拓竹科技填充比例

粉丝338获赞3042
相关视频
 01:26查看AI文稿AI文稿
01:26查看AI文稿AI文稿同样的模型,默认设置要打九小时,调整这三个参数,时间直接砍半,耗材省一大截,不用懂复杂原理,跟着我做就行。第一招,加大层高,层高就是单层厚度,层越厚,总层数越小, 时间越短,默认零点二零毫米。太保守了,功能键测试键直接拉到零点二四毫米,看时间直接从九小时 降到一小时二十分,历时八小时,代价只是层纹稍明显,但对强度几乎无影响。平面自动用零点二八毫米加速,曲面自动降回零点一六毫米,保细节,举手动调更稳。第二招,降低填充密度,加换图案,默认百分之十五填充,对于不成重的模型纯属浪费。 全展示模型密度降到百分之八到百分之十,受力件最低别低于百分之十二,用料减半,时间再省五十分钟。关键技巧,填充图案选闪电或直线,这两种路径最短, 打印机不用频繁转向。第三招,精剪墙层数,默认三层墙是为了保证密封和强度,装饰手办直接改一层或二层,外壳件 保留两层足够,又省下三十分钟和不少耗材,三步走完,从九小时干到一小时不到,效率提升近百分之五十。别再用默认设置了,现在就去切片试试。
 03:40查看AI文稿AI文稿
03:40查看AI文稿AI文稿大家好,这里是陈豆造物,我是你的老朋友陈哥。今天呢,我们来聊一聊切片软件中的填充功能。 填充呢,顾名思义啊,就是在模型内部中啊,填入一些图案来支撑 整个模型,如果没有这层填充的话,模型可能就会产生塌陷或者没有任何的强度。 我们点开强度这里,这里会有一栏是填充,首先我们要打开高级啊,高级的话这边会有更多的一些功能选项,以后这些我会一一的跟大家讲解,并且告诉他,告诉大家啊,如何使用可以将模型打的更加坚固。今天我们就先聊一下填充 填充的图案这里呢有很多现在比如同心啊,直线网格,相信很多新手玩,新手的玩家进入的话,用的比较 多的是直线和网格,呃,软件打开呢,他的默认也是网格。但是呢,我们在这里还是比较推荐大家用三角形,螺旋体和蜂窝这三种填充方式。这三种填充方式呢,相对于其他的填充方式来说,会使模型的强度更强呃, 国外一些博主也有测试,我们自己也做了一些简单的测试,当然不怎么专业啊,我们没有那种压力机啊,但是基本上得出的结论是,螺旋体是呃强度最好的,我可以给大家看一下螺旋体是什么样,切一下片, 这个就是螺旋体,目前来说大家还是比较呃推荐这种螺旋体,它的强度会比较高呃,像蜂窝呢也好, 但他可能换个面的话,受力就没有像螺旋体那样受力这么均匀。这个呢是三角形, 也有较高的强度,当然呃,一个模型的强度并不单单只有靠填充密度和填充的图案,还有层数,墙 墙的层数,还有顶部的壳体的层数,这些都是息息相关的。呃,这个后面我们也会进一步讲到,有些小伙伴会说了,那如果我打一个实心的 模型的话,那填那密度实物是呈实心,大家看一下实心的话,他这边会自动切换成直线填充,打出来以后就是一个实心的一个坨子啊。虽然说实心看起来好像是最坚固的,但是我们并不推荐这种打法,因为实心打 反应的话,会使顶部和周围面产生一定的变形,所以填充的话最好是保持在八十就是上线,这是最好的。当然如果在部分那种螺丝啊或者是结构件的连接处,我们还是推荐改成百分之一百的填充, 这样的硬度会达到最高。还有一种填充呢,比较特殊是闪电填充法, 闪电填充法给大家看一下他特殊在什么地方呢?我们这个怎么还是稍等啊。闪电填充大家可以看一下,经过闪电填充以后,它里面基本上是空的, 仅剩的一些填充呢无非就是用来支撑顶面,能成功打印它的内部就是一个中空的中一个空心的状, 这种填填充的话比较呃常用于打一些摆件吧,大家只是用来做一些简单的展示,不能去碰他,因为这种哪怕壁厚加的比较多,这种中空的填充方式依然是非常的脆弱。今天就讲到这里,谢谢大家支持我的话请一键三连。
477橙豆造物ing 01:17查看AI文稿AI文稿
01:17查看AI文稿AI文稿终于找到了 a 一 不翘边的办法,你看 这都是没拿出来的不翘边。然后这个是这个好像有一百四,一百三的样子,这个是一百,以往打这种名牌都会翘一下。 我改了一下参数,首先这个速度这里首层很关键,右手层八条二十五,首层填充七十,外墙这里调成一百应该更抵会更好,八十会更好。外墙升成器,这里选 a 墙墙顺序先打外墙,开这个材料,设置 手层,这里调高六度,其他层也调高六度,八十六度。然后这个模板大概是这样,我会放到 macbook 上,感兴趣的可以测试一下。然后也欢迎大家在评论区补充这个配置,我已经上传 macbook 了,然后大家可以把自己模型换上去,然后试一下。 还有很关键的一点,我是用这个纸巾,是酒精棉片,把那个打印板擦了几遍,用一片就可以了,就来回擦,来回擦,擦完之后再用,再用这个再擦一下就好了,或者无缝不擦,这就是 a 一 不翘边的小技巧,如果有帮助到你,请关注、转发、收藏,谢谢大家!
