MC出程序xY为什么不退回零点

粉丝5.6万获赞19.7万
相关视频
 11:53查看AI文稿AI文稿
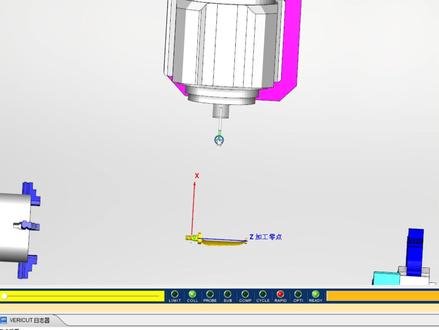
11:53查看AI文稿AI文稿我们在 varricad 仿真的时候,有很多人不太清楚,仿真的时候应该打开 加工坐标零点这个选项,显示加工坐标系零点,有些人喜欢是显示这个坐标系,这个坐标系仅仅是设置对刀坐标系, 真正仿生开始的时候这个坐标系没有什么用,其实应该隐藏要看的是加工坐标连点, 加工坐标零点,打开显示以后,图形区就会出现两个要素,第一个控制点,第二个加 坐标系。这两个要素到底是怎么来的? 因为加工程序里面有坐标,有角度, 实际上可以看成是一个点在一个坐标系中的运动, 这个点我们在数控编程的课程中一般称为到位点,这个坐标系我们一般称为编程坐标系或者弓箭坐标系。 其实说白了就是把刀具相对于弓箭的运动抽象化,刀具抽象化为一个点,弓箭抽象化为一个坐标系, 从而最终在编程的时候形成了这两个抽象的要素,这抽象的要素代表了数控加工的本质, 没有这个抽象,数控编程将不能实现。数控编程说白了是一种数学的处理,要处理成坐标、适量、角度等等 做数学化的处理,必须先进行数学化的抽象。那么这个到位点就是我刚才说的在玩卡的中显示说加工坐标原点其中的一个要素控制点, 所以在绑定的时候到底程序对不对,不是仅仅看机床 的动作对不对,还要时刻关注这个控制点跟这个加工坐标系每一个程序段执行的时候究竟对不对? 很多人在仿真的时候,这加工坐标零点不打开,然后发生的错误的,错误的原因就很难找。 当然很多人是因为没有这两个要素的概念,因为不知道宋江本质是怎么抽象的。 半路出家 sole 编程的基础课程,基础知识没有接触过,所以很多基础都不扎实,或者根本就没有,这是马 砸客的车洗,哎二百,我们就拿这个做个饭粒,看看在仿真的过程中,这两个要素是怎么变化的,这个变化对不对?如果不对,是程序的问题还是仿真控制文件有问题? 我们先仿个刀换刀,现在刀具换完以后,控制点到了刀尖上, 马达克系统是接近法拉克系统的,一般来讲,如果没有执行长度补偿指令,即四十三 控制点不应该直接到刀剑上,应该是停留在主轴端面重心现在一下 跑到刀剑上,到底对还是不对?在这个时候就需要你对马扎克机床,马扎克的控制系统要很熟悉才对,而且要对马扎克机床实际运动的时候 是不是这样也要很清楚,如果不清楚,你搞编程也好,搞仿真也好,搞后置处理也好,那肯定是有问题的。马达克系统有一个参数是可以设置的,就是不执行长度补偿的话,会自动加上补偿, 也就是说控制点在换刀以后就会自动到达倒箭,这一点跟海德汉系统一样。那么现场的马扎克车型机床究竟 这个参数设置成什么样子,需要了解下面再看看。换过刀以后,有一个动作, b 和 c 都发生旋转, b 转到九十度, c 转到二百四十九点六三五七度,转过来以后,控制点自动跟踪主轴道具,就是所谓的刀尖跟随, 那现在在实际的基础上是不是这样的?你们现在既没有执行定招指令,也没有执行联动指令,刀尖 会自动跟随,那在真正的地球上是不是有这功能?一般而言,西门子、法拉克、海德汉是没有这功能的,不执行定轴与联动指令是不可能跟随的。 那马达的系统是不是能自动跟随?这不能下定论,这需要对这个系统参数、系统说明书要很理解,对起床要非常理解才行。 下面再看看七六十八点二,定早指定执行,要把坐标器旋转, 这时候你要注意坐标系的旋转对不对,这个要配上记,五十三点一要看到对不对。这个旋转的目的是为了让加工坐标系临时把 一凿转到和主凿凿线平行的位置,我们看一下 g 五十三点一,执行完毕了,现在 平移到进刀点,并且对坐标器进行旋转。 z 轴与刀轴现在是平行的,这个就没有问题。 