刀炖狗零件怎么找
谁懂啊,现在小朋友都在抢的刀!钝狗积木盲盒,趣味性直接拉满独立包装,拆开全是惊喜!八款造型不重样,每一只都自带萌感。拼好的小狗,关节灵活可动,武器还能自由互换,随心搭配,解锁多种玩法,娃拼完能自己摆弄好久。拼 装简单无压力,零件光滑无异味,自带清晰说明书,娃自己就能上手。边拼边锻炼动手力,远离手机,既是玩具,也是减压神器,哄娃再也不费力!

粉丝1538获赞892
相关视频
 00:25查看AI文稿AI文稿
00:25查看AI文稿AI文稿打完了打完了!打完了!收菜收菜收菜!猜猜今天打印了什么?用来种多肉真不错,多色一体打印,加上 p t g 的 内胆支撑还挺好拆。你别说,拿上刀, 拿上盾!花盆加油添新成员喽!把这个仙人掌种进去!哎呀,真萌啊!嘿!这个如果用 ps 打印一百六十克主食要打十七个小时,但如果是 h r c 六个小时搞定零充刷,我甚至没开擦料塔,你发现了没?求推荐其他多色模型。
6893D创意阿周 00:21查看AI文稿AI文稿
00:21查看AI文稿AI文稿谁懂啊,现在小朋友都在疯抢的刀盾狗积木盲盒,每盒都是独立包装,拼装简单,零件光滑无异味,每盒都带清晰说明书。 我家娃五岁就能自己跟着拼,拼好超有成就感!拼好的小狗头也太抽象了吧,八种造型不重复,拼完的小狗头关节都能动,还能互换武器,孩子拼完能自己玩好久,再也不吵着看手机了。
 00:23查看AI文稿AI文稿
00:23查看AI文稿AI文稿最近家长们都在找的刀盾系列,今天来了这么一套啊,难度不高,一盒只有三十颗粒啊!这一套下来呢,还配了很多很多的这种配件啊,拼出来就是八个非常可爱的小造型,每 一盒积木呢,里面都配有非常清晰的说明书,小朋友回家撕开零件包,仅需五分钟就可以搞定一次,又好拼又好玩,商场买一盒十块钱您都不心疼啊!今天两块钱一盒都不到就可以带走了,一套十五块八。左下角链接下单。
134小马哥入门积木 01:24查看AI文稿AI文稿
01:24查看AI文稿AI文稿家人们,快看,我在海边挖着个刀盾。哎呦我去,又一个,这地方是刀盾窝啊 哈哈哈, 今天的盲盒抽到隐藏款了,顺带还掏了半筐海鲜,今天中午铁锅炖安排。哎我去,这海兔子咋还长腿了,成精了这是你个小玩意还敢还手?算了算了,放你们一马,跟我回家锻造刀盾狗去, 这黄桃嘎嘎甜,回头给你们做点黄桃罐头,吃饱了干活回家给你们变魔术去。可算到家了,这一路给我累够呛。 文火慢烤三个小时不能急,苹果木烧出来火温匀,烤出来的瓷釉还带点火香。时间到,开窑 看你的武器来了。哎哎,大白,你别欺负新朋友。 你这这不是大白吗?
