orca slicer使用教程
粉丝1获赞16
相关视频
 02:49查看AI文稿AI文稿
02:49查看AI文稿AI文稿最近很多小伙伴问 alka slicer 的一些基础问题,我觉得有必要做一期这个零基础的,然后带着大家一起来熟悉一下这个切片软件。 alka slicer 现在已经是一点九零的正式版本了,安装好以后呢, 怎么样让他英文显示中文界面向下的一个箭头,你也可以按 ctrl p 这个属性的第一项语言里边显示简体, 然后他就会重新构建,然后重新启动进入程序,这时候就显示中文了。那第二个知识点呢,就是我们怎么样进行打印机的安装,在打印机这个里边后面有一个小的齿轮一样的,点击完以后你可以 在这里边就可以看到选择打印机。有的小伙伴们就在问 ocar cici 支持哪些打印机?实际上他如果是支持标准的机扣的文件,这个打印机都可以支持,只是在这里面他有可能已经进行了预设, 有的打印机就没有这个预设文件,包括像啊两个数的 sp 五颗粒,不是版本的都是支持的启航的机器,他不仅仅支持这两个机型啊,他只是这两个机型给他的预设文件进行了提前的配置, 如此而已。如果说这里边没你的文件,那你可以选择马林的固件或者是克列布的固件,你选择这样一个以后,你自己来自定义也是可以的选择,比如说选择我这二点四 三百,然后喷嘴,一般是标准的零点四喷嘴,点击确定左侧,他就有二点四的这些配置, 那个我们已经把打印机预设设置好了,那还有一个选项就是设备这一项,我们怎么样连接我们的打印机呢?通过 wifi 来控制你的这个打印机,我们点击 这个选项的后面这一项,连接这一项,我们一般情况下连接的是 clever, 点击以后,然后把你的主机的地址填写进去, 进行一个测试,可以看到就已经成功连接到了。连到以后,在设备这个选项里边,我们就可以通过 clip 这个页面对打印机进行控制了, 所以说他就非常方便,不需要再开另外一个网页了。打印机的设置的一些详细的选项以及耗材思工艺的选项,我们将在下一个视频里进行阐述,也欢迎大家关注三连,感谢感谢!
307一言智造 02:23374阿文菌
02:23374阿文菌 01:54
01:54 02:06查看AI文稿AI文稿
02:06查看AI文稿AI文稿今天打印了一个小药盒,我们可以借此机会来说下 ok 中可变层高的实际应用。这个药盒是有一个螺纹结构,因为螺纹结构是斜着的,所以需要一个比较小的层高材,可以拧起来比较顺滑。这个模型的作者也标注了层高需要零点一五, 我们设置为零点一五来切下片, 可以看到在零点一五层高下耗时是一个多小时,这个时间是比较长的,下面我们开启下可变层高看一下。首先呢选中模型,点击工具栏中的可变层高,然后点击自适应, 注意哈,这时候会在窗口的右侧显示出一个层高的展示图,把鼠标放在上面就可以看到每层的层高数值。 我们可以看到在螺旋部分呢,默认参数设置的是零点二左右,在螺旋的切入点层高最低到了零点零八,这可以保证我们能顺利拧入盖子。瓶身部分呢,这是零点三左右的层高,可以保证更快的打印。如果你对这个结果不满意, 可以手动调节自适应右侧的滑块来加强细节,或者是加快打印速度。 另外在右侧的指示图上点击左键可以缩小鼠标所在位置的层高,右键点击则是增大层高,下方的平滑模式则是让层高的变化更加的柔和, 大家也可以尝试一下最下方的重置按钮则是取消可变层高的操作。一般情况下我们保证默认参数便可以获 得比较好的效果。我们执行下切片操作看下结果,现在只需要三十九分钟便可以完成打印,而且也能够保证盖子的顺利拧入,最后我们看下打印好的成品吧,拧入也很丝滑,大家快去尝试一下吧!
