苏州三光中走丝怎么开机
大家好,今天给大家讲一下真正是 h b 上司的过程。首先按一下上司按钮,按了上司按钮以后,我们就出现了这个 界面,界面当中提示上丝过程就是开始了,然后我们到机床上,我们现在的丝筒已经把丝拆掉了,拆完丝以后,请记住一定要拿布把这个丝筒清洗干净,然后将丝筒开到机床的左侧, 按上司按钮,在之前先把线位开关打开,开始按 到这个边,骑到那个地方的时候该结束, 然后将线位开关左侧线位开关也打开,防止上丝的时候撞到线位开关反向下面撞丝。 先将配重块放到下方,这是一个拉杆子,记住丝是从下方出来的, 丝筒这个下方导落装在这个导轮下面,绕在丝筒的左侧, 一开始先绕几圈,初始绕几圈好, 然后把线位开关这个线位开关压住右侧的那个微动开关,压住微右侧,不要压住中间的压住右侧,左侧打到头,左侧打到头,然后 按上丝按钮,机场就开始上丝了。正常情况下手不要 离开按钮,等到你思上到差不多这个位置的时候,你认为是够了,按再按一下,就上三秒就可以了。 好,上到这差不多了,看一下, 这样把多余的丝剪掉,多余的丝剪掉,然后将丝盆拆下, 下面是上丝,将丝从上方穿过, 第二个导人从这的塔里进入, 这边穿丝有两个方式,锥度的话呢,打开下方锥度是这样穿的,经过上边轮经过他,然后是这样,如果直升的话呢,可以这样穿丝,这两种穿丝方法都是可以的, 我们现在先是这样, 首先加丝穿过去给你去撕膜, 穿过这个挂在档位上, 将丝拉住,这边挂到这三个轮子上面, 这样就把所有的轮子都挂上了,好,将多余的慕斯挂到左侧的岛轮上, 然后锁上,抹去多余的慕斯 推动。

粉丝1.6万获赞8.0万
相关视频
 00:59查看AI文稿AI文稿
00:59查看AI文稿AI文稿一开始先绕几圈,出十绕几圈,好,然后把线位开关,这个线位开关压住 右侧的那个微动开关,压住微右侧,不要压住中间的,压住右侧,左侧打到头,左侧打到头,然后 按上次按钮, 机场就开始上司了。正常情况下手不要离开按钮, 等到你撕上到差不多这个位置的时候,你认为是够了,按,再按一下就上三秒就可以了。 好,从上到这就差不多了,按一下。
122苏州三光科技 00:58查看AI文稿AI文稿
00:58查看AI文稿AI文稿大家好,今天给大家讲一下中轴式 hb 上司的过程。首先按一下上司按钮, 按了上司按钮以后,我们就出现了这个界面,界面当中即使上司,过程就是开始了。然后我们到机床后面,我们现在的丝筒已经把丝拆掉了,拆完丝以后请记住一定要拿布把这个丝筒清洗干净。 然后将丝筒开到机床的左侧,按上司按钮,在之前先把线位开关打开,开始按到这个边齐到那个地方的时候按结束。 然后将限位开关左侧,限位开关也打上,防止上司的时候撞到限位开关反向。
169苏州三光科技 00:59查看AI文稿AI文稿
00:59查看AI文稿AI文稿f 一到 f 五加上 f 六是我们的预留的功能,就是现在还没有,以后扩展的时候要用备用的。这个是上撕按钮,一按就进入上撕状态啊,这个就是上撕过程当中, 现在就可以到石头村里去上丝了,上完丝按一下就退回主界面了。这个是玉丝按钮, 按了以后系统就会旋转,系统就会旋转。那这个是最高的速度,两个灯全亮是最高速度,按一下三档速度,再按一下是二档速度, 一个灯不亮是零,这个是二进制的零零是最低零幺。 嗯,这个零幺幺是一档二档速度,再按一下变成幺零是三档速度,幺幺是四档速度,这个就是四选,这个是,这个是设置。
102苏州三光科技 00:57查看AI文稿AI文稿