724独立设计师-邢知 06:12查看AI文稿AI文稿
06:12查看AI文稿AI文稿大家好,这里是成都造物,今天我们继续讲填充啊,今天给大家带来一个非常实用的填充小技巧,是叫分层填充法。 这个呢,我在之前的 prosa 和酷啊教程中已经讲过了,但是由于我的声音比较轻,所以许多粉丝想让我再讲一遍,我决定把它放在拓竹的切片软件保姆教程中,再仔细的跟大家梳理一下,以便大家后续查看的时候比较方便。 我依然呢准备了一个比较复杂的模型,那是这么一个模型,我来方正,他呢是我的一个玩具枪配件的一个模型,这个部分和这个部分还有这个部分是属于受力结构, 需要啊加强它的硬度。通常呢,这么大的一个模型,我都会用百分之十五的填充,百分之十或者百分之十五的填充,然后今天为了大家观看方便一点的话,我用网格填充,我先切片给大家看一下填切片好是什么个状态, 预览一下,大家可以看到百分之十五的填充绰绰有余,但是呢,在这个部位还有这个 连接出这个很脆弱的地方呢,这根细细的地方都进行了填充,那这样子的话,它的结构强度就不够了,通常其他的小伙伴在遇到这种情况的话,他会怎么办?他会增加整个模型的密度, 增加了整个模型密度以后,我们可以看一下。嗯,它的填充密度是增加了,强度呢,肯定会增加, 但是呢,你的模型浪费了大量的材料,也增加了重量,增加了时间, 得不偿失。并且呢,你说相对于这种结构的部位,你哪怕再加到百分之四十,依然 没有这么强的强度,最好嘛是百分之一百,但是你又不可能把整个模型做成百分之一百,这时候就要用到我们分层填充的小技巧。 何为分层填充呢?就是这一个模型不同的位置,他填充的密度不同,我给大家演示一下啊。首先呢我们先 在全局这边呢选择百分之十五的填充吧,以便对照。然后我们切换到对象,选中这个模型,右键添加修改器。 这个时候呢会在这边出现一个立方体,这个立方体呢我要把它拖到这个部位,将它重合。我先做一下简单的缩放拉高,然后移到这个位置, 向下移一点好,然后我对这个通用立方体进行一下操作,选中他,然后将他的填充密度改成百分之一百, 这时候呢填充图案会自动变成直线,我还需要加 w 的地方呢,是这个地方还有这个连接的地方。那我依然选中这个模型, 右键添加修改器,又跳出一个立方题,我对这个立方题呢在进行跟之前一样的操作, 将它整个呢拖到我们的模型上。 ok, 依然选中第二个立方体,对它进行操作,我将它又改成了百分之一百。最后一个位置也是相同的操作, 添加修改器进行缩放,将它移到,我需要 okay 好的,选中加密度,修改成百分之一百。这几个部位呢我进行了重叠操作,我们简单的切片看一下 预览,大家仔细观察这个位置,凡是被我立方体重叠修改成百分之百填充的地方呢,都变成了百分之百填充,大家可以看一下, 看这里百分之百,然后到了下面的位置,瞬间变成了百分之十五,接下来继续往下拉, 大家可以观察到这个部位也变成了百分之百,这里也变成了百分之百。 到模体模型主体部分呢,依然是百分之十五的填充,而关键的结构部位呢,都变成了百分之百的实心填充。用这个方法呢,大家可以在一些比较复杂的 模型中,比如说,呃,一个手办,你打一个小狐狸,呃,小狐狸非常的大,但是他的尾巴呢,这个部位呢,连接的地方非常的细,你就可以在那个部位 进行局部的加固,改成百分之八十,甚至百分之一百的填充,其他的部分呢还是百分之十,百分之十五,百分之二十五的填充,就可以省材料,还可以让你的模型密度,模型强度变得非常的高, 是一个非常实用的境界技巧。今天就讲到这里,谢谢大家观看。
