硬度60hrc能加工螺纹吗

粉丝1.0万获赞2.8万
相关视频
 00:38
00:38 00:31查看AI文稿AI文稿
00:31查看AI文稿AI文稿滚珠丝杆的硬度你猜是多少?其实滚珠丝杆的硬度根据具体型号要求而定。一般要求滚珠丝杆硬度要达到 hrc 五、八杠六、二。 此外,滚珠丝杆螺母内螺纹滚到硬度要求为 h、 r、 c、 六零杠六、四。滚珠的硬度要求为 h、 r、 c、 六二杠六、六。 在滚珠丝杆、富德罗姆丝钢硬度均到达 hrc 五、八杠六二,滚珠硬度到达 hrc 六、二杠六、六的情况下,滚珠丝杆可完成较高的匹配系数和精度系数。关注杠哥,解决您任何滚珠丝杆问题,以及滚珠丝杆生产与维修。
 02:37查看AI文稿AI文稿
02:37查看AI文稿AI文稿这就是我所在的行业,你刚好需要我,刚好专一来精彩继续。 啊啊。 这就是我所在的行业,你刚好需要我,刚好专业来精彩继续。 这就是我所在的行业,你刚好需要我,刚好专业来精彩继续。
 01:00查看AI文稿AI文稿
01:00查看AI文稿AI文稿hrc 六十度的材料到底能不能钻孔啊?那 hrc 六十一六十二度都可以钻,我今天遇到个杠精啊,他说什么钻头能钻这么高硬度的对不对?那我们钻果所以说心里面啊,有底是可以做的,这么高硬度来,包括这个五十八点五度的, 五十八度的来这里,还有这些都是在测试钻头的一个寿命的时候啊,来直接都是下面钻戒能看出来吧?五十八度,五十八点五度,包括这个 五十八点五度,五十九度是不是都是四转头的?那这个我们实实在在做过,我相信做加工的朋友肯定有人做过这么高硬度的,对不对啊?而且这些是怎么做出来的?我们的直播间做出来的,我这个视频发出来我相信有人见过我们这样做过,是不是来看看这些板都是 我们测试钻头的时候做出来的,对吧?直播间看的不是一次两次了吧,兄弟们有需要的小黄车支持一单,看看钻头有多给力。
440WACK螺纹铣刀 01:56
01:56 00:11
00:11 00:14查看AI文稿AI文稿
00:14查看AI文稿AI文稿i'm gonna take you bust that cruise let's go。
26小何机加工 02:09查看AI文稿AI文稿
02:09查看AI文稿AI文稿大家好,我是机械之天地。今天做的这几个产品,材料真的是太硬了, 大的地方都还算好做,就是这个螺纹没法吃,吃不动,太硬了。这把手磨螺纹刀,一刀过去,刀尖就没有了。这个螺纹是二百二乘六的轴距,这六件产品是全部加工好的。 这个材料的硬度要求 hrc 四十到四十五度,而且他的螺纹要求通归过子,归子 材料是四菱哥梦的材料。不知道这么硬的材料,只有买超硬螺纹刀片了,其他的刀片根本做不了。而且切这种螺纹的时候,我们怕他螺纹翻掉。因为材料硬,我们特意 在螺纹刀上增加了一个压块,特螺纹阻力太大了,这样的话他螺纹刀不会翘起。之前我们这个程序用 g 九二的不行,后来用 g 三二也不行,最后我们用 g 七六 七七六。持刀量也不能吃太大,只吃了零点一六。前几道工序都加工完了,现在就单独加工一个螺纹, 这样加工实在是太慢了,因为迟到量太少了,没什么效益。不说你们还不相信,就单独吃这样一个螺纹装甲笑表,将近半个小时一个 啊。不知道各位同行的师傅,你们有没有做过像我这么硬的材料,你们是用什么办法做的更快一点呢?这样的速度做下去, 我要喝西北风了。当初徒子接过来以为很好做的,没想到是个硬骨头呀。没办法, 总共二十件产品,现在做了六件,没有更好的办法,只能慢慢做了,只要产品合格,其他的也无所谓了, 慢就慢一点呗。好了,今天的视频就给大家分享到这吧,再见。
175机械之天地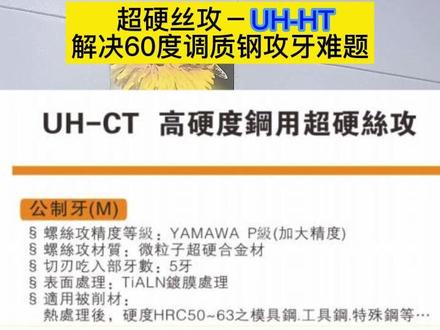 00:30查看AI文稿AI文稿
00:30查看AI文稿AI文稿材料调制后硬度高,供牙非常困难。用 h 干 ct 超硬思追主要针对硬度达五十到六十三度的磨具钢、工具钢等高硬度材料。供牙加工具有优良的耐磨耗性、耐冲击性,表面复合膜读成 耐磨耗性就大幅度增强。特殊的沟槽设计能切削出优良的、稳定的内螺纹,但仅限于数控机械与 cnc 加工中心使用。有需要的朋友可在评论区留言。
388冠捷丝锥 00:30查看AI文稿AI文稿
00:30查看AI文稿AI文稿这是一款内冷雾缸深孔钻磨具加工用整体钻头高压曲强度与特殊的双重韧带,加工硬度可达到 hrc 六十度,一次性净给加工,并实现长寿命加工,性价比高,值得信赖。
 00:32查看AI文稿AI文稿
00:32查看AI文稿AI文稿今天给你们说说加工硬料的,这种加工 hr 五十度没有问题,这种加工五十五度也同样没问题,这种加工六十五度他照样没问题哦。所以说加工硬材料没有想象中的那么难,只要你选对了好的刀具,配上合理的参数, 他可能比加工暖料更容易。你们觉得刀妹子说的对吗?或者你们还有其他的更好的方法可以,咱们评论区一起来聊聊。刀就有问题,刀妹子等你哦!
172刀妹子 00:16查看AI文稿AI文稿
00:16查看AI文稿AI文稿做极加工的兄弟们看过来,我这里现在有一个轴,它的材料是磨具钢的,硬度是 hic 五十八度,现在呢,我要在他的端面加工一个 m 八的螺纹孔,有没有高手知道怎么样加工这样的螺纹孔才是合理的?





![一台好的机床必须具备精度、刚性、速度和稳定性四大核心技术。
材料:CR12MOV
硬度:HRC60~63
滚丝轮硬车大螺距螺纹 相当丝滑[得意]
海德曼您值得拥有[微笑]](https://p3-pc-sign.douyinpic.com/tos-cn-p-0015/ocISskKApBnTAg9FChQA5eDAo9n0pNBeNb4XID~tplv-dy-resize-origshort-autoq-75:330.jpeg?lk3s=138a59ce&x-expires=2094526800&x-signature=vDAUflbGeaABTfObe6d%2BNZUqjSo%3D&from=327834062&s=PackSourceEnum_AWEME_DETAIL&se=false&sc=cover&biz_tag=pcweb_cover&l=202605191325020BAD8D53CBDF4F877EA1)