下面走 x 零, y 零,其实就是平移到进到点的正上方, 然后取消定轴,然后执行五轴联动指令, 平移取消。 g 六九,取消订稿指令以后,坐标系应该恢复为原始状态,对不对?对,是这个状态,这个坐标系的这个三个轴的方向就是车洗三个轴的机床坐标系的方向, 然后五凿联动开始。那需要记住,现在 b 是九十度, c 是二百四十九点六三五七度,约等于二百五十度。 g 四十三点四,执行之后需要知道 加工坐标器是不是跟着弓箭转到 c 这个位置来确认仿真对不对, 我看看对不对?原来 x 轴是竖直向上的,这是原始的状态,现在 g 四三点四直行, 这个 x 轴就相当于绕着机床坐标系的 z 轴逆时针转,大概是一百一十度。 为什么呢?其实应该是这个坐标器随着弓箭绕着 z 轴顺时针转,大概二百五十度,也就相当于逆时针转一百一十度。 那么现在看看这个对不对?这是对的, 把下面绕刀尖,把 b 转到八十二点九二一零度, 然后正式开始切小。 从刚才的这个讲解中,我们实际上要给大家说的就是,仿真的时候一定要把加工坐标原点、零点显示出来, 时刻看控制点与坐标系的变化,这变化一定要更实 机床一样,而不是仅仅看机床动作对不对?你还要看这个隐藏的这个控制点与加工坐标机实时的变化, 当然也涉及对程序的理解。对机床的理解, 很多数控编导人员、程序都看不懂,那去 wear card 仿真能仿出什么结果来?仿不出什么结果,仿真有错误,到底是程序有问题,还是 仿着模型的控制文件跟机床实际动作不符合?这不清楚,还是老化? 数控编程技术员不等于 cam 软件操作工,需要对 cam 软件、数控机床、数控系统、瓦尔卡的仿真等, 另外还要对后处理都要有深入的理解,很多编程人员基础很薄弱, 甚至是没有基础,所以我还是建议好好的再把数控技术或者数控编程之类的书拿来好好看一看。 对机床坐标器、机床系统好多基本知识需要弥补,有极个别的编程人员一直在编页墩、 叶片等五凿加工程序,居然连刀凿饲料是什么都不知道,更有甚者连迪卡尔坐标系都不知道。
363海滨仲夏夜 00:45查看AI文稿AI文稿
00:45查看AI文稿AI文稿善意电控系统 x y 电机找原点旋转方向的设置操作步骤,主菜单端口测试步进马达检测点左右上下键检测 x y 马达运转方向是否正确。 点右下角齿轮图标输入密码一二三四五六再点确认键, 若 x 方向找不到原点,就更改 x 电机找原点旋转方向。若 y 方向找不到原点,就更改 y 电机找原点旋转方向。最后点确认键,然后退出程序即可。来都来了,点个赞再走呗!
102电脑花样机生产厂家 01:51
01:51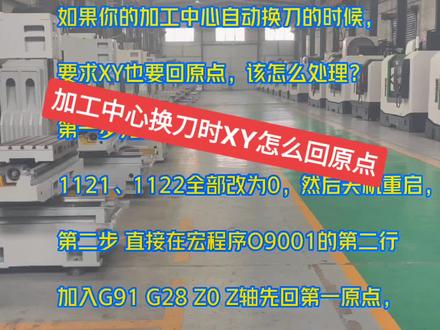 00:23查看AI文稿AI文稿
00:23查看AI文稿AI文稿过你的加工中心自动换刀的时候,要求 xy 也要回原点,该怎么处理?第一步先修改参数一一二一 幺幺二二全部改为零,然后关机重启。第二步直接在红程序 o 九零零一的第二行加入 g 九幺 g 二八 z 零 z 轴,先回第一原点,第三行加入 g 九幺 g 二八 x 零五二零就可以了。
274山东海特数控机床官方账号 25:29查看AI文稿AI文稿
25:29查看AI文稿AI文稿好,大家好,今天拍一期这个产品的加工过程,然后给大家看一下这个产品从开始原材料加工到成品是什么样的。 首先这个是城市单,这个是一工序,原材料要用的机台法兰克系统 多准备好的刀具。 然后第一步我们先开始装刀, 第一把刀是这个巴的老小刀 啊,不知道你们看不看的清楚,然后这个刀我都已经准备好了,然后装刀之前为了防止出错,我会用这个卡尺卡一下这个刀尖啊,这个是八点, 如果他有度数要求的话,你还要看一下,所以说装刀之前尽尽量看好这个刀是多少度的,然后我们直接装。 