1137老马别凶小张啦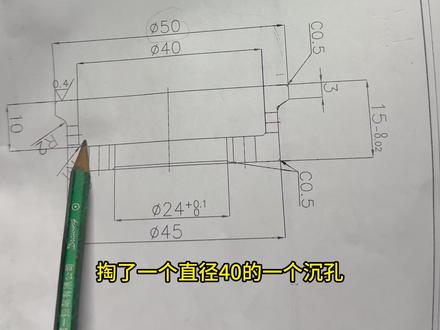 02:38查看AI文稿AI文稿
02:38查看AI文稿AI文稿源哥源哥,快来帮我看一下啊,刚才客户发来一张图纸,上面又有 r 又有 c, 又有圆圈,这个杠呢?看不懂啊? 啊?你说的就是这个图是吧?这个图我大概给你讲解一下我们车床能用的这几个数。 首先我们五十和四十,他指的就是我们做的一个弓箭的一个大径,是五十四十呢,他是在我们这个五十大径的这个弓箭里面掏了一个直径四十的一个沉孔, 然后再往下看二十四,他指的就是在我们这一个呃,弓箭 中心掏一个直径二十四公差,正零点一的一个过孔,那这是我们内孔刀加工的时候要看的尺寸。 那我们来看外圆 c 零点五,它指的是我们做这一面的时候呢,我们的刀导一个 c 零点五的一个导角,然后刀往这边走,在这个位置有个 r 二, r 呢,它指 r 呢,它在我们机加工中指的是一个圆弧角啊,就是说我们的刀走在这个位置导一个圆弧过渡,它的值是 r 二, 它的值是二,然后十五负零点零二,它指这个弓箭零点四的一个平面度,零点四的一个光洁度,加工完以后它的一个厚度公差是 负零点零二,这是我们车窗加工中能用到的这几个数据的一个表达意思。我这样讲,你明白了吗?啊?这样回事啊,明白了,明白了。好,那我来给你看一下实际的这个产品, 你拿的这个图纸呢,就是我们这个实际产品,然后五十,他指的就是我们这一个弓箭的一个 内孔,是四十,然后在下面二十四点,在下面这个二十四正零点一,它指的就是这一个过孔,那刚才我们讲的这一个 c 角,它指的就是这个位置的一个 c 角, 然后 r 二呢?就是在这个位置啊,一个 r 的 一个过渡,那这个总高度十五负两条,他指的就是我们这个弓箭从这个面到这个面的一个高度啊,这样你就更直观和清晰的认识这一个图纸是怎么样加工和使用了。
1487G代码研究所 00:22查看AI文稿AI文稿
00:22查看AI文稿AI文稿孩子盼了好久的刀盾狗积木终于到了,整整八个款式,每只都带着搞怪的柴犬脸,超浓超吸睛,每一款都搭配有武器盾牌,细节感拉拉,零件设计也很走心, 难度刚好,孩子能自己动手就能完成,既能锻炼动手能力,又能培养专注力。拼好后摆上满满一排,可比玩游戏有意思多了。趁着六一,快给娃安排上吧!
47曦曦麻麻 00:22查看AI文稿AI文稿
00:22查看AI文稿AI文稿孩子盼了好久的刀盾狗积木终于到了,整整八个款式,每只都带着搞怪的柴犬脸,超浓超吸睛,每一款都搭配有武器盾牌,细节感拉满,零件设计也很走心,难度刚好,孩子能自己动手就能完成,既能锻炼动手 能力,又能培养专注力。拼好后摆上满满一排,可比玩游戏有意思多了,趁着六一,快给娃安排上吧!
67曦曦麻麻 12:00
12:00 09:02查看AI文稿AI文稿
09:02查看AI文稿AI文稿当你在加工中拿到这样的一款零件啊,只需要在零件的中间洗四个层头啊,你该选择什么样的方式去定位啊?那么我们当前呢选的是虎钳装甲啊, 我们来看把料给他放上去啊,把料给他放上去,也就是说中间这里只洗四个层头啊,像这样的定位 该怎么去做啊?普通的传统的定位方式啊,不太好做,那么今天呢,我们就使用一下刀棒定位 啊,刀棒定位特别适合当前这种工况啊,我们只需要在这边靠一个刀棒就可以了啊,可能很多人做了加工中心这么多年哎,还是不会使用这个刀棒定位程序。今天呢,我们通过这个视频啊,从头给大家讲到尾啊,全程都是干货。 首先我们先装一个刀棒。好,这个时候呢,我们找到一个刀柄啊,刀柄,我们这个时候找一个刀棒啊,我当前用的是十毫米的刀棒啊,也可以是八毫米的啊, 也可以是十二毫米的,都无所谓啊。这个时候呢,我们把刀棒反过来装啊,把刀棒反过来装进去。好,松开一点啊,把刀棒反过来给它装进去。 好,这个时候呢,我们的刀棒就已经安装完毕了啊,这个时候只需要拿扳手啊,找到扳手 轻轻的给他带一下就可以了啊,不要锁太死啊,轻轻的带一下就可以了。好,那么这个刀棒呢,我们就已经安装完成了啊,我们这时候这个时候啊,把这个刀棒给他放到这个机床上面去 好,这个时候呢,我们把刀棒已经装到机床上面去了啊,已经装到机床上面去了。