974橙豆造物ing 01:09查看AI文稿AI文稿
01:09查看AI文稿AI文稿今天和大家聊一下三 d 打印中的桥接设置。在一些情况下,我们其实是不需要在底部增加支撑的,这样可以节省大量的时间和耗材。 但很多人会发现,一旦不用支撑,桥接部分就很容易失败。这是因为在默认设置下挤出的材料是按照被喷嘴压扁的状态去计算的,但在桥接的时候,材料是悬空的,无法被压实, 就会出现中间有空隙无法粘合的问题,最终导致打印失败。所以我们需要做一个关键调整,把桥接流量调高到一点五,让材料在悬空时也能相互连接, 同时把内部实心填充速度和顶面速度调整到三十毫米每秒左右,再把桥接速度降低到十毫米每秒,这样可以让材料有足够时间拉伸并稳定成型。 打印完成之后,我分别测试了二十五毫米、四十毫米、七十毫米和一百毫米的跨度,可以看到除了一百毫米以外,其他跨度的表现都非常不错,给大家一个可以参考的桥接设置思路,希望能帮助到你们。
907XP 02:29查看AI文稿AI文稿
02:29查看AI文稿AI文稿三 d 打印这么多填充类型你都了解吗?今天我们来介绍三 d 打印模型中常见的填充类型,这里为大家列出了常用的十五种填充类型,从左上角第一排开始,分别是同心网格线、直线、直线排列、三角形内六边形、八角螺旋、巴基米德和弦螺旋 蜂窝、三 d 蜂窝、希尔伯特曲线、立方体、闪电。其中闪电填充是速度最快的,但同时也是填充效果最差的。经过观察可以看出强度比较高的几种填充分别是默认的网格填充线、 直线螺旋蜂窝、三 d 蜂窝以及立方体。这几种螺旋填充是我个人比较喜欢的填充类型,但它有一个非常严重的缺点,它会极大的减慢打印的速度,一个很大的优势是通过它设计出的走线能够避免网格支撑产生的交叉点问题。打印中最常见的 任填充类型就是这种网格填充,也能够有不错的强度,但是他有一个严重的缺陷,因为在打印过程中他的走线是横向一层,纵向一层,这将会导致他总会 不可避免的产生走线的交叉点,遇到交叉点的时候,在极端情况下可能会导致喷头将模型撞翻。其实通过侧面观察就可以明显的看出他的缺陷 在焦点的地方有明显的瑕疵存在。其次这样的受力结构会使他产生一个比较强大的内应力,也会导致他在打印过程中更容易出现翘边的现象。同心填充不要被他的表面所迷惑了,其实他的填充效果并不强, 在这里可以看到他其实是有一条缝隙的,这条缝隙的存在导致他的强度会受到极大的影响,我直接去拨他,他都会产生这样一个移动。通过简单的观察,大家可以发现很多填充,比如这种一条线走到 到头的,他是为了坚固打印的速度而设计的。在刚刚提到的几种强度比较高的填充类型中线、直线、螺旋 蜂窝、三地蜂窝,他们都会产生较高的时间成本以及耗材消耗量。因此在这里为了兼顾速度与强度,咱们选择的折中方案其实应该是立方体填充以及自适应立方体填充,他不仅能够提供一个比较高的结构强度,而且可以较高的速度进行打印。 这种同心填充就不是很建议了,除非在打印特定形状的结构件时使用这种填充。另外呢,三角形内六角形、八角螺旋、锡尔伯特曲线、阿吉米德和弦以及直线排列这几种填充类型,他们的打印速度较快, 但是他们的支撑强度会相对更弱。如果你也想要这个电充展板模型的话,可以在评论区留言,别忘了点赞点关注哦!