第二把的话是一个开出用的,所以说这个刀装的不需要很好。 然后是十毫米的,这个可以量一下这里,可能这里的光线不是很好,你们看不到。 然后第三把是金光十毫米, 这个刀这里刚好有一把,是在机器上面比较新的,然后我就直接用了。 第四把是一个五点五的钻头,用来钻孔用的,然后我用卡纸稍微卡一下它是五点五,然后我们把它装上去, 然后就是第五把八点五的转头还是一样,我们卡一下这个尖,然后八点五我们就可以装了。 第七把是一个六十二的飞刀啊,我们只需要检查一下这个飞刀力是不是新的,没有没有,没有磨损,然后大概卡一下纸巾,这个纸巾的话只能比出来,实际的话你卡不出来的。 然后这就是最后一把刀,我们装上去之后就要开始碎刀了, 然后装刀结束了,现在我们就要对刀了啊,我们把这个机器打到这个 mdi 手动模式,然后换一号刀,七一八刀,小刀 输入 p m 六分号,然后输入安起路, 他换过来, 然后我就在这里开始追刀了,追刀之前我们把 这里抹一下,防止这里有铝屑导致的误差,对刀没对好 高暴尚呀,上面也需要把它搞干净。 好,准备好之后 我们把他抄进这个集团里面,我们把这所有的刀布全部给删掉之后在这里按这个 这个输入就行了,点直行他会自动抄这个机械做标准,负四百点六三,负四百点六三,然后我们用的是十毫米的对刀棒,我们在这个工作 系,然后把它降实就可以了,等一下这机油是坐标,我们要重新改,我们就把剩下的刀对一遍就行了, 把我所有的刀对完了,然后现在 话我们可以去分钟顺便考城市看一下这个城市单,这个城市单的话开出跟金光下都是十五点二,这个毛配料他是十八,所以说我们只需要夹两个毫米, 我把这个城市打开,然后可以看到他的分钟点是左上角,然后我们可能话就单边,然后偏数值,这是他的毛坯尺寸,六十五到四十, 实际货的尺寸的话我给大家量一下, 呃,是三十五六十的,所以说啊,我们分完中单边偏二点五就 可以了, 这个是加工, 可以看到他就是洗外形,然后光平面钻孔。 好,我们把这个城市烤到机器里,然后就开始分装对刀打落差,因为是毛配料的开出,所以说我就把这个位置贴进这个虎前边, 这样的话每次装甲的话,我们只需要跟这个胡天边靠齐就行了。然后我们就开始考城市, 按这个 pro 机这个键,然后在目录里面选择 操作,选择设备,选择选择 usb 内存,把这个一就是城市考进去,翻页选复制,然后再翻页 点设备选择,再点这个 cncmem, 就回到这个 机床自带的内存,翻页选粘贴,他就考进来,然后再翻页把它设成主城市 就可以了,然后这个城市已经考进来了,然后现在的话就需要我们跟踪了,因为是毛配料,我们可以 不用分钟,半分钟可以直接用刀踩,然后我们选择一个刀,二号刀开出的用的, 你把它打开转出五千,如果你不知道可以看一下我的详细操作, s 五千 m 三点输入点启动,早就开始赚了, 现在我开始分钟给大家看一下详细操作, 然后移过来之后放大之后我们直接清理就行了, 然后看到了我们在这个 pos 主页点 x 点起 x 零也可以, x 零在这里输出来,然后点预制,这个相对坐标已经清零了,因为我们是用十个刀棒,我们把它抬起来, 然后给他移过来五就行了,这个数值一到五之后,这就是他的边, 然后把这个数抄进工作做标系,呃,这个是 ofs 杠 set, 这个就在工作做标系里面,然后我们把它抄到 g 五四 x 零选择测量, 把这个抄完了,抄完之后我们还要偏单边,这个是 x 证啊, x 证的话就是往那边移,所以说我们就挣二点五, 二点五,然后输入这个上面就可以了,这个是总的坐标系, 现在的话开始真歪, 看到刚才碰多了一点点,为了,然后歪起源也可以,歪起源直行歪灵也可以。 记住啊,我们要偏偏完再抄进去,这时候看吧,我们放这个,我们把它稍微往这边移,移到五就行了。