新代数控车床g83钻孔退刀参数设置

粉丝1009获赞2542
相关视频
 01:02查看AI文稿AI文稿
01:02查看AI文稿AI文稿现在很多公司呢有新带车洗复合,但是我们在 g 八三循环打孔的时候呢,需要改一个安全距离,我们在面板上选择右展开,再选择一下我们的参数设定好,在这边我们找到一个跳子参数号码 f 五啊,按好以后我们找到四零零二 选择确定,在这边大家可以看到有一个叫设定钻孔循环的推刀量,那目前呢,我们是五千,五千就是五个毫米啊,那么距离太长了,它的一个安全距离,我们可以在面板上直接输入一千按回车。好,如果出现密码,那么我们就写个五二零, 现在一千呢,就是一个毫米的安全距离。我举个例子啊给大家来,我们在程序当中可以看一下,比如说我们 g 八三循环钻孔,首先呢我们定位到 c 一 啊,每次打八个毫米,那么第一刀实际是打了七个毫米,那么第二次定位的时候呢,他会定到 c 负六,就是留会留出这个一毫米的安全距离,你学会了吗?关注我,点亮爱心,每天教你学一招!
 03:26查看AI文稿AI文稿
03:26查看AI文稿AI文稿咱们平常在使用这个法兰克系统的时候啊,来钻孔的话,发现呢咱们退刀的位置有问题,也就是我们钻头啊钻完一段之后,他退回到平面上之后再次进刀的时候,这个距离怎么定? 下面我们进行一个相关的演示啊,首先呢我们点击这个 mdi, 也就是录入方式,然后呢我们点击 offset, 也就是我们的多补设定按键,在这里我们点击设定, 然后呢点击一点击输入,把这个写参数呢给他打开, 在这里我们点击参数按键 system 参数按键,然后我们 输入这个五幺幺四点击号搜索。那么在这里大家要注意一点啊,五幺幺四号程序这个参数啊就是咱们固定循环当中的 钻头退,退出来之后,咱们往往回进的时候,他那个距离,比如说我这里输入零点五,零点五,我点这个输入, 那么他就是钻头呃,钻一段距离之后退,然后再往里进的时候,这个距离离原来钻孔的距离是零点五, 那么这个五幺幺五号程序他就是 g 八三指令,在钻孔的时候,他退到端 面上之后再进刀的,离第一次钻孔的距离这里我们也设设为一般呢是零点五 这样的,我们在钻孔的时候啊,他就有了,相当于啊退刀之后再进刀啊,离第一次钻孔的安全距离是零点五啊,以上呢就是这几个相关的参数。另外呢今天还有学员问哈,咱们这个 这些英文按键是什么意思啊?首先这个 alt 呢是修改的,修改的意思啊,修改键 c a n 取消 p o s 无位置键, 呃 p r o g 程序按键 offset, 也就是咱们的刀补设定按键,也就是在这个位置呢,我们可以 可以。呃,可以对刀啊,可以这个,呃,可以打刀补,这个 help 啊,就是帮助啊。这里有很多关于呃一些参数的一个解释啊。还有 install 就是咱们的输入按键 啊,主要来用来输程序 system 啊,参数按键,还有这个呢,是报警按键啊,还有咱们图形调研按键和删除按键以及参数输入按键,还有 shift 是上档键,再一个最后一个 reset 是复位键。那么以上的哈,就是咱们常用的 法兰克系统的一些个按键啊。
298德州数控达人 04:05查看AI文稿AI文稿
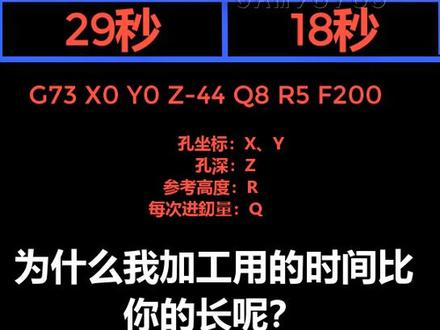
