
粉丝3150获赞9468
相关视频
 01:42查看AI文稿AI文稿
01:42查看AI文稿AI文稿大家好,我是女汉子六六,不少粉丝私信问我想学电焊这一行,究竟是学二宝焊还是雅虎铝焊啊,作为专业干雅虎铝焊的啊老焊工按加收藏。 嗯,我给大家简单的讲解一下。首先呢就是二宝焊用途的话也比较广泛,焊接效率的话也比较高,速度的话也比较拿手,成本的话相对来说还比较低, 很多工厂呢,还有船厂呢,都必不可少的,不过它焊接时啊,就是飞溅比较大。然后呢就是相对来说比较脏啊,焊缝没有那么精致, 操作呢不熟练的话容易出现气孔问题等等。擅长的雅虎铝焊焊接质量呢,相对来说比较高,焊缝漂亮。雅虎铝焊针对铝材料现在用途也比较广,像汽车制造,航空航天等领域都必不可少, 就业机会的话相对来说也是比较多的,薪资也不错,缺点就是效率比较低,设备比较贵啊,对环境要求比较高,有时呢也不太好操作,有一点它的优势呢, 相对来说比二宝焊的话要干净一点啊,就是没有那么多费电。想学电焊的朋友要求效率,嗯和批量焊接的话啊,二宝焊还是相对来说比较合适的, 要是想学高端领域发展呢,想看焊接质量且看好铝行业前景的雅虎铝焊更值得选,按需求选择,祝大家都能学好技术,有个很好的前程。
131女焊子 🌸六六 06:49
06:49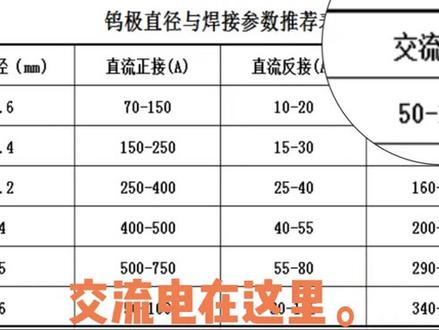 03:59查看AI文稿AI文稿
03:59查看AI文稿AI文稿在使用交流压胡焊焊接铝合金时,焊缝发黑该怎么办?焊缝发黑是这样的, 这样呢,我们可以从以下几个方面去排查和处理。一、首先应该检查保护气体是否正确,交流压壶焊要使用压气作为保护气体, 空按枪开关或者按剪器按钮查看器表,看器流量是多少。一般手工压糊焊设置在十到十五升每分钟。 然后再检查有没有足够的保护气体,从陶瓷保护套流足气流量太少说明有漏气。 检查枪尾是否漏气。检查器官是否破损,检查器官接头是否漏气。 四、检查无针夹是否有严重变形。无针夹严重变形会咬烂保护气灶,容易产生偏虎和汗风发黑,这是严重变形呢, 这是没有变形的。五、检查无针表面状态,这是汗湿粘到无针后的,这是粘污后的掩护效果, 这是开启。后期时间较短,这是引壶效果,这是后期时间合适的乌镇状态,这是引壶效果。干干净净的 后期时间建议在五秒左右关闭,提前送气功能,也容易造成汉风发黑。前期时间建议设置在零点五秒左右。 六、检查陶瓷保护套状态。如果陶瓷保护套太脏,看风也会发黑, 这是脏的陶瓷保护套,这是胶,干净呢。焊枪保持倾斜七十到八十度为一,倾斜过大容易造成电弧不稳,焊风发黑。八、木材表面有油污, 也会造成寒风发黑。九、选择 与电流大小匹配的无针,无针太小容易烧损,且容易加污,电壶不稳,焊缝发黑,这是一个推荐对照表交流电在这里。 十、清理宽度建议调到三十五左右清理,宽度小,不能破除氧化膜太大烧无针。十一加焊丝不当也会造成焊风发黑,焊丝端不再等待加入泳池时, 锂电湖太近被家业氧化了,这是正确家室后的汉室端布, 我们以 wsme 三幺五为例,电流预至一百安,焊枪距离木材三到五 五毫米,焊枪倾斜七十到八十度,焊枪移动三到五毫米,就往泳池里面送一点汗湿, 母材融化形成泳池后,往泳池里清点汗湿,随后抽出汗湿,再往里点送汗湿,重复一节奏的点送汗湿,直到收获。 这些就是我分析的原因,希望对你有用,拜拜你嘞!