2176绛翎_Sensorjang 00:48查看AI文稿AI文稿
00:48查看AI文稿AI文稿大家在打印的时候有没有遇到过一种情况,外墙看起来非常完美,但内部填充却已经塌陷。我尝试过上网查资料,发现新烘干材料没用,换个新的喷嘴没用, 甚至连整个挤出机都换了,还是没用。后来我发觉可能根本就不是机器本身的问题,我尝试把内部填充从网格改成了螺旋体,打印效果立即稳定了下来,并且外墙相比之下也更加光滑。大概的原因是网格结构在打印时会产生路径交叉, 再加上模型尺寸比较小,材料还没有完全成型,就被后续路径拉扯,导致内部断裂塌陷。换成螺旋体之后,打印路径变成连续曲线,基本不会出现路径交叉,所以最终打印成功,大家可以尝试一下。
147XP 00:37查看AI文稿AI文稿
00:37查看AI文稿AI文稿为什么你打印的样件很脆,一掰就坏?这是模型强度不够,想要增加模型强度,很多人都做错了,如果使劲添加填充率,这样只会增加打印时间和耗材用料。正确增加模型强度,首先选择墙层数才是有效的,而填充方面,我们可以通过填充方式来增加强度。 有些模型局部需要增强,可以添加修改器。选中对象,右键添加修改器,把适合的修改器移动到需要增强的位置,调整好大小,修改器的填充单独增加到五十以上,其他部位以此类推。这样极不浪费时间和耗材,还能打印出符合强度要求的模型,赶紧收藏起来试试吧!
399大简材料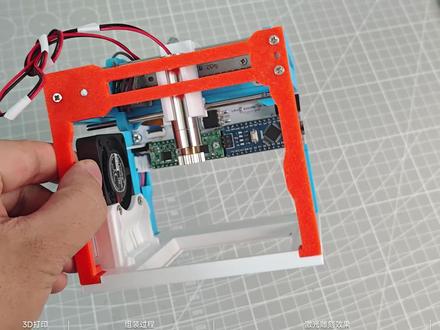 04:40查看AI文稿AI文稿
04:40查看AI文稿AI文稿这是一台成本不到一百块的开源激光雕刻机,他可以把图案刻在硬纸板、塑料木材上,而且是完全开源的。这期视频我就自己组装评测体验一下,看看到底怎么样。 视频开头首先介绍一下这款产品,星光四 s 是 德阳的新型职业 up 主免费开源的项目,于去年五月份开源。四 s 也是比较火的一款啊,复刻成本为八十元,我这甘肃买一些零散的东西运费比较贵,于是我就花了九十八元直接买了全套套件,如果是产品要加十块钱左右。这个东西能买产品还是尽量买产品吧, 想看雕刻效果的可以拖动进度条,我这里讲一下组装。先讲一下外壳的三 d 打印,我买的只有零件,外壳是需要自己打印的。 这位博主只在一个地方上开源的模型就是 macword, 上面为独家模型,我看下模型文件,拓如的 a e mini 也适配了 p c p 板在哪买其实不重要,三 d 打印的部件尽量使用拓如的机器。估计开源的作者是用拓如打印机设计调试的,因为我试了其他家机器,打印窗外的部件装上 x 轴和 y 轴总有些问题。 还有就是打印的时候退出切片的参数也不要改啊,用作者默认的参数就行,要不然可能会遇到很多莫名其妙的问题,毕竟这个是运动的一个机械部件。组装过程,翻了一下手里的这一堆零件,看了一下,主控是 arduino nano, 然后电机是光驱的,赠送一个防激光目镜,它电源看起来不太怎么样,回头我用充电宝供电就行了。 其余的零件我就不一一介绍了,至于组装的过程,我录的断断续续的,原因是我装到一半就没心情弄了。 刚开始我觉得还行啊, pcb 焊接是没有一点问题啊,除了几个底座是贴片,其余的都是插件,其实底座用电烙铁也能焊接,焊接好之后的组装才是比较难的,尤其是电机部分,非常的困难,而且直角的地方比较容易弄断。我运气很不好,两个都弄断了,一个全断,一个断了一根, 没办法。那飞线吧,我是看着原理图,然后花点时间全部飞到焊盘上,你们知道吗?我是从晚上八点开始焊接组装的,然后组装到凌晨两点,第二天发现套件里买的阿迪诺纳豆是是有问题的,导致一个轴电机不动, 还好我家里有一个,换上之后就好了。从早上九点折腾到中午十二点才顺利雕刻出第一个图案,这是花了九个小时左右吧,然后第二天午饭之后又从下午三点折腾到晚上八点,才搞明白打出的图案怎么最好, 基本上是花了我整整一天的时间才组装好,大家搞明白啊!这里给大家看一下雕刻效果吧这里给大家看一下效果吧!