04:05查看AI文稿AI文稿大家好,钻深孔,比如深度是直径三倍以上,最怕什么?怕铁屑排不出来,缠住钻头,导致钻头折断。 用 g 零幺钻孔,只能凭感觉手动进退,非常危险。今天教你使用专治深孔的智能打桩机 g 八三深孔啄钻循环,它会自动钻一下,退一下,保证安全排泄。接下来我们学习一下 g 八三它的编程方法。 我们以这个零件图为例,我们钻个孔非二十二,深度三十。我们以法纳克系统的机床为例,系统参数五幺零幺 r t r 这一栏设为零 v 轴退刀时呢,不出端面, 我们新建个程序名 o 零零三九,快速定位到 x 一 百, z 一 百五, t 零幺零幺换一号油钻,直径呢是二十二毫米,我们设置主轴转速每分钟一千两百,转 进给量呢,我们设置每分钟进给五十毫米。快速定位 x 零 z 三这一点。 z 三呢,它是算孔时 z 轴快速的定位点。接下来是 g 八三 z r k o f z 是 指算孔的深度,在这个零件图中,它的深度呢是三十毫米,也就是 z 负的三十。 r 负二是什么意思呢? r 它是指相对于快速定位的 z 轴定位点移动的一个距离, 减少空行程。 r 负二是指相对于钻孔 z 轴的快速定位点。 z 三 z 三从这一点向 z 的 负方向移动两毫米, 从这一点开始算,也就相当于从 z 一 开始起算,安全距离呢是一毫米, 这就是 r, 它的含义。 q 三千是什么意思呢?是每次算孔的深度,单位是千分之一毫米,我们设为三千,也就是每次往里算三毫米退 默认的值一毫米就是每次算的深度,就是每次三毫米, f 是 进给量,我们以每分钟五十毫米的一个速度来进行算孔。接下来就是 g 零 z 一 百五,返回换挡点 x 一 百 m, 三零乘余结束。 这个就是 g 八三钻孔时它的一个编程格式。接下来我们使用这个程序在我们的机床上进行程序的校验和钻孔加工。现在程序录入好了,我们把转速降到了九百转,下面开始自动加工,打到自动循环启动。 总结一下 g 八三着钻循环就抓住三个参数, z, 你 要钻多深, k o 每次能钻多深,根据钻头钢性和材料定而退到哪里才算安全? 记住, g 八三是安全第一的循环指令,它看似用更慢的节奏保证了深孔加工最终的成功率和质量。下次算深孔,别再用手动方式冒险了。
1607数控加工专业教学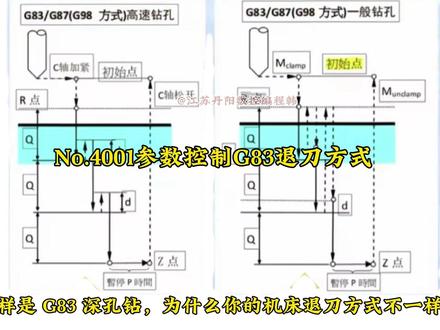 00:53查看AI文稿AI文稿
00:53查看AI文稿AI文稿同样是 g 八三深孔钻,为什么你的机床退刀方式不一样?大家好,我是江苏丹阳数控编程韩工,视频制作不易,大家帮忙点个关注看左边,当 no 四千零一等于一时,这是高速钻孔模式,钻一个 q 只退回一个避让量地, 它不退出孔外,就像数控车的 g 七四着钻一样,连续进给效率极高。参数四千零二的数值,就是高速钻孔的时候 d 的 退刀距离。再看右边,当 no 四千零一等于零时,这是断泄钻孔模式。钻完一个 q 直接退回到 r 点, 彻底把铁屑留在孔口,让冷却液充分冷却刀头。如果你的程序力省略了 t u 值,系统会判定为点孔刀具直接从而点下钻到 z 点,不做分段循环。学会了点赞加关注,后期会分享更多有用的知识。
 00:11查看AI文稿AI文稿
00:11查看AI文稿AI文稿师傅,同样的机器翻转孔,为什么我加工用的时间比你的长呢?因为你的回头量太大了呀。那怎么修改呢?看好了。