64大马 01:20
01:20 02:43查看AI文稿AI文稿
02:43查看AI文稿AI文稿今天用 orcasizer 软件进行切片,它的分盘功能可以帮助我们对不同材料或者颜色的拼装模型进行切片管理。 yeah! 为了方便给模型填色,我们这里会先给需要上色的地方比涂一些浮土, 这样可以能够让颜料更好的进行附着,同时也可以防止颜料外溢。 涂涂完成,接下来我们就可以进行涂色了。这次我选择用金色的丙烯马克笔对他的关节还有项链的部分进行涂色。 涂色完成最后就需要安装,严禁玩手机,我们用胶水把他的关节进行粘贴。这个模型还是比较简单的, 详细过程我就不介绍了,就是下班的时候手机绝对不能离开身边,要随时准备接受工作安排,明早就要的 ppt, 晚上不睡觉也要做出来。 第三点啊,就是要尽量啊,减少使用食堂和烫手的时间啊,活动最好不要进入食堂。 你不许我幸运就不要点赞 好了。
4甘露 03:15查看AI文稿AI文稿
03:15查看AI文稿AI文稿今天呢咱们继续 oracas laser, 我们这次先看一下这个编号设置,那上面有这个语言的选项,当然大家选中文的多一些了啊。同步用户预设,建议大家勾上,因为这样你的这个用户文件可以进行同步,建议大家建立一个这样一个账号,然后同步你的数据 更新版本的时候,你原来预设文件不会丢失。晋级项目的最大数量,你这个可以设很高对吧?我设高一点,设五十开发者模式,勾上跳过 m 四黑名单检查,这个也勾上。 下面我们来讲一下这个关于打印机的设置选项。下面机库的风格,机库风格一般情况下是比如说呃马铃或者 clever, 这其他的都不需要修改啊,都不需要修改这个挤出机避让空间,当你一件一件打的时候,就是挨个打这个键的时候,然后这个空间挤出来,防止碰到你的 打印好的,那有比如说有喷嘴类型啊,然后包括这个辅助,冷天工院仓温控制,这些都根据你的实际情况进行设置。 这里边有一个需要讲一下的,就是起始接触的是什么概念呢?就是我们需要预定,先设置好这个向你的打印机传送打印温度的这些数数据, 后面是设定几出头的温度,设置热床的温度,这个可能需要一个单开门的一个视频去讲,所以我们就不做更多的这个坠树了,如果有兴趣的话,我再录一期视频。 脊柱肌主要是喷对直径摸着都是零点四,你若更新零点二的话,你需要把这个进行设置,那这里边的有个重要数据就是回抽,回抽这一项一般情况下是在进行脊柱肌零点八,一点零 点二都有,就是零点八就可以了。回收速度一般三十三十五都有移动能力,这个里边有一个,为什么我的预估的时间和打印的时间差别特别大,其实这有三个速度,第一个速度就是打印机的移动能力,这里边 我建议大家把媳妇进入到机扣的这个去掉,不要这项,这个其实因为还有两个速度限制,这里边勾要以后你的预估的就相对来讲可能会靠谱一些。耗材思这里边设定有几个比较重要的值,一个是这个流量比例,专门的校准教程讲这个话题有温度, 喷嘴和热床的温度啊,一般情况下喷嘴这个温度一般在一百九十到两百二两百一之间,这是 p l i, 那 床温一般是在五十五到六十五之间,那冷却冷却这里边有一个就是 pl, 对 pl 来说最好第一层, pte 也一样啊,最好第一层或第二层 他的关闭冷却,你可以在第二层满宿或第三层满宿都是可以的,这个降低打因素,得到更好的冷却,打那些尖的时候对吧?你这个 速度不慢的话,他就无法进行冷却,然后他形成不了型参数覆盖,参数覆盖的原因是因为刚才讲在打印机里边有这个会出的选项,但是 因为你 pi 或者 ptg 他的这个设置是不一样的,就是打印机耗材这部分就加满了。也欢迎大家关注三连,感谢感谢!