首先我们需要把图片弄到上一集软件里边,选择处理风格,可以只雕刻轮廓或者是完整的雕刻图案, 我自己先用硬纸板试一下,我就选择了一个二次元风格图像雕刻了出来,你们可以看下效果, 这个是我当时没有完全调好的时候雕刻的,也有点那个散光,如果你想雕刻的比较好,这里可以填高一些,因为它图案本质上就是一条条线组成的,这里代表一毫米的距离,分多二回雕刻, 我填写的是七一个这么大小图案,耗时大约一个小时,随便雕刻一些东西,你们可以看一下效果, 除了可以纯色,还可以只雕刻轮廓,像这样轮廓雕刻出来更清晰一些。 如果是在木板上雕刻,比较粗糙的还行,像我这种比较光滑的就不太行,需要你速度设置的特别慢才行,相应的雕刻时间会长不少,你看我就设置的比较快,雕刻出来图案是比较浅粗糙的,木板效果最好。 最后是在塑料上雕刻,我这里是在充电宝上试了下,当时雕刻的时候机器还没有完全调试好,导致文字有一些变形啊,就是在塑料产品上刻字是没啥问题的, 由于激光的功率相对来说比较小,像是别的比如说金属表面,过于光滑的表面是雕刻不出任何东西的。还有就是雕刻的时候一定要注意通风啊, 因为激光的温度非常高,雕刻只寒心,如果是塑料,那味道是非常难闻的。其次就是一定要有人看守,如果上面的结构卡住了,激光会一直照射一个小点,极易出现火灾隐患啊,是非常危险的。 视频末尾我给大家说一下这个东西啊,此款激光雕刻机虽然便宜,完全免费开源,但是非常不推荐新手或小白 diy, 或者是没有太多经验的人来自行组装复刻啊啊,是比较难的,而且需要你的工具比较齐全才可以。 我说这话的意思并不是鼓励你们去买产品啊,因为作者开源协议明确说明了个人复刻可以商用是不行的, 你买产品也是在帮这些商用的商家,虽然有些矛盾,但却是这样,如果你有足够的时间耐心,工具也比较齐全,那么那么这个开源项目还是值得一试的。像我大约花了一天的时间弄好,还是感觉比较有意思的。好的,这是本期视频全段呢,感谢观看。如果觉得视频做的不错,喜欢可以给一个私信和关注。 ok, 我 们下期再见。
777究物研社 01:15查看AI文稿AI文稿
01:15查看AI文稿AI文稿拓主小知识之精细涂色工具针对复杂几何结构或追求极致细节时,您可以使用以下涂色技巧,球形画笔 这不仅是一个简单的圆形涂抹工具。球形画笔的作用范围是一个三维球体,它能够穿透模型的表层,对该球体空间内所有与之相交的模型面片进行统一染色。三角填充,这是模型涂色构成 s t r 文件 几何实体的基本单元。三角形面片当需要对模型表面及其微小具体的特征进行像 塑,极精确上色,而其他画笔可能出现颜色异出或精度不足时,三角形画笔则提供了更高的控制精度。缝隙填充,它并非主动涂色工具, 而更像是一个智能的查漏补缺助手。在使用其他画笔对大面积区域进行涂色后,模型的表面,特别是在区域变化较大或边缘地带,可能残留一些未被覆盖的细小三角形面片或缝隙。 缝隙填充功能可以自动识别这些微小区域,并使用相邻区域的颜色填充它们。今天的分享就到这里,感谢观看,下期见!
22妙趣打印实验室 03:22查看AI文稿AI文稿
03:22查看AI文稿AI文稿大家好,今天我们讲一下 tpu 泡腾的一个打油过程,我们首先将这根长的特封管进行一个替换, 替换成我们这样的一个短的一个特封管,现在我们已经替换好了,大家甚至可以选择更短的一个尺寸的一个特封管。 我们的耗材并不从我们的一个定位销区进入,而是直接从特步龙管进行一个穿入的,这样可以见效它的一个阻力。 现在已经开始进料了,并对耗材进行一个冲刷,我们的上料环节就已经完成了。 大家好,我们刚才已经完成了我们 tpu 的 一个装载,现在来到我们的一个切片页面,现在我导入了一个立方体,我这边我的一个 tpu 默认的参数就已经调整好了, 大家如果有需要这个参数的话,可以私信我,或者是与我进行一个交流,或者是大家可以在视频中看一下,这只是一个建议,大家可以在自己的一个日常使用中进行一个调整。