3867大课堂科技-数控编程培训 01:24查看AI文稿AI文稿
01:24查看AI文稿AI文稿哈喽,兄弟们,今天我们来讲一下我们加工中心在使用钻孔循环 g 七三和 g 八三十,怎么样去更改它的一个配套量。 他这个退刀量的话是由我们的一个机床参数设定的,我们来看一下怎么修改。好。首先我们把那个参数开关给他打开, 我们找到参数页面,我们这里搜那个五幺幺四。 好了,我们在搜索号码。好,他这里一个五幺幺四就是更改我们那个 g t 三退刀量的值的,所以的话我们给一个零点二到零 点五就可以了,可以做零点二。好,然后下面这个五幺幺五这个参数就是七八三的一个配套量的参数,然后这里我们也是改成零点二。 好,这两个参数改成这样子我们就可以了,我们把参数开关给它关掉。 好,这样的话他每次钻孔的话,他就是配刀量,就是配零点二吗?学会的老铁记得点个关注。
546龙门阿锋 01:50查看AI文稿AI文稿
01:50查看AI文稿AI文稿g 七三 g 八一 g 八二 g 八三钻孔指令你喜欢用哪个?编程时我们应该如何选择? g 七三,这是一个高速深孔钻孔指令, 当您需要钻深孔时,这是一个很好的选择。 g 七三指令在钻孔时通过间断径迹已清除切屑,防止刀具过热。 g 八幺,这是一个简单的钻孔指令,用于直线钻孔。 如果您需要快速简单的钻孔, g 八一是一个不错的选择。它不适用于深孔钻孔,因为它没有提供间断径迹来清除切屑。 g 八二,这是一个带孔底暂停的钻孔指令,主打精加工、浅孔或孔加工。 g 八二钻孔过程为一次性直线径迹到底, 无间断竞技排泄动作,仅在孔底设定暂停时间,修整孔底毛刺与刀痕,让孔底更加平整光洁,不适合深孔加工。 g 八三,这是一个脉冲钻孔指令,适用于所有类型的钻孔操作。 g 八三,在钻孔过程中提供间断竞技,允许清除切屑并防止刀具过热。 如果您不确定应该使用哪个指令, g 八三通常是一个安全的选择。在选择钻孔指令时,需要考虑以下因素, 一、钻孔深度对于深孔钻孔,应使用 g 七三或 g 八三二钻孔速度,如果需要高速钻孔,可以考虑使用 g 七三 三清除切屑。如果需要彻底清除切屑,以防止刀具过热,堵塞崩刀,应使用 g 七三或 g 八三四。孔底质量与加工精度,如果需要平整光洁的孔底或沉头孔,优先选用 g 八二。 常规钳孔快速加工选用 g 八一精度是关键因素,则可以使用 g 八三,因为它提供间断进给,可以减少刀具受热和变形。你们还知道这四个指令有哪些特点?欢迎评论区交流。
2563义恒数控培训 01:33查看AI文稿AI文稿
01:33查看AI文稿AI文稿像视频中两头用 g 八三加工刀路,而且中间快速移动刀路,你喜欢吗?喜欢给小弟留关注,点赞收藏。那我们就直接演示策略,选择高级钻靴, 选择表面孔用六毫米钻头。这先选三段设置条件,第一段时间直接点击鼠标右键选定地址, 再后添加一个 f 两百净给率钻深,对加两毫米,再选择 g 八三深孔加工,每刀两毫米。 第二段用同上方式选举地址, 这里是空刀 app 直接给五千,这里到加工面深度留零点五。安全, 这里也同第一段设置方式一样,我就不说了,直接看演示, 快速设置安全高度。喜欢交个朋友留下关注。
270初心 Mastercam