这个是副 y 零测量,他会抄这个机械做标志,我们所有抄的都是机械做标志。幺四七点六负的 啊,这个是歪腹,就是往里面去,所以说我们再负二点五, 这个时候我们分钟分完了,对刀对完了还有一个关键呢,就是打落差,因为刚才我们是在府前边上对着刀,现在的话我们可以用笑表打,也可以直接用刀来打 这个找校表的话需要时间,我们直接用刀就可以。 我们刚才是在这个虎田面上对着刀,稍微把它吹一下, 还用这个对刀棒啊,不管你用啥都可以,我们大概对一下,然后刀棒过去之后,我们开始把这个 z 给他清零为清零了,然后我们再把这个刀移到这上面来, 把那个刀放过去了之后,我们可以看到这是十九点七,然后我们把这个十九点七抄进来,因为是在 毛坯表面啊,我们可以付个零点三或零点四, 现在我们已经做完了,为了防止加工中出问题,我们知道他降的是十五点二,所以说这个时候我们可以用卡死卡一下 这个户前到货,他是不是超过十五点二,现在我们可以看到他的十六点六啊,所以说还是有很大的余量,现在的话我们就可以开了 加工之前,呃,我们把门关好,把这个打的,你可以看一下我是怎么操作的这个城市, 这城市考错了。好,这个是这个城市,我刚才考错了,所以说这个不要紧,现在我们可以开了, 我们把这个选择停止打上,每次一把刀走完之后,中间都有 m 零一,我们可以打上,一般工厂都有的,现在我们按启动, 我们可以看一下这个城市检查啊,这是有相对坐标,绝对坐标,机械坐标跟剩余,主要是看这个剩余 油开了,我们把油关了,然后我们可以稍微开一下门 啊,然后慢慢的下刀,看到没?慢慢下刀,然后我们手扭来这里是可以控制这个机床的,没有双视角,如果有双视角就可以 哦,现在的话还剩负八点二五刀的话在那里,如果现在的话是负两百,你应该把你的机床铺位抬起来看一下哪里有没有问题,这是一个很好的习惯,防止撞击。 现在的话他开始走了啊,这个是负一点,现在他在的位置负一点,九五七来看一下, 绕了一圈,现在走外形 很好啊,然后我们可以把门关上了,让他慢慢走,把油打开,这个时候记住啊,把油打开,不要忘开油了,如果你忘开油,可能 他的切销量大的话,你过来的时候你的刀已经没了,或者货已经黑了,一般都是刀没。 现在的话他那个第一把刀走完了,我们开始走第二把,按照刚才一样的方法啊,按启动,然后看下刀,这个下刀没有问题的,然后我们把那个地位给他打 开门,我们在看 确定没有问题啊,我们关上门,让他正常教学,这个的话就是他只转一个口,然后给大家看一下啊, 在机场上面断了两个 哦,是打点,正确的来说他是打打了两个点,方便你的转头来加工。 好,现在没问题啊,这个就是转头,然后先用小转头转一下,然后再用大转头给他转头,所以你直接用大转头转会好一点,大转头因为 转的太大,有时候可能会断头,会断下巴。就是背刀的,整个背刀的话他就背整个十面,然后背完十面之后我给你们看一下他现在的加工情况,背完之后就是一个金光刀光四周, 然后他的加工就完成了,我们把油关一下 给你们看一下,这是飞刀飞品面 黑暗平面 之后就剩一把金光光四周,确认他加工过程没问题,我们可以关门,我们稍微打快一点进给给他恢复原状,这个做的话是自动化零件, 关上门最后一把刀换刀之后,他在下刀的时候会开油啊,所以说我们先把门关上哦,然后现在的话我们把油这个切小叶给关了之后我们打开门 慢慢看下刀啊,看到他直接往下降金光四轴就可以了。 还有最后一把刀,小刀 可以把这个立边,没有让那个立边这么立,我们先关门啊,他会喷油出来。 好,这个编程的进给给给错了啊,他只给了 f 三十, f 三十的下刀时他就很慢, 加工的时候呢,定给值是一千五,这个是 f 三十的速度啊, 你可以看这个是 f 三十啊,你们看不看得清楚?看得清楚的话我们可以把这个改掉,这个是编程的问题,只要货就加工完了, 能把货拆下来,然后剪一下,最好的方式是在机器上面检查完毕再拆下来。