132一言智造 10:34查看AI文稿AI文稿
10:34查看AI文稿AI文稿哈喽,这里是承诺到我是大师哥,今天我们说一下的是这个双料之城, 可以看一下这个是刚打印完的一个双料支撑,呃, p l a 和 p e t g, 主体是 p e t g, 然后支撑是局部是 p l a, 可以给大家看一下 这个这样子拨起来就非常方便,主要是双料支撑,一个优势就是好拆支撑,然后整个支撑面会比较平整,那平整这边我平整是次要,主要是为了一个支撑方便,因为我们拆这种支撑的时候,他有这种小勾,就里面 凹进去的会非常难拆, 这拆起来就非常的方便,就整个就拆下来了,这种里面扣一下就扣出来了。 之前有一个打印的不是双料支撑,然后又是大面积的这一种不规则的一个形状,导致这个支撑很难拆,然后可以看一下他这一我这一个的平整度, 平整度也是相当的一不错的。好,这是其中一个,这是另外一个,像这款为什么我也要用塑料针,因为这个这个点这里涂掉给大家看一下, 这里面是很难去拆到的一个点,如果是用普通的支撑,我会很难拆啊,你看直接拆下,把底部的已经直接拆下来了,那剩余的就是这几个比较简单的, 像这种有些小洞啊什么的会很难拆,如果不是他的支撑直接撑在里面 就几乎是拆不下来,因为工具不好进去,那如果如果有合适的工具话倒是可以,那有时候实在拆不下,那我只能说把这个先戳破, 然后这个双料支撑的一些基本设置参数,会动画会在视频里讲一下去怎么去设置, 然后还有的注意点,呃,双料支撑,有的注意点就是材料的一个膨胀系数的一个问题,会导致可能你的模型主料会粘不上。 以这个模型为例,你看这一层是接触面,然后它这一层 p l a 给它支撑的时候,导致它和原本的 p t g 和 p t g 连接的时候可能间隙比较大,拆的时候就比较容易断,这个是一点。那其他的问题的话,还有的就是 p l a 在 那个 p t d 上面去打印的时候相对不容易粘,所以会导致出现一个什么问题,就是可能连接的时候连接的会跑线,那可能需要降低点速度啊,什么或者各种方法,那其他的问题都没 全 p t 支撑打印的,因为实在是拆不动了,所以只拆了一半,嗯,这个实在是很难拆, 因为这是用他的默认一个参数去打的,可能他的层层高调的比较低,所以粘的比较紧,因为他是个大面积,所以压的会比较实,我爸爸刚才也看见了,这个区别拆起来很很大,可能多花的时间在拆支撑上面,很省下来的。 然后给大家先讲解一下这个文件怎么去看,那这个文件我先去把支撑给去掉,因为我们看一个文件是否需要加支撑,建议还是先不先看一下这个文件有哪些地方是镂空的,这样子便于我们之后去观察,看 看一下走线类型。那这样子我们可以看得到他其实有很多一个悬锤的位置,真正的落脚的只有这边上的一条线,剩余的地方全都是镂空的,那其实他整个支撑面会很大, 所以它粘的就会很紧。那像这种凹槽的地方,它距离短,但实际上我们可以不需不需要一个支撑,那如果默认的话,它肯定会自动选上这一块地方。 那像这里其实也可以不要,但是他这里有条线,那其实这里是要需要加一点的,还有这个地方 就这条线他可能会掉下来,那所以这里到时候还是要给他加上其他地方就全部填上就行,就这里不要,那我们先把一个 个支撑给绘制好啊,这里已经绘制过了,我把它擦除掉, 我们这边选紧实、垂紧、旋垂,然后填充,这样子是比较快的。大面积铺上一个支撑需求的地方, 那剩余的地方就只剩这里了,那我们直接换个手绘就行了,加粗笔,那这样画一下就好了,这整个只剩就画完了。 那也有人说这里会有,那我们看一下一个切片效果,可以看得到这里的一个蓝色线断断续续的,所以基本上可以无视掉。 那现在我们要有支撑的地方基本上就全部有了,我们看一下一个效果,开启 支撑,这样就 ok 了。那我们在准备里面再改,我们主要改的是这一个主体和界面, 界面是什么?就是支撑你的支撑和它的一个接触面,叫界面,那我们用采用是 p l a 这样子它的粘接性不会这么强,可以让它比较接近的去。呃,贴在一起,而且比较平一点。 那主主体是什么?