紧螺丝, 也就是说安装的时候这把底刀要斜着,这样刀片在一个平面上,底刀要这样斜着贴过去,这样斜斜着贴过去,角度越大,裁剪的越锋利。
 01:32查看AI文稿AI文稿
01:32查看AI文稿AI文稿呃,我们讲一下这把底刀的安装,底刀呢,它是要贴紧这把圆刀才行,而且它要形成一个角度,就是这个刀头,底刀的这个前半部贴紧,这个圆刀尾部要离圆刀距离越大,它裁剪的越越快。 这里呢有一根弹簧,这根弹簧呢就是辅助你这刀头贴紧刀片用的。 这时候呢,先把这两个扣上,不要拧紧,然后一只手 把这把底刀顶往刀头往圆刀顶顶紧,贴紧刀片。这一边用螺丝刀给他拨开一点角度,形成这样一个斜过来的角度,然后再拧紧螺丝 装好,看看一下这贴紧刀片就可以了。呃,当我们碰到有些针织面料或者真丝面料有弹性的,他不好裁剪,裁了之后他会容易卡布,还是切切不快的原因就是这个角度调的不够大。 呃,我们有的时候就处理的话,就是说你手这个位置中这个位置,你用手这样轻轻的把这把刀片给折弯一下,这样稍微折弯一下,折到五度十度角就折出来,这个斜度给他折出来再安装上去就可以了。
 00:55
00:55 00:36
00:36 00:46查看AI文稿AI文稿
00:46查看AI文稿AI文稿断步机头的安装需要安装在带摇臂的一端, 然后再把短的带磁铁的扁弹簧卡在轨道风头中间的螺丝里面,塞到轨道里,再把两颗风头螺丝锁紧,这样就可以了。 接着安装长的扁弹簧,长的扁弹簧是不带磁铁的,也是一样的,卡风头上塞到这一头,打紧螺丝即可。 长的扁弹簧属于反推弹簧,是把断步机反推回去的。记得点赞、收藏加关注哦!
79浩瀚缝配 01:56查看AI文稿AI文稿
01:56查看AI文稿AI文稿首先关掉电源,打开盖子,拧松这个螺丝,这个时候下刀片,可以左右移动,按住刀片,以上刀片如有空隙在拧紧螺丝, 用七号扳手拧松下刀片螺丝,取下刀片,同样的七号扳手拧松上刀片螺丝, 卸下上刀片,现在先放下刀片,顺着卡槽往上推,刀片与砧板平齐,拧紧落实, 再把上刀片放上去。 宁夏螺丝 针下到最低,从侧面观察,咬合度明显不够,刀片往下移,重合一毫米左右,拧紧螺丝, 再拧松这个螺丝,下刀片会自动弹开,靠拢上刀片,最后拧紧,用根线检测一下刀片,切勿效果。 发现藕断丝连,说明刀片爱的不高级。继续凝缩,用螺丝刀轻轻往外压一下, 一定不能太重,否则会损伤刀片。最后拧紧螺丝, 再检测一下,已经 ok 了,关上盖子, 感谢您的观看!最后别忘了点个免费的小爱心!
864999缝配精选 01:44查看AI文稿AI文稿
01:44查看AI文稿AI文稿这个地方规定就来到这里就可以了,然后 把这个皮带这个放好,然后装机头的一端,就装这个底部 没有带动车,机头是从这边飞出去的话,这边就装没有带动车,这边把它拧紧,拧紧了以后在轨道的另外一头放到轨道的另外一头, 所有的这个提拔都是朝外面的,不是朝里面的,这一定是朝外面的。 把这里蹲下去,或者最底下的这个轮子上面, 放到最底下的人只能指着你了,翻过来 看到没有? 这一端来了以后, 打了以后,这轮子上面他也有一个片,也有这个片。
176浩瀚缝配 00:27查看AI文稿AI文稿
00:27查看AI文稿AI文稿靠边机出现这样切不动步,不要以为是刀片不快了,有时候是下刀片没有靠紧,我们松开这个下刀片的螺丝,使他靠紧上刀片,再把螺丝拧紧, 这就可以了。
2449勇哥缝纫 01:18查看AI文稿AI文稿
01:18查看AI文稿AI文稿看下这个断步机,按一下,这个计数器不动,电机也不转,应该就是电子计数器坏了,咱们换一个。第一步先断电,这四颗螺丝摘下来之后,这个就能拿下来。拿下来之后我们把这个换掉, 把这三颗螺丝摘下来,螺丝松下来之后,这个就能拿下来了。然后把新的计数器安上, 然后把旧的计数器摘下来,新的按到插头上就可以了。下来时候按了一下这个卡子,按好之后我们把这个装回去,然后把这四颗螺丝上好。此外,老款的男装断布机没有这个接头,但是这款电子 计数器依然可以使用。用的时候把把线从这里剪了,白色的接开关,红色的接电源,蓝色的接电机就可以了。 这就是断步机更换电子计数器的方法,你学会了吗?学会的话在评论区扣一。我看这个视频能教会多少个人?点赞加关注,分享更多的缝纫知识给你,让我们相约下期再见吧!