好,那么弄完这一步呢,我们最好啊,在这里提醒一下大家啊,你最好呢把你的刀棒放到二十三号刀里面啊,这是不常用的刀号 啊,二十四号呢是分钟棒啊,二十三号呢就是我们当前使用的这个定位刀棒啊,把它放到我们的二十三现在,放完以后啊,放完以后,我们这个时候呢,调到这个手轮啊,调到这个手轮啊,通过手轮我们去移动一下这个刀棒啊,移动一下刀棒, 好,我们先动 x, 好, 往这边走,再动 y 轴,好,再动 z 轴 x z, 大 概把这个刀棒呢靠到这个零件的,嗯,中间位置啊,大概靠到中间位置好, z 轴再往下来一点,好,那么大概呢就是当前这个位置啊,当前大概就是这个位置啊, 也就说这个时候呢,我们只需要把零件啊弄过来,往这边一靠啊,这样一靠啊,再把零件锁紧 好,那么这个时候呢,我们就可以去加工了啊,那么现在呢,我们想的是每一次把这个弓箭 和刀棒都放在这个位置呢,我们这时候要对它进行一个程序编写啊,那这个时候呢,可以把这个点啊,当前刀棒这个点设为机械圆点啊,设为机械圆点, 我们把它抄入到这个坐标系里面去啊,把它抄入到一个不常用的坐标系啊,好,这时候呢,我们到坐标系界面啊,找到这个 o, f, s, s, e, t 啊,找到这里呢,我们找到弓箭坐标系,把当前这个点给它设为坐标系。弓箭坐标系的 g 五九啊,设到 g 五九里面去啊, g 五九 x 零测量, y 零 z 零 测量。好,那么当前呢这边啊,这个刀棒的这个当前这个这个点啊,他就是 x 零点, y 零点, z 零点啊,那么现在呢,我们把刀棒可以先给他抬起来啊,把刀棒先给他抬起来,原点返回 z 的 正方向啊, 然后在 y 的 正方向。好,现在呢,我们来开始编写这个刀棒程序啊,首先我们给他找到这个编辑啊,找到编辑好,我这里呢给他插入一个程序啊, o 一 二四五,好,插入 好,后边呢我们给一个分号插入。好,现在开始写到报程序啊,首先呢,我们希望他啊,第一步先给他把所有的代码取消掉啊,就是 g 四零, g 四九, g 八零, g 幺七分号插入。好,那么为什么叫加这一行啊?给大家解释一下啊,就是我们待会要把这个刀棒程序呢,放到我们加工程序的总开头,所以一定要有这个取消啊, 那么下一步呢,我希望我的刀具啊,不管在什么地方,他先抬到 z 零点,那就是 g 九幺, g 二八, z 零点,分号插入。 好,现在呢不管在什么位置,他只要走到这一步的时候啊,主轴都会抬起来,先抬起来啊,那么我们刀棒呢,是二十三号刀啊,我们还要进行一次换刀,因为我们加工完之后啊,最后一把刀一定不是刀棒,所以我们要把这个刀棒给它调出来,就 m 六 七二三分号插入好了,换二十三号刀。那么现在下一步就是什么呢? g 零 g 九零,读取我们的坐标系啊, g 五九, x 零点, y 零点分号插入。好,这个时候先把 x y 给它定位好,然后再去定位 z 轴啊,这个时候千万后面不能输一个 z 零点啊,不然是三轴联动的,容易撞击啊,好,在下一行输入一个 z 零点,分号 插入,好,到达这个位置以后,我们希望它停下来啊,希望它停下来,因为我们的刀零件呢,还没有靠上去啊,希望它停下来就是 m 零零,程序暂停。好,程序暂停以后呢,我们把料给它推上去,推上去以后啊,好,下一步就是 g 零啊, x 我 这边啊,我这边它是要往这个右边走啊,往右边走,所以是负啊。 x 负 二十点分号插入啊,那么这个呢,你就要根据你当前这个情况去定了啊,你可能是往左边走,那就是啊,往左边走呢,他就正往右边走,他就是负啊,我刀棒现在是在这个左手边啊,所以我往这边走啊,他就是负啊, 好, x 负二十啊,那么这时候呢,我们可以把它抬起来了啊,就是 g 九幺 g 二八 z 零点分号插入 g 九幺 g 二八 y 零点分号插入。好,这个时候啊,这个时候如果你下面就是总程序的话,那么我们直接在后面加一个 m 零一就可以了啊,分号插入啊,加一个 m 零一就可以了, 然后把你的加工程序放到这个 m 零一的下面啊,全部放到 m 零零下面啊,那么这时候呢,他就会先去执行啊,每一次都会先去执行这个 啊,刀棒定位程序啊,在这里有一个要提醒大家的是什么呢?