主体就是上面那种网网状, 那下来这绿色的就是主体,深绿色的这个是界面,我们可以从耗材视频看到红色,这里就是一个界面,那我这边因为选的是红色材料,所以用的是红色的,那我们继续看 the 顶部 类距离这个东西怎么说呢?很多人会习惯成改成零,因为它本身不粘零的话,的确平面效果会比较好,但是我喜欢预留一点点, 突然这块地方连接,如果 p l a, 比如说他这边比较高,或者是膨胀,膨胀的比较厉害,你一点缝隙都没给他留,他可能这里的陈年会比较差,就黏不住, 就拉过来,距离偏高了,那导致他这一层就会掉,所以建议这里是多留一点,那底部的话随意吧,这个看具体情况, 那其他我基本上没怎么去改变。然后还有这顶部的接触面线距这个很重要,这个东西你平不平很重要。我这边改成一给大家先看一下这个,你看线距就大了,那你拉出来的线就肯定会有一点点 不平整,你限制越大,他越不平整。所以这里我个人建议直接改成零,密度又高,填充方式看自己喜欢吧。然后这边建议还是使用 层数,建议使用两层。为什么?如果只有一层的话,万一跑偏了,就比如说这里红色是两层,那如果说一层一层,这里没黏住,这里被跑偏了一点,那第二层还能补上,如果只有一层的话,跑偏的话,那你补上可能就彻底黏在一起了,就就这就比较头疼了。 那其他我基本上都是没有去改动它,主要就是这几点。然后我们看一下第二个模型的这一个的也是一样,那其实就这么几点,然后主要难点是在这里,因为它这个是整着一个旋垂的, 所以会导致你做普通的一个支撑的话,他会把里面填死,你就拖不动。所以这边我是使用了一个竖形的,这里使用着竖形的, 然后记得这里设置的时候你不要选用缺审,缺审就是按根据实际来,这样子的话,嗯,换次换掉次数的确少了,但是你的支支,哼,很有可能会半路垮掉,所以建议是 p t t 和 p l a 选好了再再找 这里。我下面是让它直接接过去,然后直接用 p 七 p l a 去接这个拍,这样子就比较好拆。那缺点就是如果用了竖琴这个底部,就这里就比较拉 快一点,但是打印出来没什么问题,那也就这样吧。那要灵活运用,如果像打印这种东西就灵活运用你的支撑,实实际的支撑种类,那其他设置基本上就 跟之前一样,这边可以零,也可以他这一个,呃,因为没有那种小件,所以所以我这边就没有用,用到零点零五这个值,这个零点零五也是根据实际的一个情况来, 那像这种他大面积的,那他是零的话,他铺过去他这一只整个面他也不会差太多,基本上不会掉,所以就直接这么上了。那这里我只选用了一层,没有选用两层,个人建议是这里改成两层,最后再给大家对比一下吧。 正常打印他是三个小时十五分钟,差不多多了,四十五分钟到五十分钟,三个小时零二分钟,那他就是换料的时间多出来了。那我觉得 这四十几分钟对于我而言,这种比较难拆的支撑啊、模型啊什么的还是值得的。呃,不然的话那个支撑我拆拆可能也要拆二十几分钟,会比较难拆。 看具体的一个使用环境,然后你们根据自己的一个需求去设置这一个。嗯,今天就全部结束了,大家记得点赞关注。
117橙豆造物ing 06:42查看AI文稿AI文稿
06:42查看AI文稿AI文稿各位大家好啊,今天我们来说一下这个 alcohol slicer 切片器的新增的一个功能,它现在是更新到二点零的 beta 版本。呃,这应该是四五天前更新的。呃,我们来看一下它这个 get up 上 啊,这是他这个 github, 然后他这有一个说明更新的说明,呃,这些是他新增的一个功能啊,就是这个接缝处的优化啊,他把一个一个接缝拆成了两个,然后这样的话他这个接缝就不是这么明,不是太明显了,下面是一个小面积的流量补偿,提升打印效果 啊。再往下重点就是我们说一下这个自身网床,之前呢自身网床我们是用一个相当于一个插件来实现的,就是这个啊,就是这个插件这插件来实现的。那现在呢?他这个切片 软件呢?啊,内置了这个自适应的功能,今天我们就是来看一下他怎么用啊?他这是这是这个颗粒泡的,我们把它还原一下啊,这是颗粒泡的,然后他这有一段这个折扣的。呃,就是给这个拜的妹传一些参数啊,把这个参数传给他 啊,他这个是让你放到切片软件的。