
粉丝19.5万获赞89.3万
相关视频
 00:34
00:34 02:53查看AI文稿AI文稿
02:53查看AI文稿AI文稿好,今天给大家介绍这个九八零 t b 三 i 这个系统,即幺九幺断线指令的一个应用,首先我们点一下这个帮助键, 然后点一下记代码这个表,然后大家注意在呃记代码这个表当中有这个 g 幺九幺的一个格式,上面说的非常清楚, 在 g 幺九九幺当中,这个 p 代表每次啊暂停的一个时间,单位呢是毫秒, l 呢指的是断线时这个移动的距离,单位是毫米。 g 幺九零呢是取消啊,断线加工。好,这里还有特别注意部分 代码啊,指定断线功能无效。好,我们看一下他怎么用。好,我们点击编辑点击程序。好,那你比如说我要在呃一百六十八车外缘的位置呢,我想加一个断线, 那我只需要在他的定位的后面啊,我们加上一个 g 幺九幺,然后 p 啊, p 是他的一个时间, p 两千啊 l l 五, 我们点击这个插入 啊,那么他就会在我们车这个一百六十八的外缘的时候,每车五毫米暂停两秒钟, 这样呢,我们的外援在加工时呢就不会产生缠卸的现象,尤其是对我们的啊不锈钢啊,这个比较容易缠卸的零件是非常啊有帮助,好用的一个指令。 好,这里呢我还是给他取消掉。 好,我们再次点击帮助键啊,看一下这个 g 幺九幺啊,它的一个应用就是断穴处理, 那么在我们的 tb 三哎,这个系统上啊,只要有这个代码他就可以啊,进行一个应用, 老师也会叫他去学校谈谈话。
970德州数控达人新 03:50查看AI文稿AI文稿
03:50查看AI文稿AI文稿好,大家好,我是王老师,今天呢有一个学员来咨询啊,有的系统不支持断线指令,如何用其他的指令进行断线的一个加工,比如说不锈钢材料,尼龙材料等等。那么今天呢,就给大家介绍这些四指令 编程加工外援的一个具体方法。首先我们点这个编辑点程序,这里有出现一个图形模拟啊,那么大家看这个直接就是我们 啊图形模拟的一个状态啊,证明我的程序没有问题。那好,我现在呢,呃退出模拟,来看一下咱们具体编程的情况,这个零件呢是一个呃六十的外圆啊,车到二十,长度呢是 三十,首先 g 九九每转晋级啊, g 二幺公制编程, m 零三 s 八百,主轴正转每分钟呢,旋转八百转 t 零三零三三号刀就是我们的普通头型的呃,外援刀片。 g 零 x 五十八啊,呃,六十的毛坯,这里呢,我第一刀呢,先定到五十八,因为毛坯呢有可能不规则 啊,为了不呃低刀不空刀,走,我这里定到五十八。 z 一啊, z 就是长度的一毫米的位置,然后 g 七四二零点二,这个 g 七四呢, r 指的是他的退刀,是零点二毫米啊,当然这里的退刀呢是 z 项的一个退刀。 g 七四 x 二十,那么从外圆从六十车到二十啊,这是我们的终点,外圆的直径 v 负三十啊,是我们外圆的一个长度,是三十毫米,劈两千,大家注意这个劈两千呢是指半径直 啊,每次 x 方向呢,进到四毫米, q 三千啊,每次 z 向向前移动三毫米,这里呢退零点二毫米,从而实现断线的一个呃方法, f 零点二啊,走刀的速度 g 零 z 一百二呢,是我们的一个呃 z 向退刀 m 三零程序结束啊,并会返回参考点。好,我们点击自动, 然后呢,我们点击位置啊,我们看一下啊,他的一个变化。好,我们点一下循环启动啊,第一刀呢,他,是啊,进刀的位置是五十八毫米啊,第一刀五十八毫米,车三十个长 啊,当然我这里的转速我的调慢了哈,实际呢,他应该是八百转左右。 好,那么第一刀车到三十毫米以后,他开始进第二刀,我们看他的数值,你看是五十八减四啊,第二刀车到五十四毫米啊,然后呢,他就按照这样的一个 啊,这样的一个顺序啊进行啊,进行我们的一个断 蟹的一个编程加工。好,我是王老师,咱们每天呢都会分享数控加工的啊精彩内容啊,希望大家持续的关注,那么想要了解更多的数控编程知识,可以点击视频下方的 啊链接来进行观看。好,再见! 点赞、关注,收藏,下期见!
