熔胶参数设置
熔胶的压力速度被压设定你两段,第一段压力大一点,速度快一点,被压也大一点,距离五十五。 第二段的压力小一点,过慢一点,背压小一点。位置六十二。这样可以让他的主料位置准确一点,看一下主料的位置。六十二社交起点六十六点八,六十六点九是比较稳定的。

粉丝1.5万获赞6.8万
相关视频
 01:59
01:59 01:19
01:19 00:08
00:08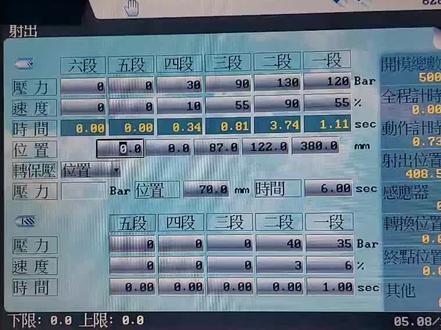 01:34查看AI文稿AI文稿
01:34查看AI文稿AI文稿社交和位置和熔胶位置有什么关系?他们到底有什么关联哈?呃,有很多兄兄弟啊,私信我问我这个问题,那今天呢,我将以视频的方式来统一回复大家,到底社交位置和熔胶位置是什么关系啊?首先我们来看啊, 首先我们要知道我们当前溶胶位置是四百毫米啊,是四百毫米的位置,那加上我们松退啊,松退的位置是八毫米,那我们熔完呢,就是四百零八毫米,大家看一下,这里是实际的位置,当前实际的位置。 ok, 当我们了解这些东西以后, 我们来看一下我们的色粗,我们色粗一段的起点就是我们的溶胶的溶胶加松退的位置,要记住哈, 要记住,那我们我们溶胶一段的起点呢?我们溶胶一段的起点呢?就是我们社交终点的位置。社交终点是什么意思?之前之前的视频有跟大家讲解过哈,就是我们产品打饱满,打好以后,我们螺杆最终射到了哪里哈, 假设你社交终点是十,那我溶胶第一段就是从十溶到二十哈,啊,就是这样去理解的哈,就是这样去理解的,这样说不知道你明白了没有?兄弟们 好,那关于社交和熔交位置的关系呢?我们今天就说到这里啊,关注我,学习更多住宿知识,关注我,不吃亏,下节我们再会。
1036注塑王安杰 00:50查看AI文稿AI文稿
00:50查看AI文稿AI文稿你看这个溶胶,因为现在咱们这个产品他要赶周期,所以用的很快。按照正常来说,这里应该慢一点,起步慢一点,到结束的时候也要慢一点。按照正常来说,给他一定的距离,让他缓冲, 是这样的哈,其他就没有了。你像这个顶针,顶针,当前你做这个产品,咱是用不到的。用不到顶针顶针也是一个道理,只是说产品开了膜以后,他会把产品顶出来,当前这个是不用吧,咱用不到这个功能。你现在要了解的就是一个温度,一个开合膜, 一个溶胶,一个社交,你把这些东西了解好,那基本上就没什么问题了。当你这些东西你理解透了以后,这个顶针你自己就会了,自己就会设定,就会弄了。这很简单。暂时我先不给你讲了。我们还要了解一个什么呢?就是这个数据。
591注塑王安杰 03:23查看AI文稿AI文稿
03:23查看AI文稿AI文稿哈喽,大家好。嗯,我们今天呢讲一下这个脱模的参数如何设定啊,我们来看一下页面,接下来,然后,嗯,五, f 五啊,我们按一下 f 五就得到脱模的页面, 然后我们把这上面的参数全部清零啊,清零以后我们重新设一个参数给你们做参考, 全部清零啊,清零了,我们重新设置,对,清零,然后清零,对,然后再脱模方式,他有定次,不用震动啊,停留,他有几种脱模方式,咱们这里用定次啊, 然后呢?你脱模次数用一次,然后这位置打四十五,然后这里四十啊,一段四十, 然后下面压力第一段压力三十,第二段也是一样的三十, 速度是二十啊,第二段是二十,然后脱模退,咱们也是一样的三十、三十、二十、 二十。