像我们经常去打印一个网上很火的一个海绵, 就是那种螺纹形状的一个海绵,大家有很多不知道它是怎么生成的,那我们就通过这个视频我们给大家也顺便讲一下, 我们首先要改枪成硕,我们将成硕改为零,并且将底部刻硕改为零,还有一个顶部的成硕我们也要改成零,我们将我们的一个填充图案稀疏填充图案改成像我们的一个螺旋体,我们先看一下百分之十五的一个样子, 我们通过切片大家可以看到他就变成了一个我们这样的一个海绵形状的一个模型了, 百分之十五,感觉有点密度大了,那我们可以百分之十或百分之五去这样慢慢的调调整到您希望的一个模式。现在我就给大家演示一下,就是百分之五的一个情况,我们的号台是 tpu, 是 第三方的一个 tpu, 我们点击打应用的是 a 一 打印机,我们将热窗飘屏打开,流量校准也可以打开,也可以不打开,这边我们就不进行打开了,他会有一个提醒,大家可以看一下我们的任务就发发过去了, 现在我们看到的是打印的一个过程,我们现在已经开了一个倍数,大家可以看到他打印的就是我们的一个螺旋形状的一个海绵打印是非常好的,并没有出现一个飞丝的一个过程, 现在就是我们打印好的一个成品,大家可以看到他的打印质量是非常好,而且非常有弹性。
 02:09查看AI文稿AI文稿
02:09查看AI文稿AI文稿一分钟带你了解消费级三 d 打印新贵拓竹科技二零二零年,深圳的一间实验室里,一群来自大疆的核心技术人才集结完毕,拓竹科技应声成立。这群带着无人机飞控、机电一体化技术基因的工程师,怀揣着颠覆传统三 d 打印行业的野心,悄然开启了一场技术革命。 成立之初,拓竹团队没有急于造势,而是沉下心来低调研发。二十二个月,他们耗时十八个月攻坚激光雷达自动调频技术, 将精度打磨至七微米的超高水准,为后续产品的爆发埋下伏笔。二零二二年四月,拓主首款产品 x 一 系列高速多色三 d 打印机横空出世。这款搭载 corexy 结构的机型,打印速度飙升至五百毫米每秒, 还支持十六色多材料兼容,一举打破了消费级三 d 打印慢笨难用的刻板印象。 x 一 系列登陆 kickstarter 众筹平台后,首月便斩获近五千万元订单,还成功入选时代杂志年度一百项最佳发明榜单。拓逐科技一战成名 腾盛追击的拓主,在二零二三年持续完善产品矩阵。他们推出 p 系列普机型、高速机,又发布 a 一 mini 机型,将价格门槛拉低至一千一百九十九元,让高速三 d 打印走进更多普通家庭。 与此同时,自研的 ams 自动功料系统成为行业标杆,上线的 makerworld 模型内容平台 bamboo studio 打印管理工具,搭建起 硬件、软件内容的完整生态。这一年,拓竹建立美国与欧洲子公司,完善海外售后体系,年营收顺利迈入十亿两级。进入二零二四年,拓竹的步伐愈发稳健, 一系列入门机型持续下探市场,迭代升级的 ams 系统拓展了更多好材兼容可能。工业级产品 h 二 d 更是实现六百毫米每秒高速打印与激光雕刻切割的三合一功能,预售及登顶电商品类榜首,首月销售额破五千万元。短短数年, 墨竹科技从一间初创实验室成长为估值超百亿元的行业隐形冠军。如今,他的业务版图遍及全球,以技术创新重新定义消费级。三 d 打印的速度与精度,书写着中国制造的新锐传奇。
1476增材大王 08:42查看AI文稿AI文稿
08:42查看AI文稿AI文稿今天我们要学习的是动态流量校准,在学习动态流量校准之前,大家来看一下这两个图,大家是不是对这两个图会有一些熟悉呢?当你在打印一个方块模型的时候,你是否有遇到过边角应该很锐利的地方,但是变成了这样的一个圆形呢?边角应该很锐利的地方,但是它确确料了嘞,别的地方都不缺,就在边边角角缺, 有没有想过或者说有没有见过这个场景?其实这个就跟我们本次要学习的动态流量标准有息息相关的一个知识。在此之前我们再来看一下这一个东西,这个药膏红霉素眼膏是不是大家用的有用过 或者是类似这样的一个铁外壳的一个药膏,是不是有用过,对吧?这种药膏我个人感觉非常的不好用,为什么?因为我开始要用的时候,我现在前面开始挤它,它总是要延迟一会,它才会把这个里面的药膏挤出来,然后我感觉这个药膏哎呦太多了,要开始收手,我这边一收手, 但是这个喷嘴,对吧?这个药膏的瓶嘴这个地方还在咕咕往外冒这个药膏,这是为什么呢?这涉及到了一个流体相关的一个知识啊,一个词叫做压力尺子,啥意思呢?