小型直流焊机改点焊机的详细方法
还是一样的夹紧这个产品,因为这是电阻焊,所以必须要保证产品贴合的情况下,电机的导电效果才会比较好。然后我们再测试一下,我们现在电流是调大了的, 再测试一下焊接,因为我们的电流调的比较大,可能有一些火花,我们把这个电流稍微再调小一点,或者是夹的时候呢,我们稍微夹的紧一点,比如我现在我是没有去调节参数的,但是我们夹的话可以把这个电焊枪夹紧一些,然后再用这个参数再测试一下, 你看现在的火花就会小很多,因为我的呃力夹紧了,夹紧了之后呢,他的这个电流他会通过的更加小一点,如果还是觉得这个火花比较大呢,我们去把电流稍微往上下降一点就可以, 现在是调到三百六左右,调小了之后我们再测试一下,大家可以看到这一次焊接的话,它基本上是没有什么火花的,火花比较小。 这边呢就是我们的一个机器调节和有一个焊接操作的过程,现在焊的这个片比较薄,大概可能就零点二零点三左右,所以它是比较容易焊接的, 大家可以看到都是焊牢固了的。如果大家在焊一些比较厚的产品的话,我们也是一样的,通过调节这个界面电流的大小,还有放电时间的长短,都是可以去适配不同厚度的产品的。

粉丝8429获赞1.4万
相关视频
 02:47查看AI文稿AI文稿
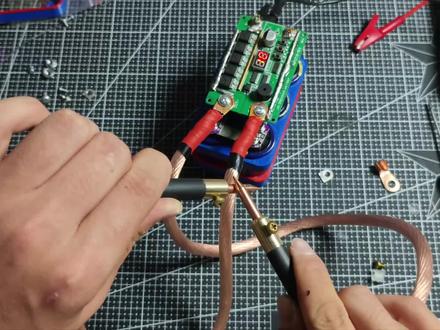
02:47查看AI文稿AI文稿兄弟们今天给大家带来点焊机的改装教程,需要用到的就是六个三百六十法的法拉电容,这个支架是我自己打印的,有需要的老铁可以在评论区留言。盒子是配套的,还有两个焊笔拼,夕夕上都有成品。 再背几个铜鼻子,两条二十五平方的铜线,电容的连接片以及均衡板。焊机主板用的是 d 九九主板,主板我已经加焊过了,并且背面的五个 m 四管也补齐了,现在开始组装。把连接片和均衡板叠在脊柱上,用自带的螺丝拧紧, 拧紧差不多就是这样。再找两个铜鼻子,把主板和电容连接在一起,这个铜鼻子需要掰弯一下,就是接线柱,刚好可以对到主板上,另一边也是这样操作,用螺丝拧紧后就可以拿主板过来试一下了, 孔位刚刚好,再找两个小铜柱塞进去,卡住位置方便。接下来把主板焊到铜鼻子上,两边都弄好后开始焊接主板,由于烙铁功率低,所以需要费点时间,这一步一定要充分焊接牢固,此过程加速通过, 焊接好的效果就是这样, 看着还是可以的。接下来开始接线连接焊笔,这里用的是六十安的铜鼻子,先用钳子简单压一下固定住,然后开始把线和铜鼻子焊接在一起。由于铜鼻子比较大,烙铁功率比较小,所以需要多焊接一会,再用绝缘胶带缠一下, 四个头都是同样的操作。弄好之后开始连接焊笔,这里应该先连接主板,再连接焊笔,但是问题不大,继续操作焊笔连接好之后,把热缩管给套上去,再来连接主板,这里用的螺丝是 m 四的螺丝, 这里的螺丝一定要拧紧。连接好之后就可以开始通电测试了,给他接上一个十二伏的电源,先用第十档测试一下聂片,发现点不动,再调到最大的档位试试。此时还在幻想着能不能叠一层铜,现实却很骨感, 发现根本没有劲,还在想着两根焊笔短接试一试,就发生了开头的那一幕, 直接炸管了,此时还不死心,又试了一下,结果不出所料。有没有哪位高手发现问题在哪里?评论区交流一下吧!
147cattle隔壁小仲 01:24查看AI文稿AI文稿
01:24查看AI文稿AI文稿这个是十二伏摩托车继电器,这个是正极,接根电线到木板上链接电池的正极,这边是接电瓶的负极, 继电器下边有两根线,一根红色,一根黄色,两根随便接到五角继电器的两根接头就可以了。 五角继电器的这个角接到电池的正极,再接一根线接到微动开关,随便一个角就可以。 这个二十五伏一万用法。这个电容长线是正极,接五角继电器的中间这个电容,另外一短接黄色正极,长的是正极。 电池正极就接正极,负极就接电池负极,再使用这个一八六五零十二伏代替一下,电流比较小,连个刀片都穿透不了,这个点焊两根线,一根接到继电器的空的,另外一端是空载,另外一端接到电池连接线的负极, 接线图如下,我们来看一下实操怎么样,看来还是电池容量不行,要换大的电池。关注我,升级版马上来,配件清单如下,记得关注再走哦!