呃,那个 j 扣的里边的,我们看一下啊,打开这个切片软件。 呃,这个这个地方是我的打印机,然后点击后面那个配置,然后点开这个打印机 jacod, 然后在这个打印机七十 jacod 里边。 呃,他的意思是粘到这个地方,粘到这个地方来做,但是因为我们一般的打印开始都会有一段自己写的接口的啊,比如说画线呀、调频呀啊、网传啊这些一系列的这种。呃定义,我们一般是在 这个可力派的配置文件中去做定义的,在这个位置不是特别方便啊,所以我就把它改了一下,通过参数的形式传给可力派。然后还是在我们可力派里边啊,来做这个自适应网创的功能 啊,首先呢就是这里边是一些参数啊,啊上我们看一下,这个看的不太好看,我们换一个软件来看啊,用这个 nsco 的来看一下啊,上面这些不用管啊,上面这些是我之前就做过的,就是把一些呃 漆面软件里的这些温度,还有这个网床的温度啊传给我们的颗粒牌来使用。下面这几个是新增的相当于这个网床的最小的点,最大的点,还有一些呃计算差值的方式,还有他的调频的呃点位吧,这些都是漆面软件 给我们计算好的,然后传给这个参数之后呢,我们在我们的,我们打开这个颗粒盘啊,这个配置文件中啊进行接收 啊,这个位置啊,这个位置,上面这些都是我们呃之前用的一些这种代码,就是比如说啊卸载网床呀,进行归零呀,然后加热热床之类的,这些可以自己看一下,然后这个地方是调平啊,这个位置是我们家的自使用网床的功能。 首先呢我对这个参数进行了一个判断,他如果在切片软件中传递了这个参数呢,我们就走这个自视网床,如果没有的话,那就是全局网床的功能, 这个 m 幺幺七是向屏幕发送一段文字啊,告诉我他现在是自身网床的一个状态,下面这个就是全局的网床一个状态,然后这个地方 是一个命令,然后面会跟上他的一些参数,这些参数呢我是从这个里面取到的啊,就是一定要是从我们的切片软件的那个地方传递之后,他这才能接收到, 这样呢他就能相当于只在我们的呃要打印的模型的地方进行一个网床的探测,大家可以看一下,比如说啊,我这个模型只放到这个位置啊,只放到这个位置,那他进行切片的时候,然后他的这个网床啊就只会探测这个地方 啊,我们现在来试一下啊,然后把这个发送到打印机 啊,现在是一个归位的操作,那这个时候呢是进行了一个计数器的预热,我预热到一百五十度,这样的话材料可以软化,我方便我们清理喷嘴。那现在是挪到一个比较靠前的位置啊,这样方便我们清理喷嘴 啊,他现在加热到一百五十度,接下来就是进行一个山寨的调频, 现在填位技术,我们进入了这个自适应网床的探测,你看他只会在这个位置来进行探测 啊,目前是已经一个已经探测完成的一个状态,他现在在进行归位,归位完成之后,那就是开始打印了 它这个网床是因为,呃,不是这个热床,是因为我没有设置它的温度,这样的话节省我们的时间啊,现在它正在加热这个喷嘴,到达温度之后,然后就开始打印了,后面我们可以不用看了啊,就正常的打印,我把它停掉。 然后还有一个地方是要注意一下,就是啊我们需要在这个打印 这个位置把自身网床这功能的参数填上。呃,这个参数呢?其实,呃我们可以参考我们在 clever 这种一些配置啊,像这个最大点最小点,可以参考我之前的视频。然后这个网格间距我是算出来的,就是这个 啊,相当于拿二百六减去四十,然后再除以五,得到了这个四十四。就是我们正常情况下啊,填完这两个之后,中间他是有五个点的探测点吗? 啊?所以我这个地方填的四十四。当然如果你啊,你如果想要更高的精确度的话,可以把这个值再改小一些,但是如果你改的太小,他的这个探测范围比较大的话,就比较耗时了啊,目前是我打这一小块的话,他其实相当于只探测了九个点啊,我们可以看一下他这个探测结果。 那这就是今天的这个分享啊,谢谢大家,再见。
53大马 01:58查看AI文稿AI文稿