是他的皮面图,宽是三十五,长是六十,然后孔是八点五, 这个是三工序加工,他会立起来加工这个孔心到边的距离是二十啊,所以说他不是一个对称的, 然后我们大概量一下就可以了, 长度六十啊,我们可以看到他是五十点九八,然后 宽度是三十五,这个宽度不是很好测量,他是四点九九,然后孔金的话是八点五,八点五的话我们只能这样测量 啊,单锁的话不好设啊,八点五五的样子,然后我们知道八点五五之后,我们还要量一下这个倒边的距离啊,这里倒到这里是二十,然后八点五的一半是 四点二五,四点二五的话,他应该就是十五点七五左右, 我们可以看到这个十五点七三啊,所以说这个货做的挺标准的,然后表面上也挺光,这个孔是钻头钻的,可以看到里面不是很好,但他的要求没那么高,然后刺多的话表面挺光的, 倒角看起来有点大,我们确认一下这个倒角是不是要这么大好,他写的未标注倒角是零点五可以。然后我们做完这个货之后,我们把这个货拆下来,因为这个货比较简单,要求也比较低, 所以说啊,我们大概剪一下他就可以进行加工了,我们已经确认过这个货尺寸都没有问题,还有一个高度,这高度的话 啊,没有鸡,在鸡上面凉,一般是没啥问题的啊,是十五,大概比了一下是十五点一,他要的货的话是十五,所以说是可以的, 然后我们直接放一个货在这个上面就可以继续加工了,我们把它加紧, 然后我们按启动就行了。就是如果你们想看这种 细节化的东西,就是比如对刀分钟打表,就是他是单个单个的,而不是这个在一整个里面,一整个视频里面,然后这种视频比较长,可能你们看的比较乱,如果你们想看的话,可以在视频下方留言, 我会单独给他放出来给大家讲是怎么做的。 好,机器开启了。然后以上就是本期视频的所有内容的,如果觉得对你有帮助请点赞投币三年,这会对我们有非常大的帮助,谢谢大家观看,我们下期再见。
2432乐维精密5轴加工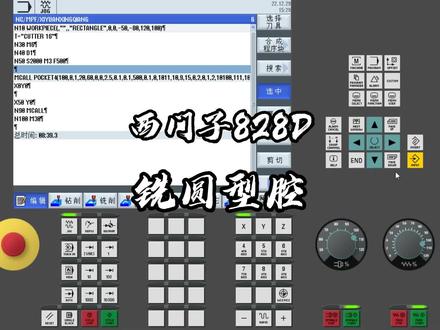 01:30查看AI文稿AI文稿
01:30查看AI文稿AI文稿今天我们讲解一下西门子八二八 d 洗一个圆形枪,我们连成模式,新建一个圆形枪。首先第一块毛胚,点击其他毛胚宽一百二十, 编辑选择道具,我们选一把十六的,好, m 有个两千转 你快一点,哥,八百,加上我们是铝材以学圆形安全平面五百,所以 我们选择螺旋吧,零点选择位置模式,从零一个六十的枪,咱们写二十个毫米深,每刀洗十个毫米,先伸脚 这个实施 x y 方向和折方向,格力实施用这个无扣孔加工,我们点击接收的话,可以洗一个孔啊,我们指定孔的位置,我们原将中间孔 x 零 y 零中心位置写在这个位置啊,也可以如 在洗穴结束,我们可以选择 m 扣,就是相当于我们可以在多个位置洗的话,只要在这中间加个坐标点就可以了。再次程序结束, m 三零,嗯,模拟一下啊, 放大一点洗第二层,先是采用这个螺旋形式,往下面一层一层洗下去,洗到底,把它清平一下,这就是我们这些圆形孔的一个编程序的一个过程。
419优服工业(机床维保) 01:243071北京马习文律师
01:243071北京马习文律师 00:48查看AI文稿AI文稿
00:48查看AI文稿AI文稿海德汉编程指令循环两百来看图纸,要求毛胚尺寸是长一百,宽八十,高五十。弓箭的零点在 x y 平面呢,设置在脚点, z 方向是在弓箭的上表面。孔的尺寸呢,直径是十毫米,孔深是十五毫米。 我们来看啊,一共有两个单独的孔,第一个孔是 x 三十, y 二十这样的一个位置,第二个孔呢是在 x 八十 y 五十的位置。 我们采用二百这个钻孔的固定循环呢来进行编程。
41秋月 00:48
00:48










猜你喜欢
最新视频
- 31.1万DouDou