当我们使用这个刀棒定位程序的时候啊,我们一定是先把零件拿下来啊,先把零件拿下来,先把刀棒呢放到这个位置以后,我们再去装夹啊,千万不能先把零件装上去啊,这样容易撞击啊。 好,那么我们现在程序已经写好了啊,程序已经写好了啊,我现在把这个先改一下吧,把它改成 m 三零啊, m 三零分号,然后切换啊,把它删除。好,我改成 m 三零了啊,因为我这个程序呢,后面我没连啊,如果你要连的话就把它改成 m 零一啊,把剩下的程序呢给它放到后面去就可以了啊,我们现在可以去执行这个程序了啊,好, 自动运行。好,我们开始执行啊,启动啊,启动好,往下来,往下来。 好,那么当前呢他就定位到这个位置了啊,当前他就定位到这个位置了啊,那么这时候呢,我们只需要把这个零件啊,把这个零件啊给他靠上去啊,给他靠上去, 靠上去之后呢再给他锁紧啊,锁紧之后啊,锁紧之后我们来看啊, m 零零现在暂停了啊, m 零零现在 暂停了,锁紧之后呢,我们再去按一下启动啊啊,好,退刀。
 06:52查看AI文稿AI文稿
06:52查看AI文稿AI文稿大家好,做我们的加工中心,调机定位不准是大忌,轻则零件偏位反攻,重则撞刀损机,特别是我们的新手朋友,很容易在这一步踩坑。今天就给大家分享一个超实用的基础技巧,刀棒定位, 不管方件还是原件都能快速定位,操作简单,精度还高,从准备到实操一步到位,看完今天的内容,让你上手就能操作,赶紧跟着学起来。 首先我们要找到一根合适大小以及长度的起刀,然后我们的刀具大小怎么去确定呢?就根据我们需要定位的产品来确定, 如果产品偏大,我们就可以找大一点的刀棒进行定位。我先找了一根八毫米的,然后装到我们的刀柄里面,把我们刀具后面这一截给他漏出来,要寻我们的定位使用。 然后呢我们要注意,我们在装刀具的时候,一定要保证有一段刀柄是可以夹持在我们的弹簧夹头里面的,不能夹着我们的刀刃,不能像这样夹着, 这样定位是定不准的,必须要保证我们有一段刀柄是夹在我们弹簧夹头里面的,然后这个长度就可以自己控制,根据产品来决定,然后就给他手拎紧,跟装刀一样的 把扳手给他锁紧。然后我们准备好我们的刀具,将来装在我们一个不常用的刀号上,比如我就装在二十四号刀, 装好以后,我们打开我们的手轮模式,然后拿到我们的手轮, 将它大概摇到我们需要定位的位置,这个位置怎么确定呢?你就可以拿到我们的弓箭,比如我做这个弓箭,我们就可以给它夹着靠在我们的定位上,炕在我们的刀棒上, 然后确定我们的位置,确定好以后,我们就按我们的坐标系键这个键, 然后给它放在一个我们不用的供电坐标系里面,比如我放在 g 五六,我就给它输入 x 零测量, y 零测量, z 零测量, 测量完了以后,我这里负了十个毫米的刀棒,我要给他抬起来抬十个毫米,然后点击加输入,然后执行,然后注意啊,我们刀片这里二十四号刀是不要给他任何补偿值的,不然他会累积到我们的刀具补偿里面, 就这样就可以了。然后我们确定好我们的高帮位置,以及输入好我们的公链坐标系以后,我们就可以考程序了,然后点我们的编辑键, 然后按我们的程序 pro 键我们拉,然后我们拉到最后,我习惯放在最后,当然放在前面也可以 输入 m 三零,点击搜索到我们程序最后了。我们先找到上一把刀的背刀的刀号,比如这里它是 t 一, 我们就给它改到我们定位刀棒的位置 t 二四,再到最后, 然后在这里输入 m 六 t 二四, t 一 m 零零, 先调出我们的刀棒,然后背下一把刀,它上面是 t 一, 我们给它背到这里来,然后暂停,然后再输入 g 零零, g 九零, g 五六 x 零 y 零, g 幺 g 九零, g 五六 z 零 f 八千点输入这一段的意思, 首先第一段就是我们的快速移动到我们 g 五六 x 零 y 零的位置,第二段我们以净给率的方式,八千净给率的方式移动到我们的 g 五六 z 零的位置,这样方便我们的检查, 就比如我们这里坐标给他输错了或者忘输了,我们这里就能及时的发现,待会给大家演示一下,然后继续输入 m 零零, g 九幺, g 二八, z 零点零,然后 g 二八 y 零点零,就是我们在这里 m 零零 跟我们回原点,这个中间要加一个,我们往我们弓箭反方向推刀的动作,我给他负十个毫米, 我们这个负十怎么确定呢?