01:58查看AI文稿AI文稿各位同学大家好,今天我想给各位同学讲一件事,之前有同学对必去的 b 一这款机器有兴趣,我也说必去公司在于很多的这个切片软件里面都有对他们公司的产品支持,所以在这里面呢介绍一下。今天有个同学说使用闲人切片, 然后导入了 b 区公司的 b 一,结果发现切片机扣的报错,那么我告诉大家,有可能是在这个叫添加删除打印机里面,你要考虑的是 b 区的 b 一,他出场是马铃固件。在这里出现 b 区的 b 一完成以后,在这里点击编辑配置, 请注意把它的机扣的风格务必一定要选择为马铃格式,马铃格式如果你选成 clear 模式的话,不好意思,马铃的机器跑 clear 表述的这个机扣的文件可能 全会报错。在这里当我们出现 b 区的 b 一配置的时候,请注意点击这里编辑设置,检查一下机构的风格,因为 b 一默认他是没刷 clip 的,作为一个标准的 i 三机器,很经典的马铃木键,他是属于这个风格。 如果还是出现其他莫名其妙的报错,请检查一下相关限位器的跳线有无问题。因为 b 区的 b 一它由于不同场次出品的机器,有可能在写固件方面与它的主板型号有所区别。这个我是遇到的, 我在改造他的断电打印测试的时候就发现断电打印加上去模块以后进行修改的相关固件是有区别的。他们的技术是拿到我的主板拍照照片,找到对应的主板,然后给我进行调整,才发现我的限位器等操作总总归是 调回到正常状态,所以大家如果去到遇到这种问题,请不用慌张。等到周一客服上班,他们的技术在必须公司的服务态度是很不错的,他们的技术能力是毋庸置疑的。等到工作日的时候问他们客服,谢谢大家,谢谢。
363D学习小屋屋 01:27查看AI文稿AI文稿
01:27查看AI文稿AI文稿这里的模型我们都导入进来了之后,这里就是总共是五个盘,但是它的颜色都不一样,然后现在这个地方只有一个颜色,我们就要添加五个,一直按添加, 添加到五个颜色之后,这个蓝色的就让他一直保持蓝色不不变他。然后这个是一个仿木的,我们就把这个第二个盘的这个颜色可以改一个接近接近木头的颜色就可以了。 如果这里面没有,你就随便找一个灰色的也可以代替嘛。然后这里就选到第二个盘之后全选, 然后这里右键右键这里有设置耗彩,对吧?改成二,现在他就是一个一个灰色的,就是我们仿木的一个颜色,然后这个就白色的,白色 就是我们把这个第三个改成白色的,然后把它圈圈,然后也是把它右键这样子就改成白色的了。 嗯,这个褐色的也是一样,这个就把它改成一个棕色的颜色,这个就是比较接近的颜色,然后也是把它全选, 然后第五个黑色的也是一样,就把它改成黑色的, 这里就把颜色都分好了。
84酱酱 01:54查看AI文稿AI文稿
01:54查看AI文稿AI文稿大家好,今天没有打印作品,给大家说说我在切片时遇到的问题,欧卡斯莱斯切片软件的悬锤可打印化,不要随便开启,这是我打印哥斯拉尾巴时发现的,可以看到这里是个球形孔洞, 之前打印的时候把悬锤和打印画勾选上了,导致安装不了,经过排查发现是这里的问题,注意鼠标位置,现在把它关掉,然后切片看一下。 好的,切片完成,看看预览模型正常,应该是像现在这样的,这个圆弧可以完美的切片出来,我把记者往下面拉一下给大家看清楚。 好了,现在我把这个悬锤可打印画勾选上,再进行切片, 切片完成,可以看到这里原来是球形孔洞的,勾选旋锤可打印画后,会把这里变成斜面, 选择最左边这个模型,选择对象,把悬锤一颗打印画去掉, 然后切片看看对比效果。 切片完成,可以看到右边勾选的悬锤可打印化的模型,球形孔洞上方已经变成了斜面,最左边没有勾选的则一切正常。所以奉劝 大家勾选某项功能时一定要检查,不然就会像我一样得到一堆废品。好了,本期视频就到这里,大家有什么好的建议或者意见,欢迎在评论区留言讨论,我们下期见。
40柠檬太酸 00:37查看AI文稿AI文稿
00:37查看AI文稿AI文稿好兄弟们,有没有碰到导入的模型不是贴底的,而是像这样翘起来东倒西歪的情况,今天就来告诉你们怎么收拾他。第一种方式,选中模型,点击贴底,软件会自动运算 旋转。贴底的面,前提是需要旋转到偏差角度不是很大的情况,若远见自己搞不定的,就需要我们手动旋转角度, 按住摄像鼠标左键,就可以一度一度的旋转角度,找到合适的摆放位置。 好兄弟们再见!