就是我现在开始给这个药膏屁股这个位置给他加一些压力,但是他的压力不会马上作用到这个瓶口这个位置,不会让里面的耗材马上挤出来, 然后呢,我收手了,但是他的压力不会马上停止,而是还会留存在瓶子里面,还在继续作用里面的耗材向外挤, 那所以说它就会造成一个什么结果?就是我要它挤出来的时候它挤不出来,我要收手的时候它收不,它收不住啊?那这个就是啊,跟我们 fdm 打印机它这个是这个作用,或者说这个原理是非常相像的,你看我们的打印机是不是也是一样?是把耗材融化了,然后挤出来,对不对? 那是不是也是一样的流体?那所以说 fdm 打印机它也会存在这样的一个问题,那我们再来看一下这个图啊,这个图是一个变化的一个折线统计图,折线图 就是时间和喷嘴一竖,时间和喷嘴挤出量的一个变化的一个折线图。让我们在理想理想状态下的时候,是不是随着我的时间推进,我的喷嘴移动速度不可能是一成不变的,它会存在一个什么问题? 变速呀,我在这个外外墙的时候我可以慢一点,但是我在内墙的时候我就需要更快一点,当我在拐角的地方我要降速,但是我拐完之后,我是不是又要把这个速度加回来? 谁说啊?速度肯定是要变,要有变化的,那同样的跟速度更相匹配的另外一个参数是什么?是喷嘴的挤出量呀?你看我喷嘴开始加速的时候,那我的喷嘴挤出的量是不是也要跟他一样, 速度开始变化,我挤出量就要开始变大,速度开始减小,那我是不是挤出量就得开始变小呢?是吧?那这样子我们的模型才会变得规整,这个拐角才会变得锐利,挤出的流量才不会过多或者是过少,对不对?那我们再来看一下这个图, 喷嘴的挤出了量跟谁息息关相关?跟底下的挤出电机啊,对吧?你看我挤出电机才是负责几号才往外冒的对不对?那我这个喷嘴的挤出量全部都由我挤出电机的挤出速度啊,是 挂钩了,对吧?所以说我们在理想的状态下,是不是我喷嘴的速度开始加,那我的喷嘴的挤出量就得开始加,那我这个喷嘴的挤出量就是源自于我这个时候开始增大的挤出电机的转动的速度, 是不是这样子?是吧?但是这个是理想状态,实际上我喷嘴速度开始移动的时候,我才开始啊,跟他同时或者说才开始挤这个耗材,那他会存在一个什么问题? 前面我们说了会存在压力池子啊,你看我速度开始变化,我才开始挤耗材,那我的耗材是不是得过一会才能挤出来? 那过,过完这个地方我们再来这个这边是不是我挤喷嘴的速度我要开始降下来了?然后我这个时候我挤出的挤出电机的转速也跟他同时开始降下来,但是还有一个什么东西停不下来挤出的量呀?你看我的压力里面还存在,所以说他就会干嘛?还会哭不往外冒, 所以说最终呈现出来的效果是什么样子?就是我们这个模型边角这个地方缺量,或者说边角这个地方多量,对不对?那,那我们已经知道了啊,有这么一个问题,那大家想一下有什么办法可以解决这个问题呢?你看有没有发现这里面一些规律, 是不是喷嘴的量跟挤出速度有比较大的一个关系,我现在开始挤,他等会才挤,等会才从喷嘴里面挤出好才出来,那我干嘛?他现在不是偏厚一些吗?那我让我这个挤出速度我提前一点不就好了吗?提前一点点,掐着这个时间点,他不就刚刚好在这个点挤出来了吗?所以说我们的解决方案是什么样子? 那我把挤出速度提前一些啊,对不对?你看我提前了这么多,那我速度,假如说我在一秒之后要开始加速,那我提前一秒我就把这个速度,对吧?我就把挤出电机的速度拉起来啊,我现在我就开始提前一秒,我就开始挤啊,那等他迟至完过后,是不是就刚好哎恰的这个点挤出来了呀? 是不是就刚好跟我们理想中的一个状态是一样的呢?对吧?但是问题又来了,这个提前多少嘞?提前多少才是你合适的数值呢?大家再回想一下,上节课的流量比例较准是怎么做的?那我打无数个参数吗?我答应啪啪啪,答应这么多个参数, 然后我们再慢慢挑吗?对不对?所以说我们动态流量较准的原理其实也很想象啊,那我就不同的参数,提前一秒、两秒,三秒,四秒。 当然啊,这个是我利于大家理解的一个说法啊,包括上面的这些图也是利于大家理解的一个说法啊,主跟主流的这个压力,提前的这个啊说法是有一些出入的,但是更方便于大家去理解。所以说我们是不是我就打提前这么多的参数值, 我打这么多提前的参数值,你看哪一个最合适不就好了吗?