78别叫我我在忙啊 02:05查看AI文稿AI文稿
02:05查看AI文稿AI文稿如何用一坨变压器制作一台能瞬间融化金属的点焊机?因为他利用变压器将输入端的两百二十伏高压迅速降为五伏左右的超低压。根据能量守恒定律,电压变低了,电流就会变得非常大,而大电流刚好就是产生焊接的关键因素。因为当大电流经过微小的接触点时, 会在极短的时间内,让接触点的局部温度瞬间飙升到一千五百度以上,从而将叶片和电池的金属表面融化, 形成了液态的熔池,熔池冷却凝固后,最终形成牢固焊点。但变压器是如何把电流升高的?他又是如何一步一步变成点焊机的?接下来我们边看边说。温馨提示,本实验仅供科普,请勿模仿。这坨正方形的铁块就是微波炉里的高压变压器。变压器的电压比等 与闸数比,也就是说闸数越多,电压越高,电流越小。而点焊机需要的是低压大,因此要把它的刺激线圈锯掉,改成闸数少的刺激线圈,让它的电压降低,电流增长。但注意一定不要锯错了, 因为他有一个初级线圈,一个刺激线,两个线圈,怎么分辨呢?其实非常简单,初级线圈买别人制作稍微粗那么一点点,他是用来接两百二十伏交流电的,而刺激线圈的铜丝非常细,他原本的作用是家里的两百二十伏交流电升压到两千伏以上的高压,从而给微波炉里的磁控管供电, 因为磁控管需要的就是这种高压。我现在绕这个线圈是最少需要二十五平方的铜线绕三到四圈, 现在这个六平方双折,就是十二平方,根本焊接不动,一点力量都没有,现在更换了六乘四等于二十四平方,效果很好,顶呱呱的。 接下来是线路图、布线图, i love you。
49别叫我我在忙啊 03:54查看AI文稿AI文稿
03:54查看AI文稿AI文稿你看到没有?这个焊点就很好焊了吧?是不是?这是一台普通的直流氧焊机,先把这个开关控制线一拔,插在我这个控制器的左边,这个线插上去插这里来,然后再把这根控制器连接线接着焊接,这个开关线跟这连接起来来 好,然后把这个电源线通上,控制器就打开了。这样的话我就是,呃,每一点的时间都是一样的, 你看你看这个焊点,看他,我用我焊装了控制器之后,他每一点按的时间都一样的,焊的焊点呢?都每一点都均匀一样,他不会出现这种切口。看到没有?控制器总共五个键,上面四个是用来调节的,下面这个是用来切换模式的,总共有三个模式,你比如我按一下,现在是关闭,等于就是正常哑巴模式没有启动,按一下这是脉冲模式,再按一下 点焊模式,我就用个一点五的板子,用点焊模式试一下啊,我就把电流调到一百将近一百四这样子啊。然后把这个焊接时长调大点,因为这个板子比较厚,我调到一百一百八,差不多一百八十多点啊。试一下平面对接焊乌针,放出来这么多乌针,对准缝隙中间距离一毫米, 你焊一下走一毫米,焊一下走一毫米, 来看下效果。叠加焊乌针出来这么多,朝台阶高的这边斜一点,这样距离一毫米, 一下走一毫米,看一下效果。外角焊乌针放平,乌针尖对准这个缝隙这里,然后角度往这边斜一点点, 看下效果。内角焊乌针放出来四毫米,乌针距离缝隙一毫米,看到了吧?只要把这个小东西安装在你的焊机上,就可以让你的焊机变成脉冲冷焊机。他的工作原理是这样的,我们先调好焊接电流,再调好焊 接时间,然后焊接他就会按照设定的时间进行脉冲焊接,从而达到冷焊的效果。这样我们在焊接一些薄板件的时候,就不用担心焊歪焊漏了。 这是一款压弧焊控制器,开关控制点焊焊机,直接接上就能用!焊接改装脉冲控制器,让普通焊机也能实现脉冲功能。压弧焊工具焊接小型,精确控制焊接时间,防止烧穿,轻松应对各种点焊、叠焊、负焊,还能实现自动连续焊接,焊机改装超方便!小小的一个盒子, 功能非常强大,有了它,人人都能焊出高端效果。这是一款压弧焊控制器,开关控制点焊焊机,直接接上就能用!焊机改装脉冲控制器,让普通焊机也能实现脉冲 功能。压弧焊工具焊接小型,精确控制焊接时间,防止烧穿,轻松应对各种点焊、叠焊、负焊,还能实现自动连续焊接,焊机改装超方便!小小的一个盒子,功能非常强大,有了它,人人都能焊出高端效果。 这个要呼焊控制器真的太好用了,用起来特别方便,可以精准控制焊接的温度,而且操作简单,即使是新手也能快速上手。它能让你的焊接工作变得更加轻松,焊接效果更好,无论是家用还是专业电焊工用都很适合。 新款亚弧焊控制器可精确控制每一次的焊接过程,焊接时间和间隔时间均可根据实际需要灵活调整,精确的时间控制,避免热量过高烧穿供电,确保每个焊点质量一致,减少热输入,有效防止薄板弓箭变形。操作简单好上手, 新手也能焊出老师傅的质量。看到了吧,只要把这个小东西安装在你的焊机上,就可以让你的焊机变成脉冲冷焊机。它的工作原理是这样的, 我们先调好焊接电流,再调好焊接时间,然后焊接他就会按照设定的时间进行脉冲焊接,从而达到冷焊的效果。这样我们在焊接一些薄板件的时候,就不用担心焊歪焊漏了。
19郝哥小超市 00:47查看AI文稿AI文稿
00:47查看AI文稿AI文稿焊点又黑又丑,三秒变白净!大家好,我是老马,焊点黑黢黢,发黄发焦,客户一看就不满意,直接退货, 白忙活一场。外观件的点焊,焊点颜值,那就是订单。我教你三步,立马让焊点变白亮!第一步,焊前把油污、锈迹、氧化皮层清理干净,这是基础。第二步,适当调小电流,别给派足。 三步,加长一点维持时间,让焊点慢慢冷。确定型普通交流焊机焊点容易发黑,咱这中频直流点焊机 焊出来焊点白亮,平整美观,客户看了都满意。不管是五金件、家电壳还是装饰件,外观焊点一步到位。想要漂亮焊点的焊法技巧,评论区吱一声,我全告诉你!记得点赞关注哦!
20老马