好,这样参数我们就设定好了,然后这下面是脱模延时啊,脱模进的时候的一个延迟时间,然后你试了以后,他就脱模的时候他要停留一秒成,然后这边是脱模退啊,脱模退的一个延时, 你可以射,也可以不射,关键是看你需不需要用啊,如果不需要用就不用射,咱们这里用不到咱们就射零就不用,然后 脱模退一样的色灵啊,这样呢,脱模的时候他就不会有延迟啊,然后接下来我们脱模看一下,看一下咱们的顶针挺出来能不能退回去啊?好,脱再来。好, 可以啊,咱们设置参数可以,咱们把那个位置加大,你看位置加长以后,顶针 顶针位置过长啊,他就导致脱模出来以后就退不回去,所以咱们的位置注意过长啊, 再把位置打回来,我们打到四十五,然后这里第一段咱们不用了,第一段全部清理啊,第一段清理,这边也是第一段全部清理,咱们就用二段啊, 就用二段来进行一个脱模,看一下能不能脱啊,这样可以看,脱起来挺顺畅的啊,二段挺好用的,我就用二, 然后脱模次数,我这里用的是脱模,两次啊,我就试了两次,咱们关门把门关上,然后红膜啊,红膜呢?损掉色料,咱们继续开起来看一下啊, 然后招财进啊,一样的招财进,然后把这个行程开关,把它弄起来,螺丝拧紧啊,然后把伴奏弄好,关门搞起来,产品拿出来看一下, ok, 这样不就好了啊?这就是一个脱模,然后接下,接下来咱们关门啊,全自动,咱们看一下参数啊, 水面的一个参数形成,然后开模看一下他脱模方式,两次看两次,两次掉下来了,我这里这样产品就好了啊,做出来就行了,我这里演示的脱模参数仅供你们参考。好。
723小刘注塑(收学员) 00:35查看AI文稿AI文稿
00:35查看AI文稿AI文稿pld 呢?大家听起来都觉得他很难,其实呢,掌握了一下口诀呢,就非常的简单了,参数整定,找追加,从小到大顺序查,先是比例后积分,最后再把微分加取 线震荡很频繁,比例镀盘要放大,曲线漂浮绕大弯。比例镀盘往小搬,曲线偏离回复慢,积分时间往下降,曲线波动周期长, 一分时间再加长,曲线变大频率快。先把微分降下来,洞察打来过动慢,微分时间应加长,飞向曲线,两个波前勾后敌四比一,你看二调多分析,调整质量不会低。若要反应增快,增大屁减小哀。若要反应减慢,减小屁增大癌。
7620佳途工控 04:42查看AI文稿AI文稿
04:42查看AI文稿AI文稿大家好,我们今天呢来讲一下 f 二的魔咒的参数,魔咒参数呢该如何进行设定? 开模形成表示模具开总形成,具体需要结合产品是全自动或者是半自动来进行设定。住宿开合模参数的设定, 在开合膜参数设定中,需要先考虑机台是否有抖动,模具是否安全等参数的设定呢,先考虑机台整动模具安全,产品品质、效率。 开合模参数的设定过程中需要有如视频中页面的关键参数,手动合模时,当动模与镜模面 接触时,确认摩座实际位置加零点一就是高压的位置。低压压力如何设定?低压的作用是保护模具,压力从零开始慢慢增加, 确保模具能正常合模即可。高压位置,低压压力,高压压力,如视频中所展示的为开合模通用原则,为什么开模过程中第一段需要慢,是为了防止开模过程中产品拉伤。 开模过程中第二段需要快,是为了节省成型周期。开模过程中第五段也是最后一段需要慢,防止机台在开模终点时发生抖动。合模过程中第一段选择慢, 禁止启动时,如果过快的速度,速速机会抖动,中间的这一段我们选择快,这样呢,可以节省我们的成型的一个周期。薄膜的一个通用原则,慢快慢开模的通用原则, 慢快慢开,合模的压力是提供住宿机的动力达到我们想要的一个速度。合模低压,低压的作用是保护模具压力从零开始慢慢的增加, 确保模具能正常合模。合模低压位置,当我们手动合模时,当产品在模具内未取出的状态,我们看一下模做的位置,就是低压的位置合模高压位置,手动合模 时,当我们动膜与禁摩接触时,确认摩座实际位置加零点一就是高压位置合模高压,如果我们的高压压力不够,就会导致锁膜力不够,造成产品飞边。