1195焊接小书童 02:17查看AI文稿AI文稿
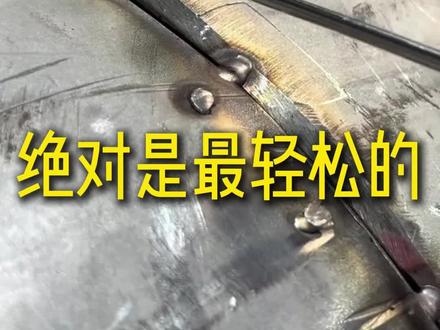
02:17查看AI文稿AI文稿双总,你看这钢圈,这凹里还能修上吗?是不是玩大发了? 你听说过啥叫没有金刚钻,咱就不揽那瓷器活吗?你看我咋着给它轻松拿捏啊,是有一定难度,但是这不得看手法吗?其实来说就是焊这种大缺口就是不断的长肉,长肉,啥叫长肉啊,就是一点点 的往下堆,就跟长肉的原理一样, 看一点点长起来了,然后之后就得校正,校完正之后再打磨,就是这个过程,但是焊焊一定要焊透起来,就是哑弧焊,好多人不会使低音的,是纯氧,高纯氧四个九那个,然后电流电压一定要掌握好,让它产生一个真正的熔池,逐渐的 把咱们这个焊条和原车钢圈的母材给它融到一起,千万不要跟他们所谓的鸡把把焊给粘到一起,那样老危险。 这就是焊接的一个过程,电流,电压,温度一定要掌握好,压无焊不会就这三点。剩下就是手心别慌,手别抖就干,胆大心细就得干。 看一下焊接成型的效果啊,绝对是真正的焊接啊,熔焊绝对不是鸡粑粑焊, 也不是说修钢圈拉腻子刮上的啊,这大菜要刮上真得掉啊!这个是啊,是真正的从里头给他焊出来的, 绝对不是说你们说的修钢圈就那上腻子,绝对不是那活啊,一会剩下的就是精细打磨工艺啊,先打个大光,然后再一点点抛光,最后一盘齐齐活,看成品效果啊, 该说不说还是那个吧,看看简单打磨的厚的效果,非常丝滑啊。 啊,看这边还没抛光呢啊,抛光完效果流光瓦亮,看圆不圆,记得点赞关注哦!
 00:48查看AI文稿AI文稿
00:48查看AI文稿AI文稿很多粉丝问我呢,担心学亚无汉不好找活。确实,亚无汉的应用没有阿宝汉那么广,百分之八九十的企业啊,都需要阿宝汉来焊接。如果说你对地域有要求,那确实不好找,因为有些地方亚无汉应用确实很小,但是像江浙沪啊,广东一带的 雅乌汉是比较多的,尤其发展前景比较好的轻工业啊,新能源汽车呀,雅乌汉汉女啊。所以咱们想学亚乌汉的话,就要放眼全国去找活,前提咱们一定要有技术学,好像五 g 管道,六 g 管道,对不对焊这种,呃,精密仪器啊,还有这种管道啊, 工作都没问题的。不管咱们想学阿宝汉还是雅乌汉,学完呢,毛毛姐都可以给你安排。
81百技万薪焊工培训 05:38
05:38 03:12查看AI文稿AI文稿
03:12查看AI文稿AI文稿大家好,我是老宋,今天分享个铝合金压壶焊中大半径孔的补焊,这个孔大约有一点八厘米,这个其实一点都不难,但是如果你是压壶焊的新手的话,我想你可以从这个视频中学到一些东西, 使用的是八号喷嘴。来,我们来看一看这个高清龙池, 因为这种结构会把气体分开,产生纹丘理效应,造成不好的影响,所以第一件事就是先把边角焊起来, 这样在焊接立方体的时候,各个地方的倒热就会比较平均,光去思考使用多大的电流,而不考虑这些就没有意义。完成边角点焊后就开始沿着边缘焊接,由于铝合金是 三点二毫米厚的,并且是这种形式的边角焊接,所以电流不需要太大,在五十至六十即可。第一道焊缝采用直径小一点的焊丝, 直径为一点六毫米的四零四三铝填充焊丝,焊完第一道后进行足够的时间冷却, 顺便将焊丝换成二点四毫米的。这台焊机上蓝色的标志表示基础推荐值,所以我们使用的频率为一百二十赫兹。 如果你以前从未焊过这样的口,比较好的练习方法就是在同样厚度的弓箭侧边焊接,你现在看到的就是侧边焊接,这个方法能 能很好的训练你控制热量能力。送丝的时候是滑向龙池,而不是拽到龙池里边。咱们可以看到焊接上面显示的焊接电流不大, 现在已经完成了第一道焊缝,所以后面的基本上没什么难。现在的焊丝是二点四的,这个时候可以使用更高的热输入更高的焊接速度了,但我们在还不熟练的情况下还是得慢慢来, 这个时候你要给他冷却的融合时,大家看到这个龙池没有好像热收入有点高,那么如果想保持合理一些,反正 这个孔也花不了太长时间,所以焊这个孔只需要慢慢的绕圈,直到完全封闭西湖的时候。这样旋转的目的是为了保证融合良好,且西湖后不会产生裂纹,如果这是个压力容器的话, 烧糊处使用有一丁点的小裂纹也会导致泄漏,所以这是进行旋转的原因。好了,老宋今天分享的也差不多了, 大家再看一看焊接的整个过程,相信有很多老铁只会焊不锈钢,但不会焊铝。下一期老宋即将讲解亚湖焊交直流两用焊机的参数。







猜你喜欢
- 4.3万甘肃万万
最新视频
- 4.3万甘肃万万