90德州数控达人 00:27查看AI文稿AI文稿
00:27查看AI文稿AI文稿本期视频分享断线指令在车螺纹中的运用,从视频中观察可知,该原理是在 x 方向震荡达到断线效果。指令格式附上通过之幺九幺中的还有调整断线长度, 为保证螺纹精度,距七六经车时会自动取消断线。如有疑问可在评论区留言,请点赞、关注评论哦!
 07:33查看AI文稿AI文稿
07:33查看AI文稿AI文稿大家好,我是车工小盼。嗯,前两次视频呢,我讲解了这期四有三种功能,一个是端面切条的,再一个是转孔,还有一个就是 车外缘循环,他有个断线的功能。 今天视频呢,主要讲这个 j 七四车外缘断线怎么变,这个 j 七四 无无非就是把那个端面切条的刀换成外圆的, 只是换了一刀而已,辨认方式基本上差不多。 这个 j 七四二,这个 j 七四二第一个二就是 c 箱的推倒量。 假如你车外圆,车外圆车比平方车四十个长,你怎样达到他断线的?他为什么要会断线呢? 他他都是一到,不是一到车到底,他他是连续的车效, 根据你设定的,比方说车四十个长,你车五毫米,一退 车车的五毫米,然后退。假如二二零点二,你车五毫米,然后退零点二, 然后再接着车五毫米,再推零点二,再车五毫米,再推零点二,他是这个意思,他是最轻的,推到一直车到最负四十, 当你当你退零点二的时候,他这个他这个消子会自动断掉。 j 七四 fc 就是你切削这个外援切削重点的坐标。 二就是 x 向退到六, x 向推到六,这这个意思就是你车上一刀,然后 拆完一刀,然后 s 向退,退多少,然后返回起点。 ps, 线移动量,这是每次拆完一刀,然后 s 退,然后过来,再 s 向往下,再再进行车 车多少,这个 p 就是往下进多少 k 首 c 向移动量, c 向移动量,这个 k 就是你车四十个深 c 负四十,你每次进多少一退,进多少一退 就是这个意思。 f 就是进,给我们用实力来表来讲解一下, 比较清楚,假如这是一百个大圆,是一百,我们拆掉小圆四十八,我们用这些 只能用于粗车,因为他车漆的外表有推刀划痕,不是很好,所以我们车到四十八点五,然后再用别的指定精车精车一下,这比较外观比较美观, 我们定位到这外圆道,定位到九十七, c 一点,注意我们定位的这个数值就开始在这个,这刀就开在九十七这开始拆了, 你不能避一百道,你避一百道塔,一车走空道, 这期是二零二,我们设为美式,这个到美式车的 时候退零点二,退零点二,这种车往前我们车的 f 四十八点五, f 四十八点五,给他留一点量。 c 负四十, 我们车四十个长二零五,二零五,就是你每车一到, 假如说我们每每刀车三毫米,每车一刀,然后车到这样车车退车退车退一次车速四十,然后往上往上来零零点五, 这个二零幺五,就是你车到 c 五十, c 五五,四十的时候,然后晚上来退零点五, s 向退零点五,然后 返回到起点, 这个 p 一点五, p 点一点五,就是 s 向往每次往下移动三毫米,这个一点五是半径值,注意 你吃,吃到这以后,然后退过来, 再往下进三毫米,再继续吃,这开口就是每次这个 c 项, c 项的每次吃多少,然后进行退零点二, 我们拆这个最负四十的时候,就是拆四毫米,退零点二,拆四毫米,退零点二,一直拆到 这副四十, 就是一刀刀的往下撤,车上一刀往下移三毫米,然后再再撤,撤进退,进退进退,这四毫米一退四毫米一退,退多少呢?退零点二, 这个就是因为他退的过程中,然后消失自动断裂,所以不缠线。 这个呢应用这个三零四不锈钢, 还有春绿一些粘性材料比较常用。 还有一点需要注意的是,这个 p 一点五 k 数四,他有的机型呢是 p 一千五, k 数四千, 他这是你出 p 一点五 q 四,他可能会报警,因为他这个机型不同他所默认的单位有所不同, 所以大家注意这一点。我我照样使用的机型是九八零网速系统,九八零 tb 三 tc 三系列。 好,今天的视频就讲解到这里,大家如果喜欢我的视频 可以关注一下,谢谢。
569车工小潘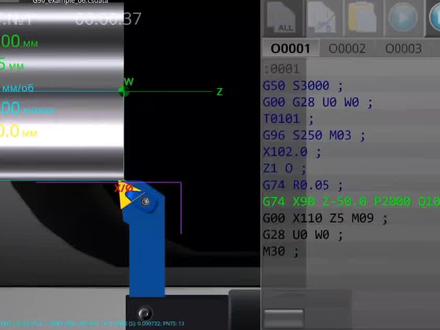 01:00查看AI文稿AI文稿
01:00查看AI文稿AI文稿老铁们,今天给大家讲一下怎么用 g 七四实现断线功能, g 七四既可以钻孔,又可以加工端面槽,同时还可以用于车厢内孔和外原石的一个断线的功能。今天用模拟软件给大家演示一下,我们的毛坯是一百零二的材料,这里直接定到一百零二, 那么好,我们重点看一下 g 七四加工时的参数。首先 g 七四二零点零五代表我们每次这项退刀是零点零五毫米,然后 g 七四的第二行 x 九零,也就是说从一百零二的毛坯加工到外圆九十,长度是五十撇两千,指的是每刀的加工两毫米, 然后我们的 q 一千,这里指的是 z 项,每次进刀一毫米,然后呢 z 项推刀零点零五毫米,这样呢就起到了一个断线的一个功能,然后我们的走道速度每 零点二毫米,重点是 g 七四第一行,这个二值不建议取得太大,否则呢会影响我们的加工效率。好的,你学会了吗?