我们就可以用我们手轮左右摇一下,往哪个方向才是正确的,我们给它退十个毫米,防止刮伤我们的弓箭,给大家演示一下。好,我们先执行我们第一段, 我们先执行我们的第一段,换到我们的定位刀棒,再执行我们的第二段, 可以看到它快速移动到我们 g 五六 x 零 y 零的位置,我现在暂停了,然后大家注意看 它就走得很慢,往下降的时候,因为我这里净给倍率打到十的,它就会走得很慢,我打的越快,它就会移动的越快,像比如我们发现高度不对,我们就可以立即给它暂停,防止我们撞刀,弄巧成拙,然后慢慢地往下降, 好,它现在停住了,然后我们保证位置是正确的,我们下一键就可以把它改成 g 零零,然后把这个 f 八千删掉就可以了,然后现在我们就可以装我们的弓箭, 一只手给他靠着,保证我们这里没有间隙,然后另一只手锁我们的虎钳,锁好了以后,然后用扳手,然后一只手锁我们的虎钳,给他锁紧,再执行下一段,他就会向我们的,他就会向我们的弓箭的反方向退十个毫米,再抬刀, 大家看一下,看他退了十个毫米,然后抬刀, 然后退回好了,然后我们现在就确定我们的定位没有问题了,我们就可以到我们程序,最后把我们的 g 零幺改改成 g 零零, 然后把我们的 f 八千的镜给删掉,现在它就会以我们快速移动的方式进行定位。好了,刀棒定位的干货就给大家分享这么多,从准备到实操的每一步都是为了定位更加精准, 这也是我们机加工的核心要求。把今天的内容吃透,上手操作练一练,下次调机直接用起来。关注我,学习更多 cac 小 技巧,不迷路!
1784数控小饭 04:07查看AI文稿AI文稿
04:07查看AI文稿AI文稿将拼好的拼豆烫成双面,中间的一片,将刀柄预留的孔位上插入组装片, 最长的组装片装在中间位置,你跟我聊什么?足球,我们让在电影里看那种桥段我觉得很有意思,但是在什么时候大家就放下了这些,然后拿起一侧的小刀片对准孔组装上去。 比如说我自己也是特别喜欢的,我最早专门做研究的这个拉美的文化偶像,这个就是聂鲁达哈,他干脆再组装另一片南极去,而他并不是南美大陆的核心主体,但是他在那正比于说我们 这个狮子变成整个美洲大家共同的这样的一种师哥的这样的图腾。然后呢?你像和赛马蒂提到两个美洲就不同的时候,我觉得这些就另一代的知识问题,从二是这样刀柄就组装好了,再拿起刀头按照同样的步骤组装, 回答这样一个问题。然后我昨天就说就是魏然,他这个就是又重新处理了一些这个材料和重新关注了一些这个理论的最新的一些表达,就我觉得他在这本书的序言,就首册的书的序言,他做了就是很好的这种补充。 我刚才听到这个足球的故事,给大家做一个小一个小典故吧,就是在这个加利亚诺口的记忆的这个书当中,它是一个又一次,是以爱情小说和海盗小说的方式写,来自美国二十世纪里面,我记得应该是费利,他有一次阿根廷踢球的时候,又一次站在阿根, 对,但是他这次没有跟自己队友去狂欢啊,或者是庆祝,就是巴西打败了阿根廷,对,他,但是人在阿根廷,在布雷西亚利斯,然后他到了这个,这样刀头也组装好了,下面开始组装衔接片,找到这种形状的小零件, 拿出剪刀将两边各剪一半, 他说他特别强烈感到自己是一个拉丁美洲人,那这种联系四个零件都要剪。 将剪好的零件安装到衔接片上,然后找到自己的发展路径,挑战原来的发展模式。这样的国家是拉丁美洲国家中,那好说,如果日本能完成这样的一个转变,那日本也能成为 不好安装的。可以先用镊子将衔接片上的孔撑大一点, 将正方形垫片安装上衔接片,将垫片穿过刀柄的大正方形孔洞,再将另一片衔接片和垫片装上, 将另一对衔接片装上。 我有一段时间是在真的是在国际研究环境的这个研究国际问题的这样的一个学者群体当中去对话,我就发现我们的这个学者群体当中有一套很完美的身体型,他来自这个欧美的经济学训练和国际的训练,有一套 按照同样的方法装上刀片,爪刀就完成了。
56西小瓜







猜你喜欢
- 6.6万时姬娘娘