50昊顺缝纫设备 01:27查看AI文稿AI文稿
01:27查看AI文稿AI文稿首先把平衡快拧掉,直接拧开就可以。第二个拧松砂轮的一个螺丝, 然后把砂轮转上去,不要碰到外面的防护块,再拧紧螺丝,防止他移动。拧掉刀片外面的防护罩 侧面的螺丝眼影松, 所以他需要 好拿掉整个防护罩, 然后找一个尖头的东西插进孔里面,刀片的孔里面固定一下,防止根钻。用扳手拧开刀片中间的大螺母, 拧开,拿出里面的弹簧还有盖帽。把刀片拿出来,如果拿不出来的话,就从反面轻轻的敲一边。
 03:14查看AI文稿AI文稿
03:14查看AI文稿AI文稿跟大家说一下这个 这里很多胶的怎么处理啊?两边都很多,那个胶粘的,两边都粘了很多胶,你看全部是胶粘死的啊,怎么怎么处理的啊? 拿个这个没用的,那个底刀片 最好就不是专业人士, 看这边 胶端住了,那个刀片不利就是利也是会代步的啊,因为那个胶他会代步的,像这个这样的处理在这发关键的, 而且这个砂轮这是粘了胶的,要滴一下水泥地那里刮一下, 刮的时候呢?要刮平哈,不平是没用的啊,现在就刮关键了,就好像新的一样,如果是不刮的话,你就要换新的啊,磨刀要保持有火花。 顺便说一下这个刀片会甩动的问题啊, 我不知道能不能看得清楚。那个这个甩动的,他底刀是在动的东西的啊,刀片就变形了啊,这个就一个是刀片的夹不夹的变形了,还有一个就刀 那个原搭的底座变形啊,像这样的换新搭配应该是没问题的。
 03:22查看AI文稿AI文稿
03:22查看AI文稿AI文稿现在就来教一下装底刀是怎么样耐用啊,比较好好用啊。这个现在是这个新的角度是对的哈, 为什么有的有的地道的 用,用三三两天之后呢?就这里是有个切口挺大,就就 啊,记不得过来换地方啊。这个问题就是他们装装的太,这个距离这角度太细了, 那个接触面前那个沿道接触面积太少了,只接触了一点点,所以压力调到那里,他要去跟底刀磨,连刀磨损了底刀就不耐用了。 正常的方法呢就是要把这个底刀跟原刀呢要保持直线一点,斜度不要那么大。其实这个是没有,正常的时候他们是有标准的尺寸的,但是有的旧的跟不及的话,标准尺寸是你是用不上的,靠经验去调啊, 我今天就调了,如果是这调出这样的话,也都是比较耐用的啊,如果是如果是这样的话就不耐用了啊,声音也比较大, 这是很关键的哦, 那我就猜一下这个迪达莱,说一下刚才那个 为什么那个每个厂家的断货机的底刀的跟年刀的那个接触面积是不一样啊?是是是,可能刚才有的不太明白, 设计出来的分布系列 位置比较理想了,但是有的时候他是只会做别人做,怎么跟着怎么做,有可能会偏差。 就是广东这个这个 已到了这个河南元达的卡包叉店的位置, 如果是我我做的话,我就会最多搞三三个螺丝破。
152凯飞洋裁剪系列.东哥