就可以了吗?就不就是你应该啊设定的数值吗?所以说手动的动态流量校准,它的原理就是我打印不同的动态流量参数值,然后你选择最佳的值带进去就可以了。 有些同学会说,那我已经知道这个原理了,那这两个图我应该如何看呢?这两个图都是动态流量较准的图,但是它不太一样,这个是拐角,这个是走直线,拐角的话大家都理解了,对吧?我在拐角这个地方,我要开始减点数,然后我 到这个地方了,然后我要改拐出来了,啊,我要开始加速,对不对?指数最佳的参数值就是你这个拐角非常锐利的值,对吧?那这边呢?这边这个线它其实看起来是一根线,但是它并不会走匀速去跑的, 他在中间这个地方会开始减速,在这个地方又开始加速。所以说你看如果说你这个动态流量参数值,或者说你提前的值拿捏不好会出现什么问题,减速的地方, 对吧?我速度都已经减下来了,那我这个耗材还在枯萎冒,他就会干嘛?他就会多料,对吧?那我都已经开始加速了,你这个耗材还挤不出来,那就会干嘛?就会缺料。只是说你提前的值拿捏的恰到,恰到好处的时候,就是什么时候,就是你这根线非常匀称的时候, 所以说那我们这个方法我就会啦,那你开后台流量的时候,我就找最锐利的拐角,我就找最匀称的限速就可以了嘛,对吧?我就带入像之前啊流量比例参数只是较准的一个方法是一样的,那我就把这个数值带进去就好了嘛, 对不对?但是他跟动态流量不对,但是他跟流量比例参数有一些区别的地方。在这个地方你看他的管理结果点开来之后,他有让你选这个耗材的信息,而且这个参数是直接记录在哪里,记录在耗材上面的,耗材是设置上面去的,会记录在哪里?会记录在打印机哪一头, 那我们前面的动态前面的流量比例校准是不是记录在哪里?在你的软件中觉得这个是一定的,也是有一个区别的,所以说我们要在哪里去看你的参数值?你打开 pm studio, 校准完之后,管理结果管理完或者设置完, 然后最终在这个设备界面耗材师设置这个地方,你点击耗材师,然后往下有一些详情,你才可以看到你设置的动态流量的参数值。当然这个说法还是挺多的,有些入门比较早的同学,他就会觉得,哎,好像以前这个我们玩卧龙的时候都是叫 压力提前,叫 k 值,对吧?或者说叫 pa 值。那在拓主这个地方又叫做动态流量参数值,觉得它的叫法会比较多,但是其实都是一个东西, pa、 压力提前、动态流量都是一样的东西啊。在这个地方零点零二。 好,那这个就是我们校准的数值。但是还有一个点大家可能会容易忽略,就如果说大家觉得自动的动态流量校准并不是特别准确,我就想要手动用手动参数值,那我在这地方我给它修改完了。好,修改完了之后,那我发起它一弄,好像没什么声效啊?还是跟之前没什么区别啊?是哪里设置的不对吗?不是的,是因为你看 你在发起打印任务的时候,是不是有个选项叫动态流量校准,如果版本比较老的话,它就直接叫流量校准。那你如果说把它打成打开或者打成这个自动的话,它会把你去覆盖掉你设置的参数值中,它会打印机自己测完之后直接把你的参数值给覆盖掉。谁说你想要用手动的参数值的话,你必须要把这个东西打到关闭才有效? 好,那这个的话就是一些啊小细节,那最终给大家去做一个,做一个,做一个总结啊。那我们前一节课学习的流量比例参数值,它其实是哪里? 是中间云柱移动的部分的一个流量,对不对?那动态流量传输值呢?动态流量动哪里?哪里动?速度动,所以说他是在边角的一个流量传输值,所以说你看到一个模型,如果中间去料要跑什么 流量比例对不对?如果说只在边角去料,那就要跑什么动态流量对不对?那哪个应该优先呢?假如说你这个机器先拿到手,我应该跑先跑哪个呢?那以我以我的精力来看的话,就是你先跑流量中间的部分流量比例,跑完之后你再去跑外面的动态流量。为啥子?因为你看我如果说我先 跑这个驴动态流量边角确实是已经校准好了,但是中间呢?你看中间这个地方啊,嘟嘟撂了对不对?所以说他会对你的边角会有一定的影响啊?对你的校准,手动校准会产生一定的影响。 好,那这个就是我们今天啊动态流量校准的一个知识,那最后的话祝大家打印愉快,大家快来试试手里头的机器吧,跑两圈校准来看看吧。
190Bambu Care