690车不圆○○ 00:52查看AI文稿AI文稿
00:52查看AI文稿AI文稿本期视频我们来讲一下广速九八零 t c 三居幺九幺指令,该指令可用在车内外径、车内外牙等方面,可以起到一个很好的断线效果。我们按面板上的帮助键, 按 f 四进入 g 代码列表,找到 g 幺九幺,按输入键进入 这里可以看到这个指令的详细介绍。车内外禁词通常会配合 g 七幺、 g 七二等指令使用。下面来看下编程格式,哪里需要钻戒,就把 g 幺九幺放在前面一行即可。 p 为暂停时间,矮和为断线长度,通过这两个参数来控制断线效果。本期分享就到这里,感谢观看。
2672绿水染清风(车工) 00:39查看AI文稿AI文稿
00:39查看AI文稿AI文稿本期视频对断线指令做一个更详细的介绍,先附上断线指令的格式代码,广述系统凯恩蒂断线指令的两种格式如下, 视频中用了断线指令的效果,这是正常用具其一的切削效果, 不断线容易缠绕在卡盘上。以广述系统举例,在 g 七前面加上 g 幺九幺,在结尾用 g 幺九零取消断线。老铁们还知道哪些系统有断线指令?欢迎在评论区留言。
1263绿水染清风(车工) 01:57查看AI文稿AI文稿
01:57查看AI文稿AI文稿大家好,今天我要给大伙分享如何利用 g 六五调用红程序来进行螺旋加工,无论孔在什么位置,数量有多少都能加工,而且还能随意更改孔的大小、高距、直径,孔的深度以及每次的下刀量。 g 六五指令有个很大的优点, 在调用红程序的时候就可以对此调用红程序里的变量完成复制操作,这能让我们日常的加工操作方便不少,大家记得点赞收藏,免 以后需要的时候找不到了。为了方便大家快速理解,我简单画的草图,就用直径十六的方尖洗刀来加工四个直径三十的孔,我们把沿心坐标设定在第一个孔的中心位置,等 第一个孔加工好之后,接着加工第二个、第三个和第四个孔。接下来看看程序,程序分为两段,第一段是主程序,下面是调用红程序同时给红程序里的变量负值,它是非模态的,也就 时说一定要用一次红程序就会执行一次。 e 零零零一是我们紫红程序的名称, x 零 y 是 第一个孔的位置, x 一 二零 y 是 第二个孔的位置,要是还有更多的孔,就在后面接着写就行。再看红程序,一等于十六代表刀具的直径,二等于三十是孔的直径,三等于零是加工的表面。 四等于负,二十是最终的深度,五等于零点,二五是每层的下刀量。 g 九零 g 四 e x 九二 g 一 是刀具的半径五长。下面给大家演示一下加工过程。先打开主程序,程序名可以 自己随便取,只要程序头是以 o 开头就行。再打开被调用的红程序,按照我讲的方法操作就可以,这个红程序的名字是 o 零零零,一 直接调用它就行。以上就是完整的程序内容,我们教程里的红程序不是单纯把程序拿出来展示,而是通过程序讲解、刀具路径及习条验证、应用操作、批量实践这五大模块进行综合讲解,能让初学者完全明白每一步的意义,谢谢大家。
 02:13查看AI文稿AI文稿
02:13查看AI文稿AI文稿在我们 mousekim 中,粗车里面有个弹销指令是怎么用的?今天这个是一个 pc, 材料比较软,不容易弹销。右击车长道路粗车串联起始线, 终点线,祷告选择钉钉式的桃心刀,净给零点三专属给个包吧,随便给的 乳量。零点一 x z 零点一。这里五切入,写出一个切出一个, 切出延长一个大概,但小这些长度,一个 使用切入切除距离零点一五打勾打勾呐,这下好了,看刚才那个切除一个, 它是它是按那个角度延长的,我现在把这里改一下,它就是一百八十度延长直线天桥线,这里把这个关掉, 长度一个角度一百八啊,大哥大哥大哥,你看这里,它就是直线 money, 那走一段停一下,走一段停一下。