高压值一般在 百分之七十到百分之八十和磨高压速度,正常情况下选用百分之二十到百分之三十开磨一段,如果速度过快的话, 会导致产品表面拉伤,特别是产品有滑块抽芯的时候,如果开模一段速度过快的情况下会造成产品拉裂。我们来看导柱和滑块,斜导柱呢?快接触 到滑块时,我们看一下摩座位置,假设为一百四,那我们就需要分段开摩,总形成到一百四。一百四位置后,我们需要将合模压力和速度降下来,避免强行的冲击导致 结导致断裂。在产品生产过程中出现异常,咱们以下有几点 来分析,合不了膜,检查冻膜与禁膜上面是否有异物,第二检查滑块是否缺油,第三 检查导致是否缺油,是否有拉伤的痕迹,第四魔温是否异常过高。参数设定了完毕,接下来关门和膜储料设出好 坐台,进啊,慢慢进,然后形成开关,然后半自动 关门,好把产品揭出来看一下产品啊,这样产品可以好一抹搞定啊,我们参数都没动好,产品分框子全自动关门, 这这期呢,我们就做到这里,然后呢下一期我们再来做,根据你们的需求来进行拍摄好。
1515小刘注塑(收学员) 01:05查看AI文稿AI文稿
01:05查看AI文稿AI文稿核酸四伏驱动基本参数预设置 img, 进入 p 零点零零选项, is 线进入方向设置 is 线确认参数 通过上键高整至 p 零点零。三、 is 线进入刚性设置, 通过上下键调整参数,数字越大刚性越大, is 线确认参数通过上键调整至 p 零点零。八、 is 线进入周脉冲设置,默认参数为一万,通过左键移动光标,通过上下键调整参数, is 线确认参数。 参数设置完成后,切断电源, 直至屏幕完全熄灭后再次接通电源, 新参数生效设置完成。核酸四伏驱动常用基本参数。
822模切世界 01:27查看AI文稿AI文稿
01:27查看AI文稿AI文稿溶胶呢,我们是靠着这个溶胶马达,溶胶马达在就是油泵有有流量过来的时候,造成这个旋转的力呢,带动我们这个螺杆在那个料桶里面呢旋转,在旋转的时候呢, 大家都知道哈,我们的浇料是从这个料斗里面进去,然后下来以后进入喂料区,再经过压缩断码,再 经过计量段,计量段以后呢,当我们在正常的生产的时候呢,我们前面是顶的模具的,你顶的模具以后呢,我们在溶胶的时候会怎么样?就是说这个前面的胶他在理论上是不会漏掉的,因为他靠溶胶马达的力呢,他慢慢的旋转, 旋转的料就往前面走,反推的这个螺杆往后推,然后呢理论上我们是没有什么力量,对不对?但是呢我们大家都知道我们这里有一个什么, 这里有个社交油缸对不对?社交油缸大家看到没有?往这边进油的时候就是这边在进油,往这边回油的话,那我们就是走的社交动作,对吧?当我们呢要这个注注塑机产生被压的时候呢,我们怎么去做呢? 就是把这个接送回油,没有关系,然后呢这个东西他不是接回油的吗?回油的时候呢,我们等一下,就在我们那个桌子上,我们有一个被压法, 他那个变压法是是什么原理呢?实际上也很简单哈,他就像一个一流法水龙头那样的调整,然后把这个压力憋的这个里面,让他回来的阻力呢大一些,然后产生的变压。
1570拓斯达科技 00:38查看AI文稿AI文稿
00:38查看AI文稿AI文稿如果我们遇到对溶解损耗要求比较高的情况下,可以把溶解模式设置为 sm 杠 sm, 尽量不要选择 auto 自动模式,然后把切割角度限制设置为一度电机棒的话建议不要超过五千新, 如果溶解多模的话就设置为 mm 杠 mm。
3369左手刀杰锅 00:51查看AI文稿AI文稿