40小黑👨🏿💻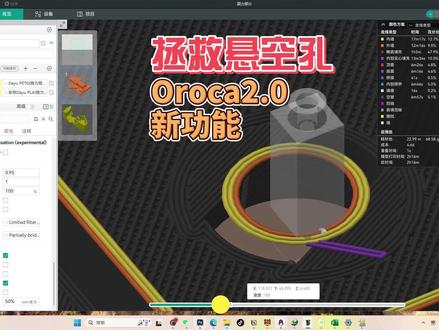 01:01查看AI文稿AI文稿
01:01查看AI文稿AI文稿打印时遇到这种悬空的孔是比较麻烦的,解决的方法无外乎三种,加支撑会牺牲打印质量。加牺牲层或者设计时增加调节层,而这往往都较为繁琐。 即将发布的沃尔卡斯二点零重将增加调节支撑孔的功能有三个选项,分别是无部分调节以及牺牲层。我们在切片软件里可以看到,当选择无视 孔洞第一层的圆圈,实际上是凌空打印的,打印品质无法保障。而选择部分调节时,切片软件会将悬空的孔洞第一层首先调节一部分层,增加圆的衣服层。 选择吸生层会在悬空孔洞第一层增加一个吸生层。实际上这一灵感明显来源于之前的设计方案,而这一次则移植到了切片软件里,更为方便。由于沃卡索十二点零 目前还处于 dive 的 nightly build 每日构建阶段,官方并不建议一般玩家下载使用。然而这项功能无疑非常值得期待,喜欢长线的小伙伴勇敢往前冲!
213一言智造 02:56查看AI文稿AI文稿
02:56查看AI文稿AI文稿各位同学大家好,那么今天下午想给大家说一件事很有意义,就是启鹏原先他在出机器的时候,因为比较赶,所以说他会有很多事情做的比较匆忙一些, 这个也可以理解,因为国内的 fdm 三 d 打印机制造商已经开始逐渐的开始积极的投奔在高速机的路上,所以说他们有很多事情是不能够允许他们去等的啊,真的不能允许他们去等,他们有很多事情都是在 赶快加紧时间迅速的去完成。所以在起庞最早他发布的这个官方的这个切片知识上面,他主要是使用的是 cura 这个各方面的模组,还需要玩家去导入一下手动安装。这里面有一个很著名的,就是你们看一下这里面有一个记事本,这记事本里面是要求你们将各个组件啊放在指定的文件夹目录下面,然后呢才能实现这个支持。但是不是所有人都能容忍或者允许这个切片软件是限定在 一款上面,所以说呢,希望在菩萨或者是其他的贴片软件上得到进一步的验证和使用。所以起床的人也在进行调整,因为这里面要给大家说一下,是 clever 和马铃不太一样, clever 的这个起始机扣的它需要和它的配置文件箱进行匹配 啊,需要一些人进行相关的调试,比如说我们的 b 站上面有个 up 主叫葫芦,他就开发出一套就是机扣的代码和相关的编译的这种工具, 但是你再怎么编译,如果能有专人专门的调试和专门的配置的话,那是最好不过的,因为我们像我们这种上了年纪的人来说,在我们那个年代,比如说买家用电器,我们是强调日本原装进口还是国内组装,是完全两个不同的概念, 好吧,这个就属于原装的原装的,所以现在呢,我们就抓紧时间告诉大家,这个呃叫做闲人切片,或者说是呃大鲨鱼, 这个这个切片已经有了,而且你如果要仔细去看的话,他是有相关的这个安装说明的,你按照他这个说明就可以导入了。还有呢,就是我们现在看到的这个菩萨也是有官方的这个指引,引导说明也是有相关的这个安装说明的, 看到了吧,所以说可以放心放心,现在就可以抓紧时间联系客服,或者是加入相关的技术群。这个已经开放了两个切片软件,我个人建议是两个都要下啊,两个都要下,因为这个切片呢,其中有个很著名就是这个大鲨鱼,他有个很好的工作,就是他可以进行一系列教程,方便你去教程调整机器 切片风格各有不同,但是我建议两个两个切片软件都要备,备好了以后呢,你自己的机器如果要进行调试切片的话,有时候你会发现不同的切片软件他思路不一样,所以我在这里面也是点名表扬喜糖的厂家,他们真的真的在争分夺秒,争分夺秒,争取把这个事情优化到最好, 而且他们现在也在把他们的风道和民间大佬进行合作,进行优化起航。这台机器虽然在两千块钱以下,但是他又做了很多事情,尽可能让你物有所值,这样是很不错的啊。等后面有机会的话,我也会给大家讲讲海王星和起航的对比。这两台机器各有特点,各有特点,缺点和优点都很明显, 这看个人喜欢。好吧好吧,谢谢大家,谢谢。
253D学习小屋屋





猜你喜欢
- 10.5万桃桃糯米糍