139@数控小朱 04:41查看AI文稿AI文稿
04:41查看AI文稿AI文稿大家好,我是王老师。呃,今天呢给大家分享用 g 七六加工螺纹石,怎么样螺让这个螺纹呢进行断线,断线的指令夹在什么样的一个位置? 下面我们到机床上呢进行操作先,大家看啊,我的这个系统呢是广数控九八零 tb 三二二, 那么这个系统支持不支持断线指令呢?我们点一下这个帮助,然后点一下这个 g 代码表,在 g 代码表中有这个 g 幺九幺,我们可以呃,让他 展示一下,这 g 幺九幺就是断线加工, g 幺九零就是取消断线。 好,我们点击程序按键,咱们看一下这个 m, 呃,三十六乘二的螺纹使用 g 七六指令的时候怎么断线。首先 g 九九是美转晋级 g 二幺公制 m 零三 s 七百,主轴正转,每分钟旋转七百转。三号刀是我们的定尺寸螺距的螺纹刀片,呃,螺距是两毫米 g 零零 x 三十八啊,螺纹外缘三十六,我们这定了三十八 a 四是长度定位等于 两倍的逻辑,就是二乘二就是四,那么 g 幺九幺 p e l 一,注意 g 幺九幺是断线指令,他加在定位的后面,其中 p e 代表时间一秒啊,一 毫秒 l 一是我们的长度一啊,也就是咱们暂停的一个时间,还有长度 g 七六, p 零幺零零幺零六零啊, p 零幺螺纹经车的次数呢,是一次幺零, 到,这里有错误哈,大家千万要注意这个位置,这里是 p 零幺零零六零点修改按键啊,这里螺纹经车一次螺纹的退尾量为零, 为什么螺纹退位量为零,大家注意这里螺纹他有啊,有这个控刀槽啊,也叫退刀槽, 所以说螺纹退尾呢,就是零六零,是我们的牙形角度六十度 q 零点零五,注意,这个版本 呃,螺纹加工时的最小车道量是毫米为单位啊,如果你是 k n d 的系统啊, d 版本的它都是 q q 五零,也就是微米为单位。注意,这个版本 二,零点零二,螺纹精修的余量是零点零二毫米,单边 g 七六 x 三十三点四是螺纹的小径 啊,就等于 m 三十六的螺纹就等于三十六。减去两倍的牙膏,牙膏呢,就是零点六五乘以二就是一点三啊,牙膏就是一点三啊,减去两倍的牙膏就是三十三点四, z 负二十五,螺纹长度是二十五 p 一点三,螺纹的牙形高度在这也是啊,这个系统版本,它的牙形高度就用毫米来表示,其他的是微米,微米就是一毫米等于一千微米嘛,就是 p 幺三零零了啊。 q 零点四,螺纹第一刀加工的时候,它的持刀深度是单边零点四毫米 f 二,这是我们的逻辑,大家注意,取消断线是在 g 七六的后面, 然后退刀结束。那么大家会会有个疑问啊,他精修的时候就是螺纹经车最后一刀的时候,他走不走断线,这里系统会自动默认为螺纹最后一刀,他不再执行断线,也就是 啊,罗文精修时就不再执行断线命令。好,那么以上呢,就是广树九八零 t b 三 i 系统 再加工 m 三十六乘二十,用 g 七六指令采用断线的编程的具体方法啊,大家如果想学习 更多的一个啊,数控车床手动编程软件编程的知识可以点击啊,咱们视频下方的呃课程进行系统的学习。好,今天的视频就分享到这里,再见,我是王老师,点赞、关注、收藏、留言。
742德州数控达人