00:51查看AI文稿AI文稿上一期我们讲了 exp 曲线怎么设置,这期我们来讲一下另外一个影响画面顺滑的因素,那就是灵敏度设置。 首先我们还是进入高级设置的界面,在 exp 的下面有一个灵敏度,我们点击进入,他的第一个叫做姿态,数值越高无人机就越暴躁,稍微推一下杆他就会窜出去,数值越低他就会越温柔, 推杆的时候速度会慢慢往上提,所以建议在三十左右。第二个刹车就是你在放开摇杆的时候,他回到悬停状态的速度,这个肯定高一点的好,可以在一百五十左右防止撞到障碍物。 第三个编法形成,你可以理解成摇头的速度,数值越高摇头越快,数值越低摇头就越慢,这个我建议是设置成七十。
6868大疆无人机(1933店) 04:29查看AI文稿AI文稿
04:29查看AI文稿AI文稿我们选择好储胶量之后呢,我们就开始设置参数,一开始的话你随便设置一个 参数就可以了,然后你压力的话,比如讲这个射出的一个压力,他是最大值是一百四,一百四十在这里,这里啊,这里 你可以设置到一百或者是一百二都可以。呃,这个油压机的话,就是你看不到他实际需要的一个风的压力, 但是我们要凭个人的一个经验来设置啊,然后我们可以设定九十或者是一百一百一都可以的。好,一开始啊这三个压力一样也行,然后的话你开始 设置这个速度,速度的话单位是百分比,我们可以调到啊,这个机台的百分之五十或者是六十都可以,我们取中啊,然后的话就是我们,呃,这是保押转换的切换的这个 位置,然后你可以开始切换到三十八啊,三十八,三十八的一个 存三十八的胶量啊,往二十一这里切,你这个位置的话,保压枪位置可以先设置到二十五或者是三十都行,你看走胶板他能走多少 销量。如果说你嫌呃调剂的速度太慢的话,你可以根据个人的一个经验可以设到十五也行, 上到十五的这个位置,十五的位置之后,你看你打出来的产品是一个什么样的啊?是一个什么样的。 呃,然后如果说设置到十五的话,你设这个产品达到百分之九十五左右的话,你就可以转换到保押了, 但是说你这个是设定的设出的时间,实际的时间要比你设定的这个时间要短是对的,如果说你切换到十五,你的设出时间是六秒,说明你这个切换位置是有问题的,是有问题的啊, 也就是说我们切换的太小了,就是太朝下了啊,太薄了,所以说影响到这个 射出的一个时间了,我们来看一下实际的射出的时间是多少秒。 呃,实际转保压的一个时间啊,是在这里他用了是一点零四秒,一点零四秒左右,这是他实际的设出的一个时间啊。 嗯,我们再来看一下我们这里,我们就开始啊,十五的位就是我们这个设定的保安设出的时间是 ok 的,是对的,没有问题的啊。我们然后 这个十五的位置也是射到百分之九十五左右了,我们开始进入保压,保压的,他这个第一段的保压的压力为什么会十五呢?就是因为这个料流动性比较 要好,如果说这是油压机,如果说我们直接切换到啊,射压的百分之六十或者是八十的话,这个产品会出现毛边的,所以说他会把第一段的 宝鸭的这个鸭子调的很小很小的话,就是说相对来讲给他个冷却的时间,让啊贴贴紧前后膜的啊,这个塑胶形成一个厚厚的凝固层, 凝固层啊,然后用第二段的宝压去充钱的,充钱的啊,这个第二段还是有 作用的啊,如果说没有作用的话,就是他这个射出的终点,他不会降下来,降到八点五左右啊,降了大概一半百分之 四十那样的啊,我们设定啊,我们设定的千万点是十五啊,最终保押保完之后,剩余的销量是八点五,再到这个机台的炮筒内啊啊,今天我们就讲到这里啊。
692我爱中国! 13:33
13:33


猜你喜欢
- 7.6万豪牛村村长