00:57查看AI文稿AI文稿按一次挤丝,然后如果是最后一档,他移动速度最慢,是没有挤的。 然后如果你按了 fn, 这边按贼轴就可以升降,但是升降的前提是这个照壳,这个照壳一定要关紧,因为他有,如果照壳打开是不允许升降的。 现在我在上升,面积正在上升, 这个是开放关爆,按一次开放,按一次关爆水泵的功能,这个是上面显示的路标的切换。 uv 坐标人手啊,坐标显示的坐标的切换。
62苏州三光科技 00:58查看AI文稿AI文稿
00:58查看AI文稿AI文稿下面装饰, 先将配重块放到下方,这是一个拉杆子, 记住丝是从下方出来的, 先从这个下方导入,装在这个导轮下面,绕在丝筒的左侧, 一开始先绕几圈。
98苏州三光科技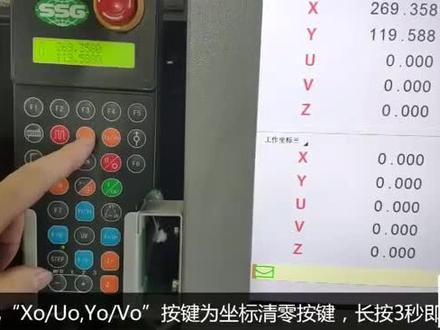 00:59查看AI文稿AI文稿
00:59查看AI文稿AI文稿当前坐标长按过三秒钟以后,当前坐标可以制零,这个是暂停结束。就是说如果你加工到一般需要暂停的时候,可以用线控和这边去按住他,他会暂停,他会暂停 这个点,他然后选择一个方向,就是碰边功能,自动碰边,如果是按了 fn 再按这个键的话,这是定中心,是这个功能,是定中心,有自动定中心,是内定中心。 看这个这个下面是移动方向,全是我现在速度是最高的时候 移动,你们可以看那边是毫米级的,如果我降一下,这是移动速度,移动速度现在是二档的时候,再看那边的移动位置,他是四级的。
119苏州三光科技 00:56查看AI文稿AI文稿
00:56查看AI文稿AI文稿打开下方锥度是这样穿的,经过上边轮,经过他,然后是这样,如果直伸的话呢?可以这样穿丝,这两种穿丝方法都是可以的。好,我们现在先是这样, 首先将丝穿过,随便的鸡丝毛 穿过这个。
59苏州三光科技 02:06查看AI文稿AI文稿
02:06查看AI文稿AI文稿这是一个不封闭的图形的编程方法,图中红色线为线切割需要切割的部分,接下来我们来编程, 我们把这个红色圆圈的地方设为起割点这里这个红色部分因为跟弓箭是齐平的,所以要做一个延长线,一般的延长线 一个毫米左右就可以 把这里删掉, 这里删除,不用的线全部删除。 接下来我们选择 轨迹生成轨迹生成点这个图标,然后弓箭可以选择参数库材料,弓箭厚度四十后歌一休二,那就三次切割残留高一定要留 三六宽,没有第一刀结束后要暂停。然后点绝对编程点,确定点。 yes, 这个时候你需要起个点,点这条线方向往上面,然后 点外面穿丝点的位置在红圆心退丝点的位置在这个图形的外面就可以, 这样轨迹就生成。好了,接下来生成代码,选中轨迹,按右键 取取一个名字,电影保存。 yes, 这样我们模拟一下就可以了,可以放大了看一下,放大了看他是正确的。
123苏州三光科技 00:30查看AI文稿AI文稿
00:30查看AI文稿AI文稿好,下面我们进行内分钟功能的演示,首先先选择移动,然后搞基准,选择内分钟,选 s 正方向,然后点击开始。现在公司在这个航空间,我在这里开始这条黑色方向旁边。 好,下面请找列车副方向五遍。 ok, 结束,一到周期好,分钟结束。
39模具设备佬汤 00:59查看AI文稿AI文稿
00:59查看AI文稿AI文稿这样把多余的丝剪掉,多余的丝, 然后将四盘拆下, 下面是上丝,将丝从上方翻过, 听过第一个人, 第二个导轮从这的槽里进入,这边看似有两个方式,锥度的话呢?打开下方。
75苏州三光科技 00:50查看AI文稿AI文稿
00:50查看AI文稿AI文稿穿过这个挂在倒轮上,将丝拉住 这边, 好挂到这三个轮子上面,这样就把所有的轮子都挂上了,好将多余的慕斯 挂到左侧的倒轮上,然后锁上去,多余的慕斯 推动。
95苏州三光科技 00:33
00:33





猜你喜欢
- 2453五金工具联盟